基于中板4300矫直机参数计算的研究
2015-08-18孙海玲鞍钢教育培训中心辽宁鞍山114032
孙海玲(鞍钢教育培训中心,辽宁 鞍山 114032)
基于中板4300矫直机参数计算的研究
孙海玲
(鞍钢教育培训中心,辽宁 鞍山 114032)
通过对鞍钢中板厂中板4300矫直机的参数进行重新计算,制定出了矫直辊修复、报废的标准,推算出现有电机功率条件下的最大矫直板厚,并对该矫直机的入口、出口压弯量和上辊组倾斜角度等参数进行了精确计算,为矫直机的正确使用和维修维护提供了可靠的理论依据。
矫直机;最小辊径;电机功率;压弯量
一、概述
矫直机是对金属型材、棒材、管材、线材等进行矫直的设备。矫直机通过矫直辊对棒材等进行挤压使其改变直线度。一般有两排矫直辊,数量不等。也有两辊矫直机,依靠两辊(中间内凹,双曲线辊)的角度变化对不同直径的材料进行矫直。主要类型有压力矫直机、平行辊矫直机、斜辊矫直机、旋转反弯矫直机等。
二、矫直机矫直原理
辊子的位置与被矫直制品运动方向成某种角度,通常有2~3个大的主动压力辊,由电动机带动作同方向旋转,另一边的若干个小辊为从动压力辊,他们是由旋转着的圆棒或管材摩擦驱动旋转的。为了达到辊子对制品所要求的压缩效果,这些小辊可以同时或分别向前、向后调整位置,一般辊子的数目越多,矫直后制品精度越高。制品被辊子咬入之后,不断地作直线或旋转运动,因而使制品承受各方面的压缩、弯曲、压扁等变形,最后达到矫直的目的。
三、矫直机参数计算
中板4300矫直机是中板厂重要设备之一,主要是用来实现在线矫直,以消除钢板在轧制和冷却过程中产生的不平直缺陷,使钢板平直度符合国家标准,适应市场需求。其工作状态直接影响中板生产及产品质量。长期以来,矫直机的矫直辊修复、报废没有统一标准,而现场急需这个标准使备件储备正常运转。故此,需要对矫直机的参数进行重新计算,然后制定解决方案。
1.辊径
矫直辊的主要任务是使工件得到矫直所需曲率的压弯,其次还需考虑咬入条件和强度上的需要。矫直所需压弯曲率AW要明显大于弹性极限曲率,其增大的倍数与工件材质和断面有关。矫直辊半径:
CW断面均匀形,CW=3~4,H为板厚。
上述公式所得辊径为最大辊径,最小辊径应根据接触强度来讨论。矫直压力有可能使工件表面产生塑性变形,也可能使矫直辊表面产生疲劳剥蚀。故需用圆柱面与平面的接触应力来限制辊径。

即塑性弯矩与弹性极限弯矩之比。
将H=30mm,σt=350MPa代入上式,
则:Dmin=203.4,此处取220。
2.电机传动功率
由于此矫直机为热矫直,矫直温度为500~750℃之间,普通碳钢σs为300~350MPa,厚度为8~40mm,板宽2000mm,弹塑性弯矩极限值:
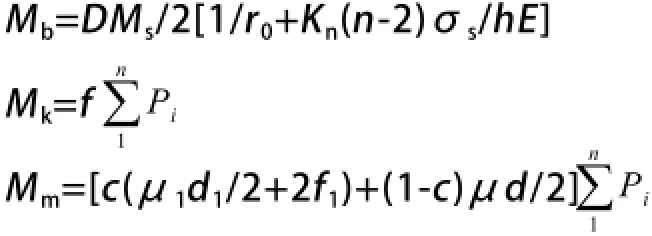
式中:M——作用在辊子上的总传动力矩,kN·m;
Mb——轧件弯曲变形所需力矩,kN·m;
Mk——克服轧件与辊子之间滚动摩擦所需力矩,
kN·m;
Mm——克服滚子轴承的摩擦及支承辊与工作辊
间的滚动摩擦所需力矩,kN·m;Kn——矫正方案系数,2;
f——轧件和辊子之间的滚动摩擦系数,0.2mm;P——两辊间距,290mm;
μ1、μ——工作辊和支承辊轴承摩擦系数,
取0.004;
d、d1——工作辊和支承辊的辊颈直径,130mm;f1——工作辊与支承辊间的滚动摩擦系数,0.05mm;
c——压力分配系数,0~1之间,取0.7。
经计算:
Mb=62kN·m;
Mk=12.4kN·m;
Mm=0.27kN·m;
M=74.67kN·m。
若矫直速度V=1.9m/s,η=0.85,则矫直功率
N=M2V/Dη=564kW。

此矫直机电机功率为280kW,和计算功率有一定的差距。以280kW的功率反推能矫直板厚28mm,而现场设定的安全销电流过小,从而产生安全销熔断,若按280kW设定安全销应为1272A。
3.压弯量
根据不同规格、材质、原始曲率进行压弯量的计算,为计算简化,假定原始曲率比C0相同。
原始曲率比:
式中:A0——原始曲率;
At——弹性极限曲率。
按照线性递减原则制定压弯方案,只要把入口处的压弯量及出口处的压弯量确定之后,即可调整辊组的倾斜度,以入口压弯挠度Cε≤5来确定压弯挠度比及出口压弯挠度δw。
上辊组的倾斜度:

矩形条材可按小变形反弯矫直所需压弯挠度。
四、结语
通过对矫直机参数的重新计算,使现场生产对基
本参数的确定和力学参数的计算能够更准确、更合理。并且在该参数修改后的一个周期内没有发生过任何问题,矫直后的产品满足质量要求,为该厂创造了良好的经济效益。
[1]崔甫.矫直原理与矫直机械[M].冶金工业出版社.
[2]施东成.轧钢机械设计方法[M].冶金工业出版社.
[3]王海文.轧钢机械设计[M].机械工业出版社.
TG333.2+3
B
1671-0711(2015)08-0052-02
(2015-04-13)
