激光覆盖膜导致挠性板绝缘不良的研究和改善
2015-08-18刘国汉黄德业李超谋任代学广州杰赛科技股份有限公司广东广州510730
刘 俊 刘国汉 黄德业 李超谋 任代学(广州杰赛科技股份有限公司,广东 广州 510730)
激光覆盖膜导致挠性板绝缘不良的研究和改善
刘 俊刘国汉黄德业李超谋任代学
(广州杰赛科技股份有限公司,广东 广州 510730)
1 前言
绝缘性:导体可以阻止电流通过的能力。
绝缘电阻:加直流电压于电介质,经过一定时间极化过程结束后,流过电介质的泄漏电流对应的电阻。
印制板绝缘测试(Isolation Test)是对某一待测网络(或导线)施加电压,而在其它网络上检测是否有电压值,以此来判断网络(或导线)之间是否绝缘。若在其它网络上测有电压,则说明网络之间有短路存在(即不绝缘),反之互相绝缘。
绝缘不良:为了明确绝缘不良概念,根据GJB 7548-2012《挠性印制板通用规范》要求:“绝缘测试时,相邻导体间的绝缘电阻应大于100 MΩ”,进行如下定义:绝缘不良指绝缘电阻值大于100 Ω而小于100 MΩ之情形。绝缘电阻不大于10 Ω视为完全短路,绝缘电阻大于10 Ω(含10 Ω)而不大于100 Ω视为微短,完全短路和微短统称为短路。短路是不可接受的,且用普通的电测试表可以测试出,绝缘不良没有真正意义上的短路,用普通的电表无法测试出,所以一般厂商也视为可接受,但其实也存在短路的风险,对高可靠性要求的产品也是不允许有的。
2 原因分析
覆盖膜的成分为聚酰亚胺,激光为波长355 nm的紫外激光。激光覆盖膜的原理为:UV激光束照射在覆盖膜表面,能量迅速被材料吸收,一部分转化为热能,使材料加热、熔化、气化,产生气化喷射并抛出材料形成切缝,即“热加工”;另一部分被材料所吸收充分作用在材料分子的化学键上,将化学键打断,被加工区域的分子键被破坏掉,生成物所占据的空间体积迅速膨胀,最终以体爆炸形式分离母体并带走过剩的能量,此加工过程称为“光蚀刻效应”。此过程会在切割边缘会有碳化物的残留,此碳化物有一定的导电性,由于切割完成的覆盖膜需贴在挠性印制板上,在线路之间会形成电路,使电路板产生绝缘。如图1所示。
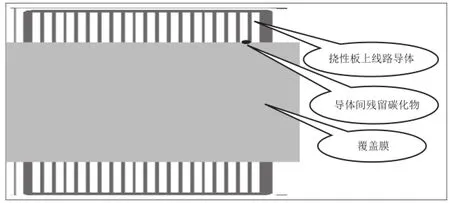
图1 挠性板绝缘不良示意图
3 试验过程及结果
3.1正交试验设计
根据挠性印制板的生产流程、激光覆盖膜参数设定,定下了如下影响因素:覆盖膜的加工方式、激光参数设定、激光覆盖膜是否用酒精清洗。具体的因素如表1。

表1 绝缘不良影响因素
根据上述影响因素,设计如表2的8组试验。
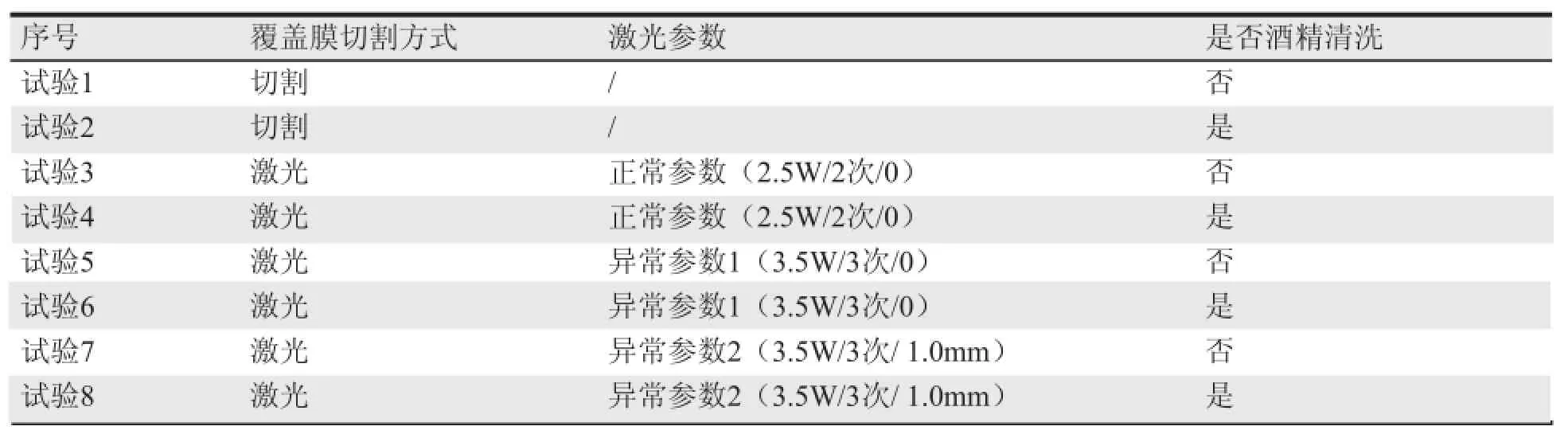
表2 绝缘不良试验设计
每种试验方案设计1大块板,共60块小板。
电性能测试时采用绝缘电阻100MΩ进行短路测试,以小块数量的合格率统计绝缘不良的结果。
3.2试验结果
根据上述试验设计,绝缘测试结果如下:
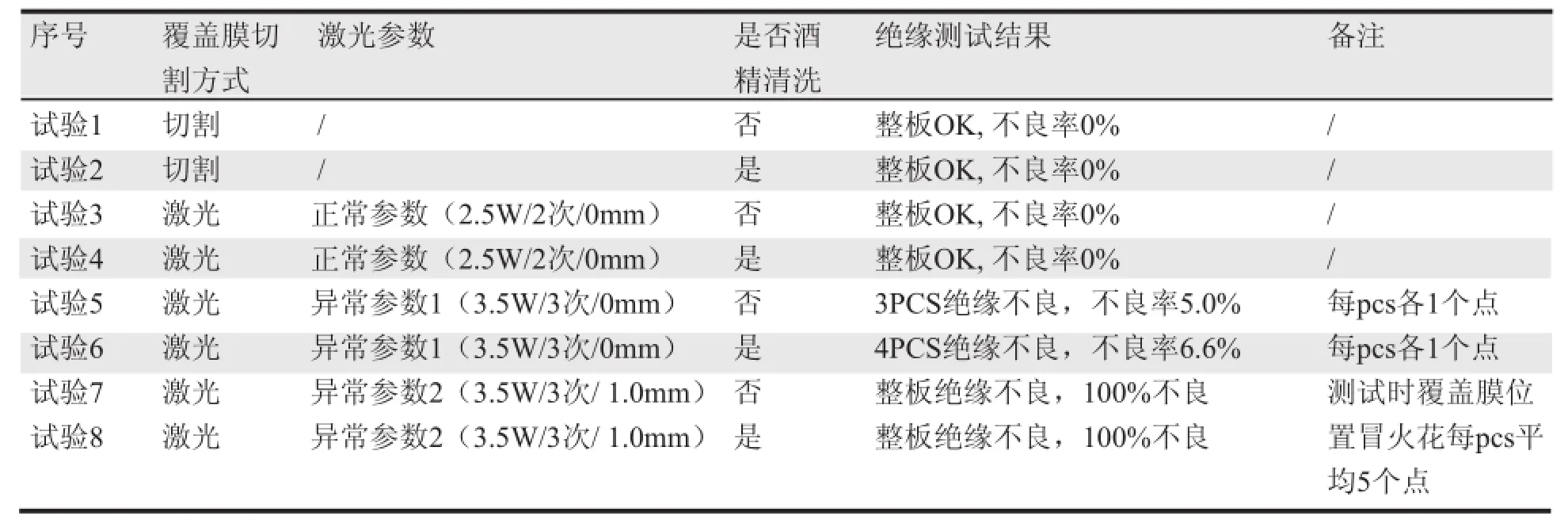
表3 绝缘不良试验结果
从以上绝缘测试结果可以看出:切割/激光正常参数均未出现绝缘不良,而激光异常参数1/异常参数2出现了绝缘不良,其中异常参数2尤其严重,不良率达到了100%。可以得出结论,激光参数异常激光参数异常会导致挠性印制板绝缘不良的问题,同时也可以得出如下结论:平板切割覆盖膜生产可以很好地避免绝缘不良问题;酒精清洗覆盖膜对改善绝缘不良问题贡献度比较小。
在测试过程中,试验7/试验8生产的板在绝缘测试时覆盖膜位置出现冒火花现象,测试完后覆盖膜位置也出现了发黑的现象,进一步确认了覆盖膜残留碳化物是绝缘不良问题产生的真正原因,具体如表4。
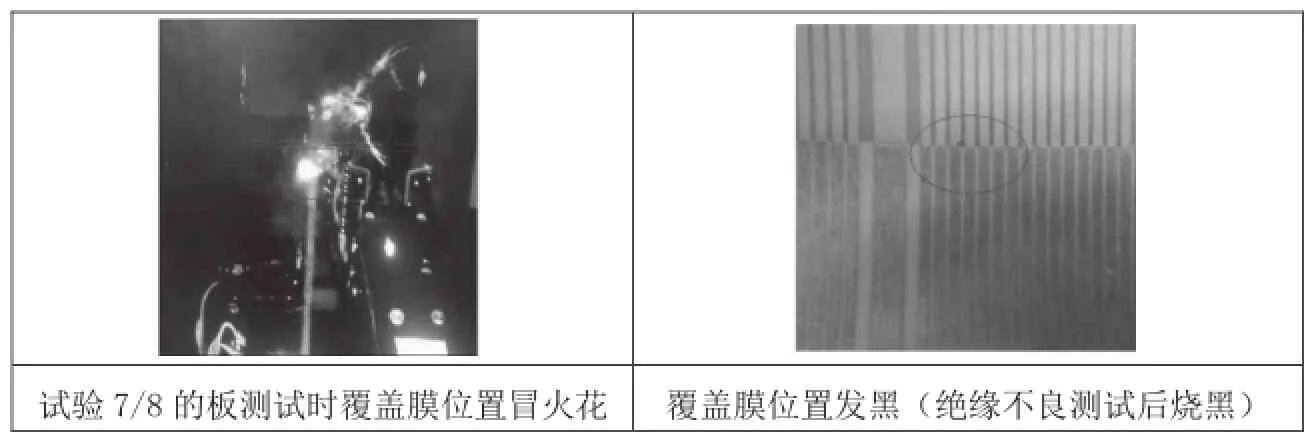
表4 绝缘不良测试过程记录
根据上述试验结果,激光参数异常是导致绝缘不良问题的真正原因,所以需对比不同激光参数的覆盖膜效果,以更好地进行生产控制,对比结果如表5。
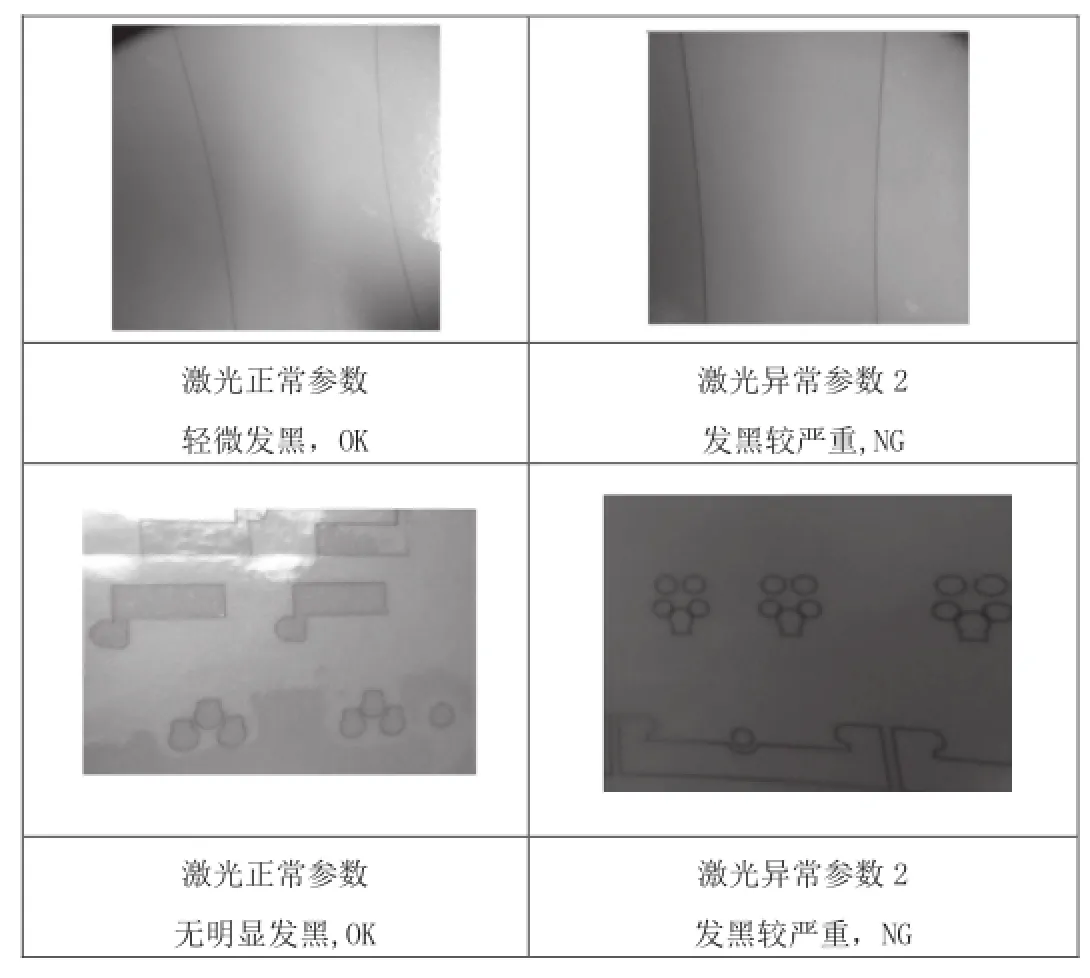
表5 不同激光参数覆盖膜效果
从以上跟进结果可以看出,不同激光参数生产的覆盖膜效果可以从板面后的效果看出,激光出来发黑较严重的属于异常情况,需调整参数至正常。
4 结论
(1)从本次试验可以得出结论:激光参数异常会导致挠性印制板绝缘不良的问题。激光参数异常是指激光能量偏大,激光次数多,且Z轴焦点偏离。平板切割生产、激光正常参数生产覆盖膜不会出现绝缘不良问题。
(2)不同激光参数生产的覆盖膜效果可以从板面后的效果看出,激光出来发黑较严重的属于异常情况,需调整参数至正常。
刘俊,技术部生产计划部经理。
The research and improvement of laser coverlayer causing FPC poor insulation
LIU Jun LIU Guo-han HUANG De-ye LI Chao-mou REN Dai-xue
