基于多指标综合评分法的开炼机炼胶工艺研究
2015-07-28曾宪奎张宗廷汪传生
曾宪奎,张宗廷,汪传生,吕 冲,刘 威
(青岛科技大学 机电工程学院,山东 青岛 266061)
开炼机属于橡胶制品加工的基本设备,在橡胶制品行业中应用极为广泛,近几年随着低温炼胶技术的研究和推广,开炼机炼胶工艺重新被重视[1]。终炼胶的门尼粘度、炭黑分散度和物理性能等质量指标都对橡胶的后续加工和成品的质量影响较大。开炼机炼胶过程十分复杂,炼胶过程中辊距、辊速、速比、辊筒温度和混炼时间等参数对终炼胶的质量均有一定程度的影响。目前,有不少研究采用正交试验法,对多因素单目标值进行分析,得出一个单目标值最优的工艺组合参数。由于评价终炼胶质量的指标很多,这种方法无法令所有指标都达到最优,仅优化一个目标值很难得到最优的工艺方案。为了使终炼胶的每项质量指标都达到较理想的状态,本研究引入质量指标加权综合评分的办法,结合正交试验,根据各质量指标对终炼胶质量的影响进行加权综合评分,然后通过极差分析,确定各工艺参数对综合评分的影响程度,从而确定一组最佳的工艺参数。
1 实验
1.1 配方
试验采用全钢子午线轮胎胎面胶配方:NR 100,炭黑N330 38.5,白炭黑 15,氧化锌3.5,硬脂酸 2,增塑剂A 2,偶联剂Si69 3,防老剂RD 1.5,防老剂6PPD 2,硫黄 1,促进剂NOBS 1.5。
1.2 设备与仪器
XK-160E型开炼机智能炼胶试验平台、X(S)M-1.7L型密炼机,青岛科技大学产品;MM4130C型无转子硫化仪,北京环峰化工机械实验厂产品;QLB-400×400×2平板硫化机,上海第一橡胶机械厂产品;TS 2005b型万能试验机、UM-2050型门尼粘度仪,中国台湾优肯科技股份有限公司产品;QP-16型橡胶塑料试验切片机,中国台湾高铁检测仪器有限公司产品;DQJ-660型单刀切胶机,青岛亚东橡塑机械有限公司产品;DG1000NT+型炭黑分散仪,瑞典OPTIGRADE公司产品。
1.3 方案
本试验采用正交试验法,选择的开炼机炼胶工艺参数有辊距、辊速、辊筒速比、辊筒温度和混炼时间等,将其作为试验因子,因此选择五因子四水平正交表,试验条件如下:
(1)辊距(A):0.5,0.6,0.7,0.8 mm;
(2)辊速(后辊)(B):26,28,30,32 r·min-1;
(3)辊筒速比(C):1∶1.1,1∶1.15,1∶1.2,1∶1.25;
(4)辊筒温度(D):50,57,64和71 ℃;
(5)混炼时间(E):14,16,18和20 min。
1.4 测试方法
试验选取的混炼胶质量评价参数为门尼粘度、炭黑分散度、拉伸强度、撕裂强度、300%定伸应力5项物理性能。门尼粘度使用UM-2050型门尼粘度仪,根据GB/T 1233—1992《橡胶胶料初期硫化特性的测定 门尼粘度计法》测量。拉伸强度、撕裂强度、300%定伸应力等采用TS 2005b型万能试验机测试,均按GB/T 528—1992《硫化橡胶和热塑性橡胶拉伸性能的测定》进行,拉伸速度为500 mm·min-1,环境温度为20 ℃;分散度测试采用DG1000NT+型炭黑分散仪。
2 结果与讨论
2.1 数据处理
由于试验中各质量指标的量纲不一致,而且对终炼胶质量的重要程度也各有差异,因此无法将测得的5个质量指标数据进行叠加评价。本试验采用模糊数学中的映射函数将各质量指标值映射到区间[0,1]上,然后根据5个质量指标的重要程度,采用百分制综合加权评分。加权综合评分值Y的计算公式[2]为

式中,bji为权因子系数,表示第j个试验中第i项指标在加权综合评分法中应占的权重。Yji为第j个试验中的第i项考察指标,Yj为第j个试验中的综合考察指标。
由于混炼胶质量指标的重要程度不同,且门尼粘度和炭黑分散度都对物理性能有影响[3],同时门尼粘度对炭黑分散度也有影响,因此取门尼粘度、炭黑分散度、300%定伸应力、拉伸强度、撕裂强度加权值分别为b1=30,b2=25,b3=b4=b5=15。
由于各目标质量参数均为单边约束,因此选用Sigmoid隶属度函数将各质量指标值映射到区间[0,1]上。Sigmoid函数y[4]为

式中,a和c为Sigmoid函数的两个可变参数值。通过试验结果及半升直线型函数与Sigmoid函数的转换关系式可得到不同指标所取的不同的a和c值。函数各参数取值如表1所示。
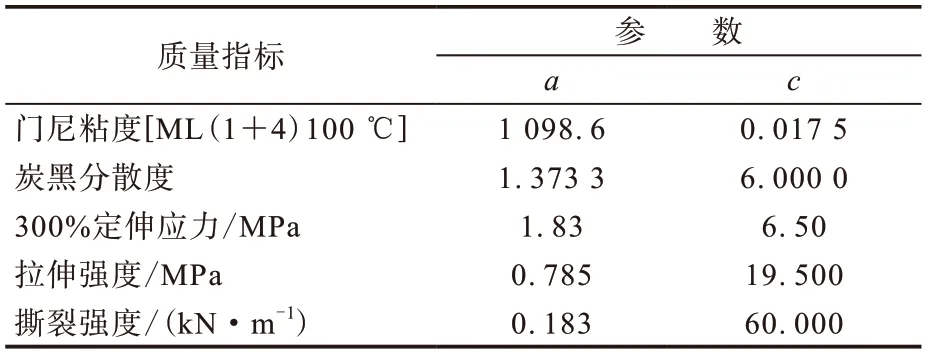
表1 Sigmoid函数各参数取值
由于门尼粘度值越小越好,而其余4个指标值越大越好,因此在归一化前先将门尼粘度值取倒数处理,使各指标均越大越好,便于评分。试验结果和综合评分结果见表2。
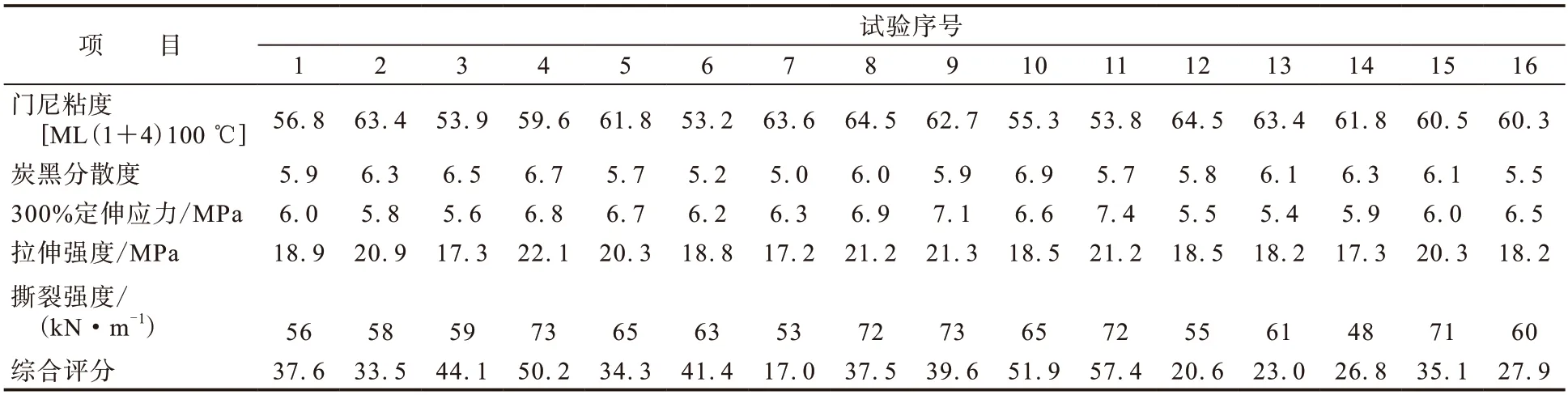
表2 正交试验和综合评分结果
2.2 结果分析
为得出各工艺参数与综合评分值的关系,找出各工艺参数对综合评分值的影响趋势和影响程度,寻求工艺参数的最佳组合,本试验采用直观分析法就开炼机炼胶过程的3个工艺参数对综合评分值的影响进行分析[5],即计算出各因子在各水平上的平均值和极差,结果见表3。

表3 综合评分值极差分析结果
由极差分析可知,辊筒温度的极差最大,是关键因素,辊速的极差最小,是次要因素,各工艺参数对综合评分值的影响程度由大到小依次为辊筒温度、辊距、混炼时间、速比和辊速。各参数对综合评分值的水平影响趋势分别如图1~5所示。
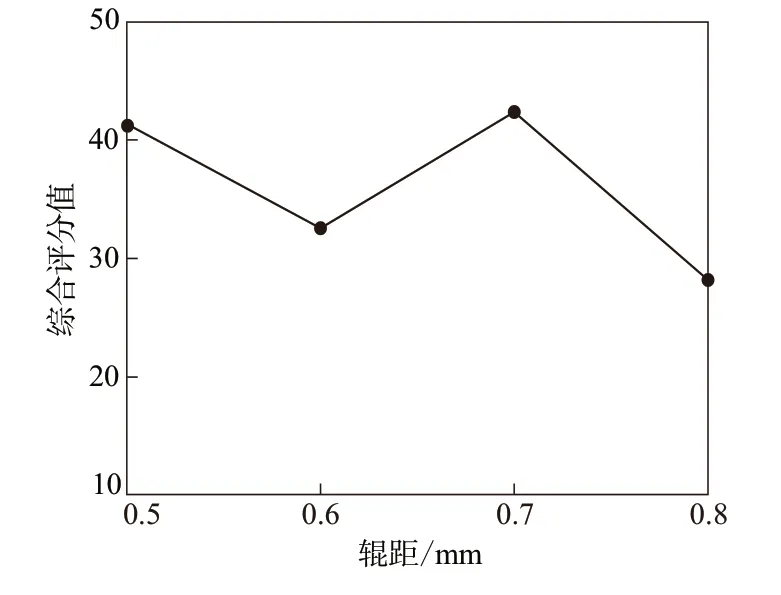
图1 辊距对综合评分值的影响曲线
通过观察水平影响趋势图,因子的各水平综合评分值越高的水平所组成的方案越好,因此由工艺参数对综合评分值的影响趋势可知,对于XK-160E型开炼机智能炼胶试验平台,最佳的工艺参数组合为A3B3C1D4E4。
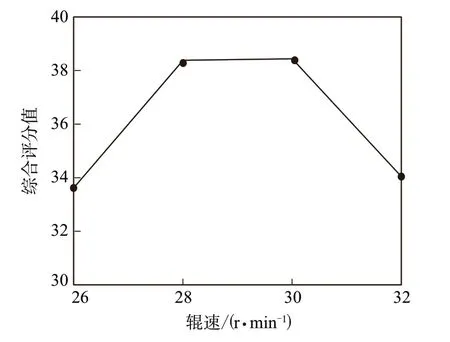
图2 辊速对综合评分值的影响曲线
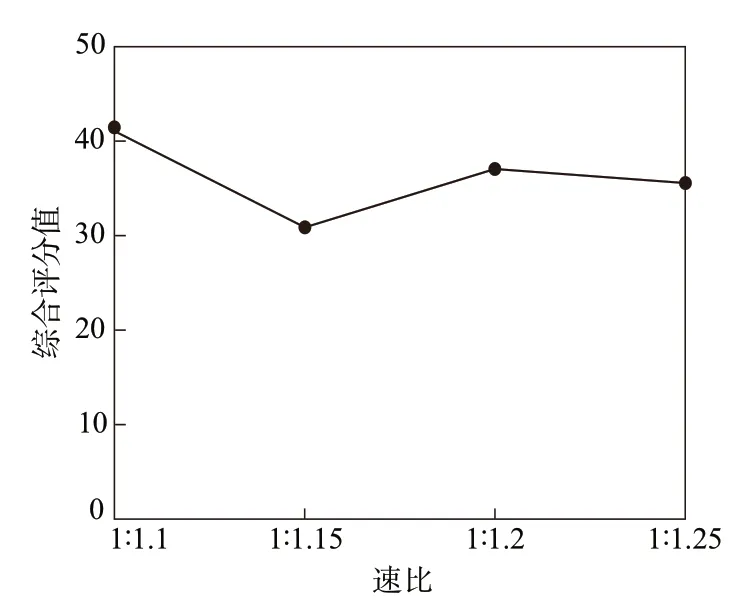
图3 速比对综合评分值的影响曲线
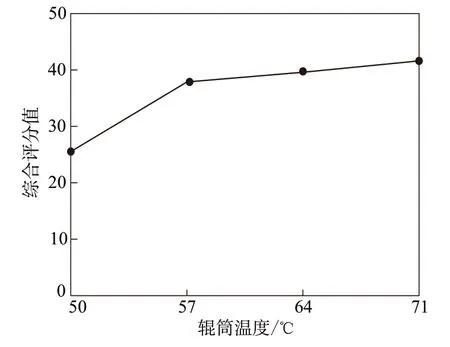
图4 辊筒温度对综合评分值的影响曲线
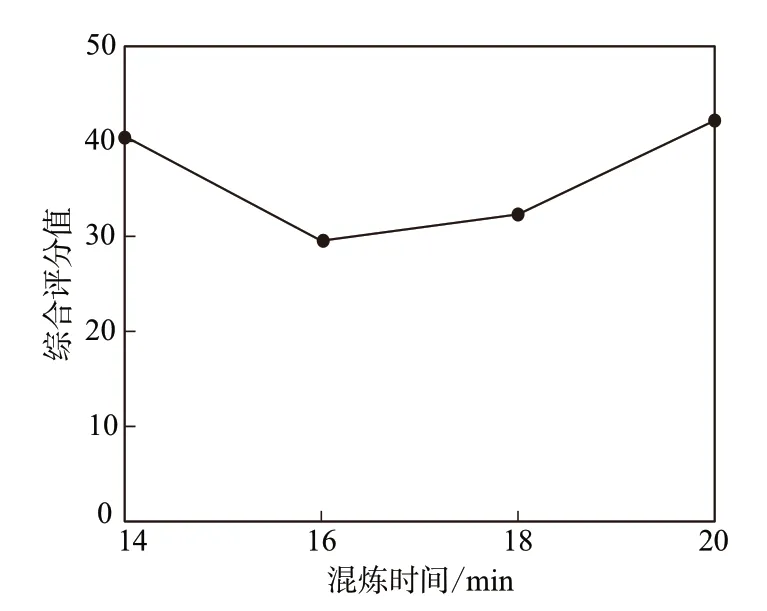
图5 混炼时间对综合评分值的影响曲线
3 结论
(1)辊筒温度对开炼机终炼胶的综合质量影响最大,各工艺参数对综合评分值的影响程度由大到小依次为辊筒温度、辊距、混炼时间、速比和辊速。
(2)对于XK-160E型开炼机智能炼胶试验平台,最佳的工艺参数组合为A3B3C1D4E4。即辊距0.7 mm,辊速 30 r·min-1,速比 1∶1.1,辊筒温度 71 ℃,混炼时间 20 min。
