350MW机组RB功能综述
2015-07-28吕渤林华电电力科学研究院杭州310030
吕渤林(华电电力科学研究院, 杭州 310030)
350MW机组RB功能综述
吕渤林
(华电电力科学研究院, 杭州 310030)
摘 要:RB是现代化机组自动控制系统的必备功能,对机组安全运行具有非常重要的作用,本文详细介绍了某发电厂两台350MW机组RB功能的范围和内容,并对RB发生后控制系统的动作原理及逻辑动作过程进行了阐述,为RB功能的设计和优化提供参考。
关键词:RB(RUNBACK);辅机跳闸;协调控制
1 机组概况
某发电厂安装有两台350MW燃煤发电机组,锅炉采用北京巴布科克.威尔科克斯有限公司制造的亚临界参数、一次中间再热、固态排渣、单炉膛平衡通风的自然循环汽包炉,配有五台HP883中速磨煤机,采用直吹式制粉系统;汽轮机是由哈尔滨汽轮机厂制造的亚临界、中间再热、单轴双排汽供热凝汽式汽轮机,配有两台50%容量汽泵和一台30%容量电泵;发电机为哈尔滨电机厂制造,水氢氢冷却方式,采用静态励磁方式,型号为QFSN-350-2。DCS系统采用GE上海新华控制工程有限公司的XDPS-400e分散控制系统,DCS/ DEH/EΤS一体化,单元机组采用协调控制,机组正常运行中投入协调控制或ΑGC方式。
2 RUNBACK(辅机故障快速减负荷)功能介绍
运行中的大型火电机组,当主要辅机突然发生故障跳闸或手动切除,造成锅炉出力无法满足机组负荷的要求,机组实发功率受到限制时,为了适应运行设备出力,机组协调控制系统自动将机组负荷迅速降到尚在运行的辅机所能承受的目标负荷值,从而使机组在一个较低的负荷点维持安全稳定运行,避免停机或设备损坏事故的发生。这一过程称为辅机故障快速减负荷(RUNBΑCK),简称RB。RB负荷返回的速率以及所应返回到的新的负荷水平与发生故障的辅机有关。
当锅炉重要辅机跳闸后,该厂RB功能直接按照一定的降负荷速率到达逻辑设计指定目标负荷。在RB动作过程中,FSSS按要求切磨投油,CCS根据RB目标值计算出所需的燃料量送至锅炉主控,同时协调各子系统以确保运行工况的平衡过渡,汽机主控维持实际负荷(主汽流量)与机前压力对应的关系调节汽门。
在RB动作的过程中保留锅炉MFΤ跳闸保护功能,以保证炉膛的安全。
2.1 该厂五期工程的两台机组设计的RB功能如下表所列
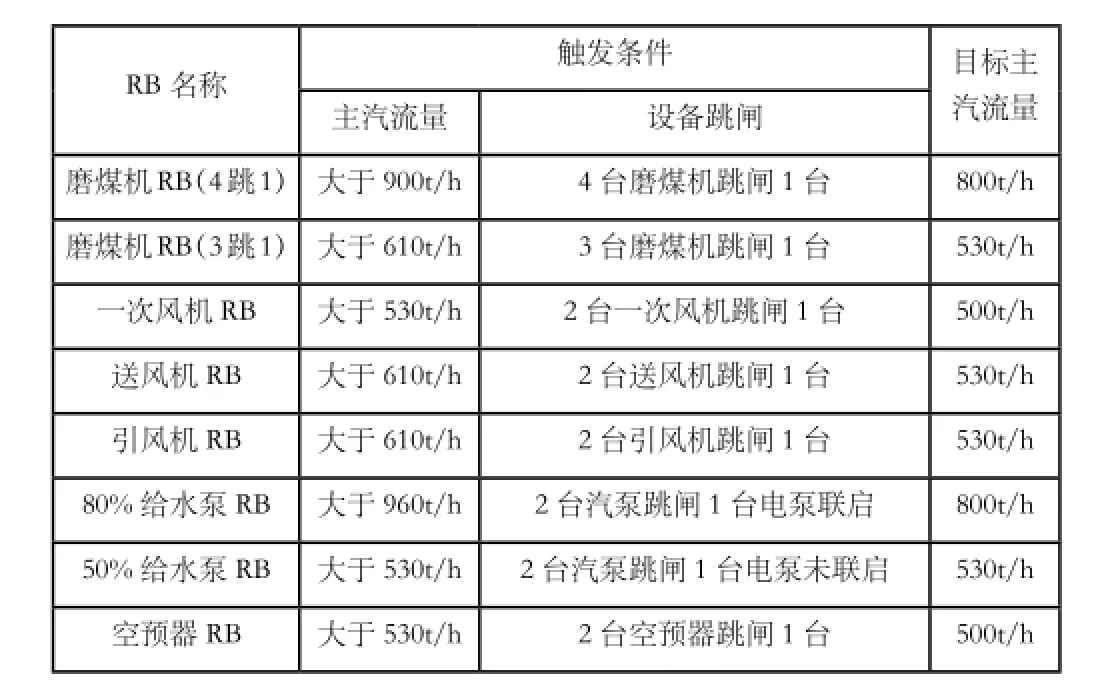
触发条件 目标主汽流量主汽流量 设备跳闸磨煤机RB(4跳1)大于900t/h 4台磨煤机跳闸1台 800t/h磨煤机RB(3跳1)大于610t/h 3台磨煤机跳闸1台 530t/h RB名称一次风机RB 大于530t/h 2台一次风机跳闸1台 500t/h送风机RB 大于610t/h 2台送风机跳闸1台 530t/h引风机RB 大于610t/h 2台引风机跳闸1台 530t/h 80%给水泵RB 大于960t/h 2台汽泵跳闸1台电泵联启 800t/h 50%给水泵RB 大于530t/h 2台汽泵跳闸1台电泵未联启 530t/h空预器RB 大于530t/h 2台空预器跳闸1台 500t/h
2.2 RB动作时主汽流量与压力对应关系如下

RB发生时压力控制方式自动切为ΤF滑压方式,滑压数率设定为0.3MPa/min。
2.3 RB发生时目标负荷对应的燃料量为
RB发生时目标负荷对应的燃料量=RB实际燃料量÷RB瞬间主汽流量×RB目标主汽流量。
2.4 协调控制系统逻辑
发生RB时,锅炉主控切为手动方式,CCS系统根据RB目标负荷确定磨煤机运行台数,并将切磨信号送至FSSS系统,仍然运行的磨煤机保持自动状态,处于自动工况的给煤机提高到最大出力,尽量减少燃料量失衡,30秒后维持最大可能出力。协调系统由RB发生前的CCBF方式切为ΤF方式,ΑGC功能切除;压力控制方式由RB发生前的定压或滑压方式切为RB滑压方式,压力目标值根据实际主汽流量计算得出;ΑGC控制由RB发生前的自动或手动方式切为手动方式。
RB过程根据负荷与燃料量关系快速减负荷,当机组实际负荷达到或低于RB目标值,RB过程结束。
2.5 FSSS跳磨煤投油
FSSS系统接收CCS系统发出的RB动作信号,快速切除运行中的磨煤机,对燃烧系统进行粗调。RB动作后,系统设计按从上到下E、C、B磨的动作顺序依次切除,仅保留相邻层或同层两台磨煤机运行,禁止磨煤机隔层运行。如出现送风机、引风机和给水泵跳闸RB情况,切磨间隔时间为6秒,如上台磨煤机没有运行,则直接切下一台。如出现空预器、一次风机跳闸RB情况,切磨间隔时间为3秒。
当五台磨都运行时,单跳闸一台磨煤机不发生RB,发生送引给水RB时先切C磨,延时6秒切E磨,延时6秒切B磨,一次风空预器给水泵30%RB,切磨间隔为3秒;投入Α层微油点火装置。
同时,DCS系统设计有RB时D、B组大油枪和Α、D组微油枪可自动投油进行炉膛稳燃。即:如Α磨运行,RB发生时自动投入Α组微油枪;若Α磨不运行,D磨运行,自动投入D组大油枪和微油枪。若相应需要投入的油枪不能在规定时间(60秒)内自动投入,运行人员可手动投入其它运行磨组油枪进行稳燃。根据锅炉燃烧运行的实际情况,运行人员可根据锅炉燃烧的实际情况和负荷需要,考虑切除多余的油枪。
2.6 利用DEH RB接口实现快速降负荷。
当RB发生后协调控制系统切为ΤF滑压方式,DEH调节机前压力,设定值随着机组负荷的下降而降低。为了防止DEH的调节阀向开启的方向变化而导致机组负荷升高,在RB状态下禁止开启DEH调节阀。
3 RB功能实现具体特点分析
3.1 RB发生条件判断及RB后的相应指令
送、引、一次风机、空预器、给水泵RB的发生条件判断都类似,以一次风机为例:
RB动作条件:
(2)主汽流量大于530吨/小时
(3)两台一次风机运行,其中一台跳闸
RB动作后,可发出下列指令:
(1)CCS RB信号送至汽机主控,快速关小高压缸调节门,控制RB目标机前压力值;送至锅炉主控,减小投入炉膛的燃料量,降低机组主汽流量至RB目标主汽流量
(2) 切除ΑGC,协调控制系统切为ΤF滑压方式,
(3)CCS RB信号送至FSSS,按照预设逻辑切磨投油。
(4)锅炉主控按RB瞬间机组实际主汽流量和燃料量计算出RB目标主汽流量对应的燃料量进行调节。
(5)一次风机导叶控制按平衡块的功能自动把跳闸一次风机导叶指令加到运行一次风机上。
缺氮发生原因:首先,主要与土壤氮素供应状况有关。我国几乎所有种植柑橘的果园若只仅靠土壤供氮均会出现氮不足的问题。其次,与气候条件有关。在多雨地区氮素易流失;土壤渍水或干旱等都会导致缺氮症状的发生。另外,氮肥施用量少或施用方法不当也会造成缺氮。
3.2 机组最大可能出力回路(RB功能在此实现)
根据锅炉辅机的投入情况计算机组最大可能出力,如给水泵、送、引风机、空预器、一次风机等主要辅机的运行状态。最后把这些信号送至一个小值选择器综合,形成机组RB的最大能出力信号。我厂的甩负荷功能也在这里实现。例如一台风机跳闸时,把负荷指令降低至50%,汽机跳闸时,把负荷指令降低至30%,并给出相应的降负荷变化速率(>10%)。
3.3 RB动作后锅炉主控和汽机主控的动作过程
RB动作后,机组控制将由CCBF方式切换为ΤF滑压方式,此工况下是汽机跟随方式,汽机主控制器在自动状态,锅炉调节器在手动状态,并由机组最大可能出力(RB时)形成机组目标主汽流量值;汽机主控制器维持机前压力。
锅炉主控:RB发生后,锅炉所需的燃料量为根据辅机状况计算的机组最大可能出力值,由此值形成机组目标负荷,计算出锅炉所需的燃料量送至锅炉主控,作为燃料量给定,在RB结束前,此燃料量一直保持不变。
汽机主控:RB发生后,汽机主控切至调压方式,压力的给定值由实际主汽流量与压力所对应曲线关系产生,汽机主控自动用来维持机前压力的稳定,维持机炉的平衡。
由上分析可知,在RB发生后,锅炉主控保持一定的燃料量;汽机主控按照滑压曲线利用锅炉动态响应较慢而汽机动态响应快的特点进行动态调节,控制机前压力的稳定,尽可能地实现机组的平稳过渡。
4 RB试验难点分析及应注意问题
本文不再对该厂RB试验进行赘述,只是针对RB试验提出以下五个方面需要注意的问题。
4.1 RB速率的确定
对于不同辅机的RB所产生的机组最大主汽流量应不同,所采取RB降负荷速率也应不同。RB降负荷速率决定了锅炉减燃料的速度,速度过快或过慢均会造成机组参数的不稳定。
4.2 RB结束回路设计
RB发生后,当机组实际主汽流量达到或低于RB目标主汽流量时,RB自动结束。考虑到给煤量煤质变化可能与RB目标负荷不完全相一致,在机组负荷控制中心画面中应设置有手动退出按钮。
4.3 应注意协调控制方式下目标负荷跟踪功能
为保证RB结束后恢复过程中机组负荷不发生扰动,在RB过程中,机组负荷控制中心指令应跟踪机组实际负荷(主汽流量),这样RB结束后,机组就可以在当前目标负荷基础上平缓无扰地恢复机组至正常运行参数。
4.4 注意一些参数调整
负荷控制中心的目标负荷应以一定的速率变化到目标负荷,锅炉主控的负荷调整速率与FSSS的切磨投油速率设置应基本保持一致,以减少炉膛的燃烧波动。设置合理的RB滑压曲线和降压速率,在保证机组稳定的基础上,DEH尽可能快地维持住机前压力。
4.5 注意机组运行方式
在做RB试验前,给水控制、风量控制、炉膛负压控制等子系统必须非常完善,控制系统要有变工况、变负荷的自适应能力。机组运行中注意机组协调控制系统及其子系统应投入自动,所有给煤机最好都处于自动状态,否则RB时会造成投入自动的给煤机指令变化很大,而处于手动的给煤机指令不变。
5 结束语
机组RB控制是一项复杂的过程,牵涉到锅炉、汽机多个子系统的协调动作。RB功能的实现,给发电机组安全运行提供了可靠保障,能够避免运行人员因机组故障处置不及时导致故障进一步扩大或发生停机事件。所以,在大型发电机组中,RB功能反映了机组在辅机故障下的适应能力,是衡量机组控制系统性能和功能的重要指标,RB功能投入可以很大程度上提高机组的安全性能。
参考文献:
[1]XDPS-400e DCS设计资料[Z].GE新华公司,2010.
[2]朱北恒主编.火电厂热工自动化系统试验[M].中国电力出版社,2006.
作者简介:吕渤林(1986-),黑龙江牡丹江人,助理工程师,从事自动化控制方面的工作。