环氧树脂在成型木质复合材料中的应用初探
2015-08-01钱世江孙晓薇于磊金钰俞秀玲
钱世江,孙晓薇,于磊,金钰,俞秀玲
环氧树脂在成型木质复合材料中的应用初探
钱世江,孙晓薇,于磊,金钰,俞秀玲
(河南省林业科学研究院,河南 郑州 450008)
环氧树脂粘结性能好,适用性强,几乎可以在0~180℃温度范围内固化,因而用途广泛。但在木材、人造板行业的应用,还未见到相关的文献或报道。通过试验优选了几种常温固化剂,研究了常温下模压成型木质复合材料的生产技术,取得了初步成效。
环氧树脂;常温固化;模压成型;木质复合材料
环氧树脂有万能胶之称,具有优良的粘结性能。环氧树脂可耐酸、碱、盐的腐蚀且具有优良的电气绝缘性能,因此环氧树脂用途非常广泛。但在木材、人造板行业的应用,还未见到相关的文献或报道。环氧树脂固化方便,适应性强,选用不同的固化剂,环氧树脂体系几乎可以在0~180℃温度范围内固化。通过试验优选了几种常温固化剂,主要研究了常温下模压成型木质复合材料的生产技术,取得了初步成效。
1 试验材料
1.1 化学材料
1.1.1环氧树脂E-44:①立友牌,山东沧州环宇有限公司;②丹宝牌,镇江丹宝树脂有限公司。
1.1.2环氧树脂E-51:①立友牌,山东沧州环宇有限公司;②丹宝牌,镇江丹宝树脂有限公司。
1.1.3乙二胺(分析纯),天津市永天化学试剂有限公司
1.1.4聚酰胺树脂(650),镇江丹宝树脂有限公司。
1.1.5 593固化剂(二亚乙基三胺与丁基缩水甘油醚的加成物):镇江丹宝树脂有限公司。
1.1.6环氧固化剂W93(改性脂肪胺类固化剂),江苏昆山绿循化工商行。
1.1.7 2.4.6-三-(二甲氨基甲基)-苯酚(DMP), 江苏昆山绿循化工商行。
1.2 试验设备
1.2.1人造板压机(400 mm×400 mm,定制设备)
1.2.2自制部分模具
2 结果分析
2.1 环氧树脂类型的选择 环氧树脂是含有环氧基的高分子聚合物,它是由环氧氯丙烷和各种多元酚类、多元醇类缩聚而成。根据不同的反应条件,可以制造出不同类型的环氧树脂。常用环氧树脂多为E44型,它的主要优点是粘结力强,收缩性小,稳定性高,缺点主要是低温下粘度很大,操作不便。E51型环氧树脂除具有E44型环氧树脂的优点外,还具有低温条件下粘度相对较低,操作简便,价格适中等特点。因此,试验采用E44型、E51型两种环氧树脂进行研究,结果表明E51使用较好,即使在冬季室温10℃以下也能使用。E44型在夏季能较好使用。
2.2 固化剂的选择
环氧树脂固化方便,适应性强,选用不同的固化剂,固化条件有较大区别,本次试验分别以乙二胺、593、W93做了一组12个对照,在室温(18±1)℃下固化时间结果见表1。
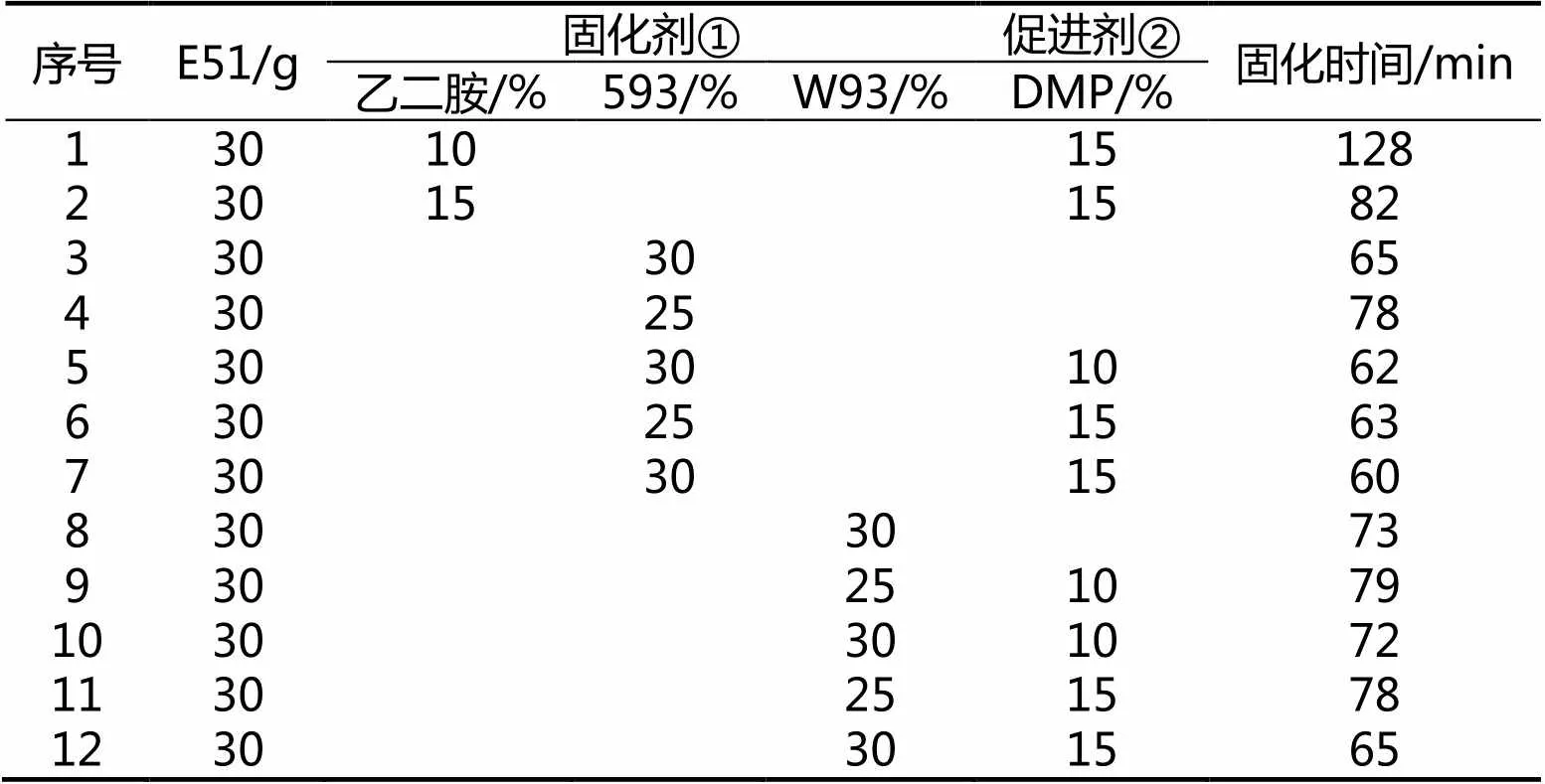
表1 树脂及固化剂不同比例固化时间对照
注 ①:固化剂用量为E51用量的百分比;②:促进剂用量为主固化剂用量的百分比。
表1中,用乙二胺固化剂,固化时间较长,固化剂用量加到15%,反应比较剧烈,有大量气泡产生。固化剂593和W93相比,使用等量的固化剂时,593固化剂固化时间稍短;使用促进剂DMP,对这2种固化剂有一定效果,当固化剂用量达到30%左右时候,缩短固化时间就不明显了。综合考虑,593固化剂使用效果较好。593固化剂用量30%,与25%固化剂+15%促进剂固化时间相当,但使用促进剂后,样品颜色有所加深。
2.3 热固化成型分析
2.3.1热成型固化方案设计
依据表1中结果,编号3方案较好,固化时间短,固化中无起泡现象,反应比较温和,拟采用以刨花(刨花板厂已加工完好,未施胶待压板的原料)、锯末等为原料,试验方案设定见表2。
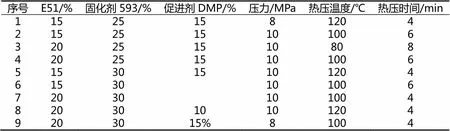
表2 加热固化方案设计
2.3.2产品性能综合分析
试验结果显示,在100~120℃条件下,热压时间较短,固化效果较好。按照人造板及饰面人造板理化性能试验方法(GB/T 17657-1999)对产品物理力学性能检测结果对照见表3。

表3 试验样品与刨花板标准比较
注④:参照在干燥状态下使用的普通用板厚度为13-20mm的刨花板技术要求。 ⑤:试验中,选取了比较有代表性的4个样品进行了比较。
表3中显示,样品的总体性能明显优于同厚度的刨花板产品,其中样品5号与8号,质量较好。从节约生产成本上考虑,优先选择5号,增加促进剂,减少树脂用量。
2.4 常温成型固化分析
2.4.1常温成型固化方案设计
模具中常温固化试验方案设定见表4。

表4 室温固化方案
注⑥:室温为(20±2)℃。
2.4.2产品性能综合分析
总体看,加压10 MPa,保持60 min以上,均能固化成型,相对比较而言,8号和4号样品固化成型较好,外观平整光滑,局部未完全脱模。固化后强度高,样品比较理想。当固化剂用量达到30%时候,加入DMP促进剂对缩短固化时间影响不明显。由于已压制为成型抽屉和木线,力学性能未做测试。
3 结论与讨论
环氧树脂用于人造板、木质复合材料加工生产,产品力学强度高,吸水厚度小,无甲醛释放,产品综合性能明显优于脲醛树脂人造板。
环氧树脂在固化剂593、W93,促进剂DMP作用下,在室温条件20℃下,1 h能固化成型。
环氧树脂施胶技术比较困难。环氧树脂粘度大,雾化分散难度大,不便于施胶。本次试验采用手工施胶,存在施胶不均匀,故而施胶量大,如改用雾化喷胶,预计可以节约用胶量。
环氧树脂常温固化时间与环氧树脂的适用期存在矛盾。我们要求常温固化时间越短越好,否则不利于工业化生产,但是在正常生产中环氧树脂要有一定的适用期,以免树脂在施胶机中固化。
环氧树脂有万能胶之称,粘结强度高,因而脱模是个棘手问题。本次试验选用脱模剂和脱模纸(河南永威安防股份有限公司提供)联合使用,局部脱模采用脱模剂,大面积脱模采用脱模纸,脱模效果较好。但在工业化流水线生产中,完全采用脱模剂,还有待于进一步试验研究。
本次试验以模压成型抽屉和仿实木木线为例,研究了环氧树脂的常温固化、模压成型及脱模技术。预计环氧树脂在成型门、窗,橱柜等家具零部件的常温模压生产中,有较广阔的应用前景。
(责任编辑:王团荣)
Research of Epoxy Resin in the Application of Molding Wood Composite Materials
QIAN Shi-jiang, SUN Xiao-wei, YU Lei, JIN Yu,YU Xiu-ling
(Henan Foresty Science Research Institute,Zhengzhou 450008,China )
Epoxy good adhesive properties, applicability, almost can be cured at a temperature range of 0 ~ 180℃, and thus widely used. But in the timber, plywood industry applications, have yet to see the relevant literature or reported. Through several trials preferred room temperature curing agent, mainly studied at room temperature molded wood composites production technology, has achieved initial success.
Epoxy resins; room temperature curing; molding; Wood Composites
S 784
A
1003-2630(2015)04-03-0006
2015-08-15
