AECS—2000在机组AGC控制中的应用
2016-12-14华晓虎王琳贾晓红
华晓虎++王琳++贾晓红
摘要:针对北方联合电力有限责任公司包头第一热电厂300MW级火电机组AGC控制中存在的负荷升降速率偏慢、负荷大幅变动时机组主要参数波动大、无法适应煤质变化等现实问题,本文提出结合模型预测控制技术及DEB直接能量平衡控制策略的新型AGC控制解决方案,并通过AECS-2000先进过程控制系统进行了实施,通过实际应用表明:即便在电网AGC指令反复上下大幅度变动、单边连续大幅度上涨或下降、小幅度微量调整等各种实际工况下,AECS-2000先进过程控制系统均能保证机组AGC负荷升降速率满足蒙西电网1.5%PE/min的要求,且在此过程中,机组主要控制参数平稳变动,保证机组安全、稳定运行。
关键词:DEB; 模型预测控制;AGC控制;协调控制;先进过程控制
中图分类号:TM621 文献标识码:A 文章编号:1674-098X(2016)07(b)-0000-00
引言
北方联合电力有限责任公司包头第一热电厂1号300MW机组原AGC控制采用常规负荷前馈+PID的有差调节,为响应电网要求,试投运AGC系统,期间发现AGC系统受煤质变化(煤种热值变化幅度达30%左右)等影响,调节品质无法满足电网需求,负荷升降速率仅能达到0.4%PE/min,若继续提高负荷升降速率则机组主汽压力、温度等参数剧烈波动,严重影响机组安全,鉴于此,北方联合电力有限责任公司包头第一热电厂与控软自动化技术(北京)有限公司联手分析了AGC控制存在的问题及影响AGC调节品质的因素,提出了使用AECS-2000先进过程控制系统结合现行DCS控制系统对AGC控制(包括汽机、锅炉控制)进行基于模型预测控制技术及DEB直接能量平衡控制策略的新型AGC控制解决方案改造的建议,使AGC系统调节品质大幅提高,减小机组主要参数波动幅度,确保AGC系统的正常、安全投运。
1. 包头第一热电厂#1机组AGC系统现状及分析
包头第一热电厂#1机组未优化前试投运AGC系统期间,实际负荷速率仅能达到1.2MW/MIN,大负荷变工况时主汽压力波动比较剧烈,偏差最大达到1.3MPa,机组主汽压力、主汽温度稳定时间超过50分钟。
通过综合分析,影响我厂#1机组AGC性能的主要包含如下内容:
1.1. 煤质变化幅度大,设计满发负荷煤量为130吨,实际满发负荷煤量从150吨到200吨来回变动,机组原有AGC控制采用DIB直接指令平衡控制策略,往往煤质变化影响到主汽压力变化后,锅炉主控指令才开始变化,若此时再遇上AGC要求升降负荷,原有负荷前馈无法匹配新煤质工况,就加剧了主汽压力波动,导致最后不得不退出AGC控制。
1.2. 锅炉风煤比曲线与实际燃煤无法匹配,导致送风自动高负荷时投不上,导致进入炉膛的风量无法及时改变,锅炉燃烧变缓。
1.3. 给煤机纯机械延时太大,煤需求指令下达到给煤机后,30秒后给煤机才开始实际有效增减给煤量,导致制粉系统纯延时变大,燃烧更加缓慢。
1.4. 锅炉各级减温自动因基建原因使得减温器前后温度测点位置不准确,减温控制的测量信号在调整中不能及时反应减温效果;减温水调门流量特性差,减温调门死区过大,调门开度20%不过量,开度在60%以上阀门到了饱和区,这样的阀门特性无法满足减温自动的调节;减温自动虽是串级调节控制,但对机组负荷波动较大带来的主汽温度变化难以控制,因此常常出现主汽温度在负荷波动20MW的情况下超温7~8℃的现象。
1.5. 锅炉汽包水位测量自建厂以来一直存在静态偏差超差的问题。汽包水位调节在定值扰动下,调节过程时间在3分钟内,稳态偏差为60~80mm,调节参数有待整定。
2. 解决方案
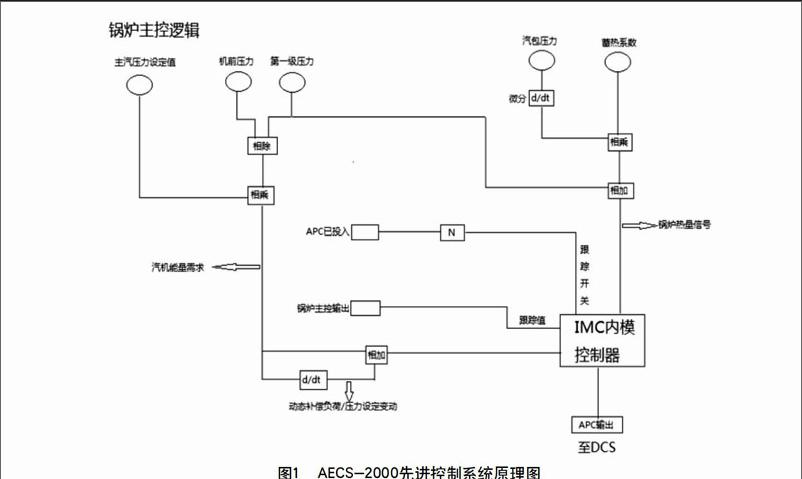
2.1. 针对机组主要由于煤质变化频繁、锅炉响应迟缓,惯性大(自然状况下煤--主汽压力影响延时约4MIN,压力过渡到稳定状态需时约25MIN)导致的锅炉侧能量供给无法满足汽机侧能量需求,加剧汽机和锅炉两个互为耦合关系的系统的不匹配程度,影响到负荷响应及锅炉的稳定,最终导致AGC系统无法稳定、达标运行的现状,我们开发了以能量需求为核心、以模型预测控制为手段的新型协调控制策略,以能量需求消除煤质变化频繁的影响,以模型预测控制消除锅炉响应迟缓、惯性大带来的主汽压力剧烈波动,即采用AECS-2000先进控制系统(Advanced Process Control简称APC)替代机组原协调控制系统中炉主控部分,简单原理图如下:
2.2. 送风自动控制优化,修正风煤比曲线,保证锅炉燃烧所需空气量;通过更换风量测量装置及对风量测量信号的修正提高锅炉总风量的测量准确性,在控制回路中加强负荷前馈作用,满足机组负荷变化时对风量的需求,加强炉膛氧量的校正作用。
2.3. 汽包水位测量装置更换为内置差压水位计,克服了环境温度对单室平衡容器及参比水柱内水密度的影响,使信号更稳定,测量的附加误差更小,补偿公式更简单,结果更准确;调整汽包水位控制参数,加强积分作用,减小静态偏差在允许范围内。
2.4. 两台机组给煤量计量进行改造,更换给煤机称重装置和给煤机控制积算器,提高给煤量计量准确度;给煤机控制改进,优化给煤机保护逻辑,将电机测速装置移位,解决了测速探头易损问题;对于磨煤机制粉系统,对磨煤机磨辊加载油压变化做了简单的自动控制 ,根据磨煤机煤量变化,及时调整磨煤机磨辊的加载油压,确保磨煤机在负荷变化过程中及时向炉膛提供燃料。
2.5. 检查核对减温自动控制回路温度信号的测量位置的正确性;严格检修减温水调整门的执行机构,调高阀门动作精度;优化调整控制参数;增加负荷前馈作用,减小主汽压力和蒸汽流量变化对主汽温度和再热蒸汽温度的影响。
3、AECS-2000先进过程控制系统应用的总结及经济性分析
AECS-2000先进过程控制系统通过将模型预测控制与DEB直接能量平衡控制策略有机结合,从根本性上解决了目前火电机组AGC控制中普遍存在的主汽压力响应滞后大、惯性大、煤质变化频繁等老大难问题,提高机组AGC调节品质,为电网的稳定运行提供了强有力的保证;同时AECS-2000先进过程控制系统由于还提供了丰富的主流先进控制模块(如内模控制、协调控制、解耦控制等)和友好的人机交互功能,只需要几个模块的简单组合就能完成十分复杂的过程控制方案,因此适用性强,具有广阔的推广空间。
AECS-2000先进过程控制系统优化#1机组AGC后的效益分析:我厂#1机组AGC优化后,机组直接经济效益为电网公司AGC系统考核电量,每月考核电量可由目前被罚电量转为每月被奖励1000MW—2000MW之间,以上网电价0.3元计算,每月平均约节约30万—60万元,一年节约大约360万元—720万元左右;间接经济性主要体现在机组稳定安全运行,减少机组蒸汽参数波动,减少风、煤、水的波动,延长锅炉管材寿命,减少爆管,年约产生经济效益150万元左右,综合直接和间接经济效益,我厂#1机组AGC优化后,单台机组年经济效益约为870万以上。
参考文献:
[1]孙奎明,时海刚.热工自动化[M].中国电力出版社,2006 ISBN7-5083-3722-0.
[2]张铁军,吕剑虹,华志刚, 机炉协调系统的模糊增益调度预测控制[J]中国电机工程学报,2005,25(4): 158-165.
[3]毕贞福,王文宽,孟祥荣.火力发电厂热工自动控制实用技术[M].中国电力出版社,2008 ISBN978-7-5083-6246-5.
一定保留:
【作者简介】
1.华晓虎(1974.6-),男,呼和浩特市人,大学本科,工程师,研究方向:电气自动化及其应用
2.王琳(1978.2-),男,山东潍坊人,大学本科,工程师,研究方向:火电厂自动控制
3.贾晓红(1969.10-),女,内蒙古包头人,大学本科,高级工程师,研究方向:热工自动化
