光催化协同TiO2动态膜去除水中腐植酸及膜污染特性
2015-07-25杨涛李国朝乔波
杨涛,李国朝,乔波
(九江学院化学与环境工程学院,江西 九江 332005)
预涂动态膜是预涂剂在基膜表面形成的新膜,能获得比基膜更强的抗污染能力,但在废水处理过程中[1-2],同其他分离膜一样,膜污染是其必须面对的问题,主要原因是污染物堵塞动态膜孔并在其表面形成的浓差极化-凝胶层,从而使其膜通量严重衰减[1-5]。若运行过程中能通过一定手段降低膜孔堵塞程度及膜面浓差极化-凝胶层厚度,对提高其稳态膜通量是非常有用的。常用的物理干扰模式,如超声、湍流促进及反冲等[6-7],并不能用于预涂动态膜,否则将导致涂膜层脱落。若利用光催化氧化技术消减动态膜表面污染物以降低膜污染阻力,也是一种有效的方法,光催化氧化技术能有效分解污染物,降低污染物浓度,达到减轻膜污染的目的,目前在这方面的研究还鲜见报道。
鉴如此,本文在前期研究[8-9]基础之上,利用光催化氧化技术协同二氧化态预涂动态膜处理含腐植酸废水,对比了陶瓷微滤膜(作为动态膜支撑膜)、动态膜、动态膜光催化技术处理含腐植酸或含腐植酸/TiO2废水过程中的膜通量、截留率及膜污染阻力的变化趋势,探讨了光催化氧化技术在线减缓动态膜膜污染特性方面的积极作用。
1 实验部分
1.1 主要仪器材料及装置
工艺装置同文献[9]。主要仪器:超声波清洗器,KQ2200E,100W,昆山超声仪器有限公司;TOC分析仪,型号 TOC-VCPN;紫外分光光度计,CINTRAIO,澳大利亚GBC 公司;电热鼓风干燥箱,型号GZX-9140,上海博迅实业有限公司医疗设备厂。试验材料:单通道陶瓷膜,α-Al2O3,长度400mm,外径13mm,内径9mm,平均孔径1.0μm,天亚膜分离有限公司;二氧化钛,锐钛晶形,平均原级粒径25nm,上海跃江钛白化工制品有限公司;腐植酸,灰分10%,水分小于8%,天津光复精细化工研究所。腐植酸溶液的制备及保存方法同文献[10],使用时用反渗透水将配置好的腐植酸溶液进行稀释,稀释后腐植酸浓度为35mg/L,pH 值为7.5,UV254为0.632cm-1,UV436为0.335cm-1,TOC 为20.2mg/L。
1.2 工艺操作
工艺装置中,储液罐一个为涂膜液罐,另一个为腐植酸溶液罐,波长为254nm 的紫外灯(16W)管直接放入腐植酸溶液罐中。操作时先以二氧化钛为预涂剂制备出预涂动态膜,制备完成后切换阀门,利用二氧化钛预涂动态膜处理含腐植酸废水或经光催化预降解一定时间后的腐植酸废水,隔一定时间取渗透液,测量其总有机碳(TOC)和UV254的值,计算相对膜通量、TOC 和UV254截留率的变化趋势。实验过程中错流速度及跨膜压差分别始终维持在1.60m/s 及 0.11MPa 左右,操作温度稳定在298K左右,TiO2既为涂膜剂,也为光催化剂,其初始浓度都为0.4g/L,所用陶瓷膜的固有阻力没有显著性差异。每次使用前通过反冲洗、酸碱交替浸泡及超声等多种清洗工艺对其进行再生处理,确保基膜纯水通量完全恢复。
1.3 测试分析
利用式(1)计算动态膜对污染物(TOC 及UV254)的截留率,TOC 采用TOC 分析仪测定,UV254值使用紫外-可见分光光度计测定。工艺运行过程中每隔一定时间测量渗透液在20s 内流进量筒的体积ΔV,利用式(2)和式(3)计算膜通量及相对膜通量。测量后把量筒中的渗透液倒回储液罐,以维持储液罐内水量基本不变。
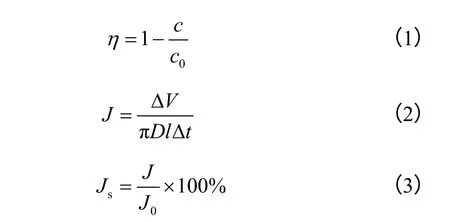
式中,c 为渗透液吸光度、UV254(cm-1)或总有机碳TOC 浓度,mg/L;c0为浓液起始吸光度、UV254(cm-1)或总有机碳TOC 浓度,mg/L;η 为腐植酸去除率或总有机碳去除率,%;J 为过滤某一时刻膜通量,L/(m2·h);J0为涂膜前陶瓷膜的清水膜通量,L/(m2·h);Js为相对膜通量,%;D 为陶瓷膜管外径,m;l 为陶瓷膜管长度,m。
1.4 膜阻力分布计算
为了分析膜污染特性,将膜污染阻力进行分解,即膜污染总阻力Rt由基膜(或陶瓷膜固有)阻力R0、可逆污染阻力Rr和不可逆污染阻力Rir组成。其中不可逆污染阻力Rir通过冲刷或反冲等物理方法不可去除;可逆污染阻力Rr可以通过过滤水反冲去除,由于动态膜层反冲即可去除,其阻力Rc也包含在可逆污染阻力Rr中,膜阻力可以利用达西定律计算,如式(4)所示。

膜阻力分布计算如式(5)~式(7)。
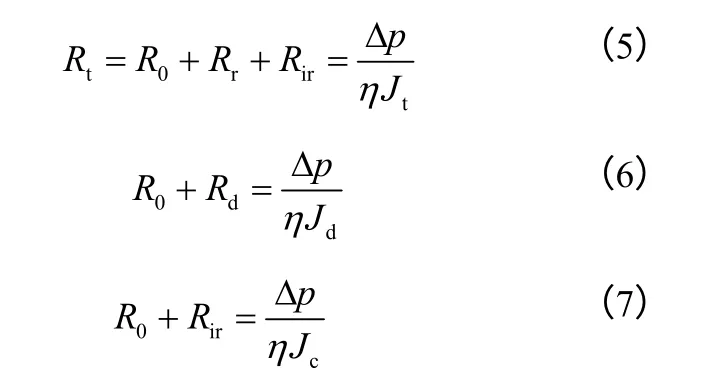
式中,Jd为动态膜制备完成时的膜通量,L/(m2·h);Jt为分离腐植酸溶液结束时的稳态膜通量,L/(m2·h);Jc为污染膜经渗透液反冲后的纯水通量,L/(m2·h);μ 为腐植酸溶液黏度,Pa·s;Δp 为跨膜压差,Pa;R0为新陶瓷膜阻力,m-1;Rr为可逆污染阻力,m-1;Rir为不可逆污染阻力,m-1;Rc为动态膜层阻力,m-1。
2 结果与讨论
2.1 光催化动态膜工艺对膜通量的影响
比较了陶瓷膜、动态膜、光催化/动态膜及预光催化后动态膜技术分别处理含腐植酸或腐植 酸/TiO2混合液过程中的膜通量变化。在动态膜过滤腐植酸溶液之前,必须提前制备动态膜。因此,先考察了几种工艺技术方案中动态膜形成过程中膜通量变化趋势(结果如图1 所示)以及各工艺技术在处理腐植酸溶液过程中膜通量的变化趋势,结果如图2 所示。
从图1 可以看出,在多次涂膜过程中,膜通量的变化趋势一致,在30min 时膜通量都已经达到稳定,且其稳态膜通量相差不大,无显著性差异。说明动态膜层阻力已变化不大,即陶瓷膜表面形成的TiO2沉积厚度基本恒定,动态膜已经制备好。
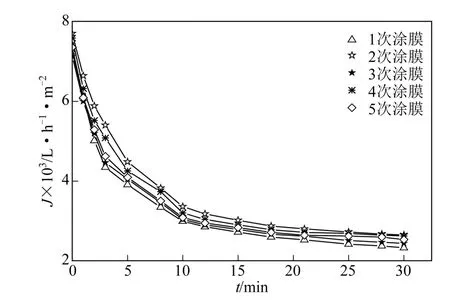
图1 动态膜多次形成过程膜通量变化
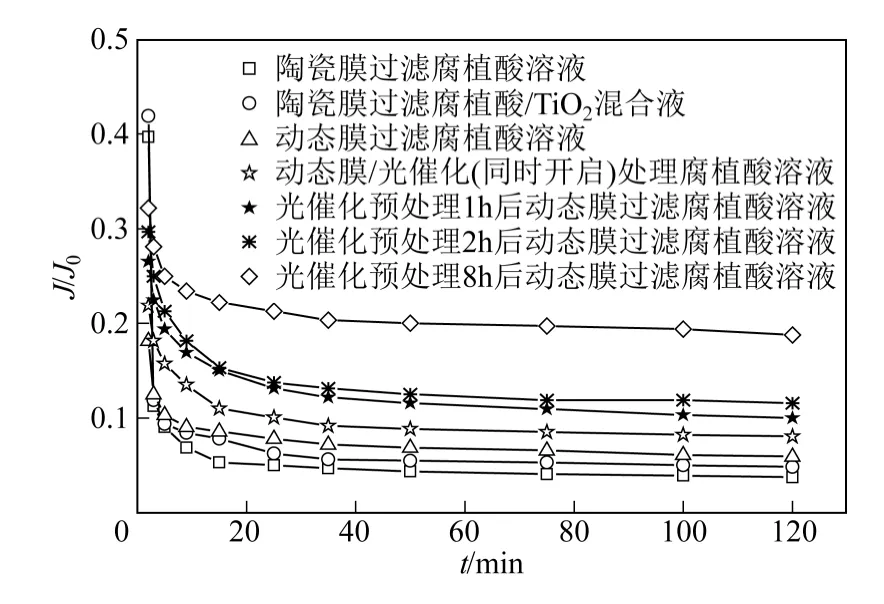
图2 不同处理工艺膜通量变化
从图2 可以看出,各工艺技术在处理腐植酸溶液的最初5min 内的膜通量衰减程度十分迅速,而在20min 时已经达到基本稳定。经过光催化预处理,再经过动态膜分离后的相对稳态膜通量明显高于陶 瓷膜、动态膜及动态膜/光催化技术过滤过程中的稳态膜通量,且光催化预处理时间越长,相对稳态膜通量越高;而动态膜/光催化技术的相对稳态膜通量也高于单纯陶瓷膜及动态膜过滤腐植酸溶液过程中的相对稳态膜通量。可见,光催化可有效提高动态膜过滤中的膜通量,特别是光催化预处理工艺可以大大提高其稳态膜通量。由于光催化作用下催化剂能有效吸附和催化降解腐植酸,降解时间越长,溶液中的腐植酸及其中间降解产物浓度越低,可减轻浓差极化及膜孔堵塞作用,并降低膜面凝胶层厚度,动态膜污染也随之得到有效控制。由于在最初5min内膜通量衰减最快,当动态膜和光催化同时开启时,腐植酸浓度的降低主要是由于TiO2的吸附作用,还有相当部分的腐植酸还来不及降解并在很短的时间内吸附或堵塞在动态膜上,导致其稳态膜通量不及光催化预处理工艺高。
2.2 光催化动态膜工艺对污染物去除率的影响
在陶瓷膜、动态膜、光催化/动态膜及预光催化后动态膜分离技术分别处理含腐植酸或腐植酸/ TiO2混合液过程中测定了渗透液的TOC 及UV254值,并计算了TOC 及UV254去除率的变化趋势,其结果分别见图3 及图4。
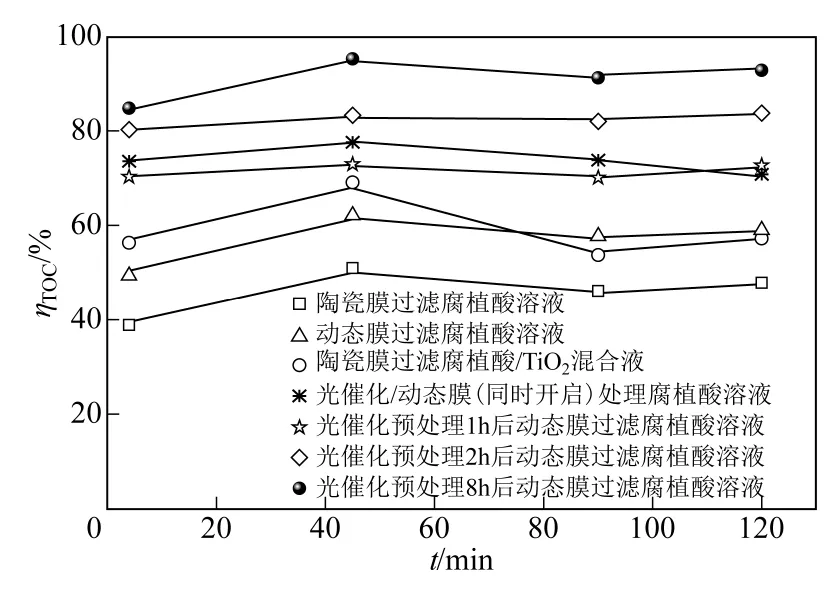
图3 不同处理工艺过程中TOC 去除率变化
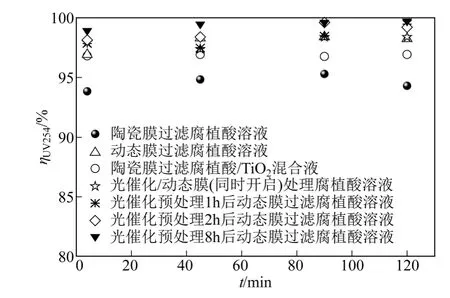
图4 不同处理工艺过程中UV254 去除率变化
从图3 和图4 可以看出,光催化预处理2h 和8h 后,再经过动态膜分离的TOC 去除率分别可达到80%和90%以上;光催化预处理1h 和光催化/动态膜工艺技术对TOC 的去除率可以达70%以上;利用陶瓷膜分离时TOC 的去除率不足50%;利用动态膜分离及陶瓷膜分离腐植酸/TiO2混合液时TOC 的去除率在55%~65%。
从图4 可以看出,除陶瓷膜分离技术对UV254的去除率可达93%,而其他工艺技术对UV254的去除率都可达到95%以上,对UV254的去除率都非常高。可见,光催化协同作用下动态膜对污染物的去除率有较大的提高,特别是光催化预处理时间越长,效果越明显。由于溶液中的大分子腐植酸在光催化氧化作用下可生成一些中、小分子中间降解产物,光催化处理时间越长,小分子量中间产物也越 多[11],小分子量中间产物虽然容易透过分离膜,但更容易被TiO2吸附,使得光催化有效地提高了动态膜对污染物的去除率;另外,由于部分中间小分子产物没有被吸附,而随渗透液透过膜,导致TOC的去除率低于UV254的去除率。
2.3 膜污染阻力分布分析
为了进一步探究光催化协同动态膜处理腐植酸溶液过程中的膜污染特性,在陶瓷膜、动态膜、光催化/动态膜及光催化预处理后动态膜分离技术工艺中,分析计算了膜污染阻力分布,包括总阻力Rt、可逆污染阻力Rr、不可污染阻力Rir、陶瓷膜固有阻力R0及动态层阻力Rc,其结果见图5。
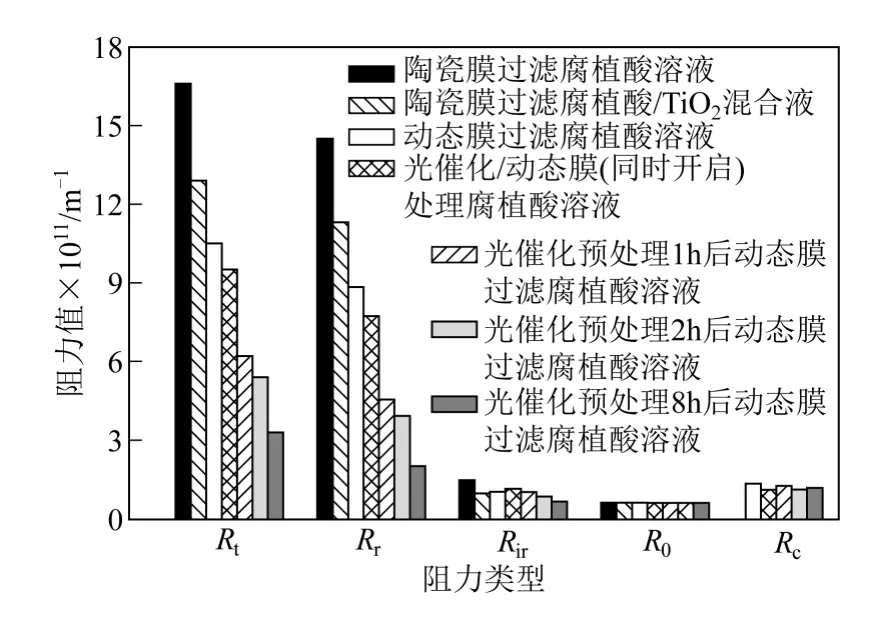
图5 不同处理工艺过程中膜阻力分布
从图5 可以看出,经过光催化预处理后的膜污染总阻力及可逆污染阻力的明显小于其他工艺下对应的阻力,且光催化预处理时间越长,该现象也越明显。对于陶瓷膜过滤腐植酸溶液、陶瓷膜过滤腐植酸/TiO2混合液、动态膜过滤腐植酸溶液及光催 化/动态膜同时开启处理腐植酸溶液而言,膜污染总 阻力及可逆污染阻力依次递减;在各工艺技术中,可逆污染阻力都明显大于其他部分阻力,说明可逆污染是造成膜通量衰减的主要原因。直接用陶瓷膜过滤腐植酸溶液的不可逆膜污染阻力比动态膜大,两者分别为1.48×10-11m-1及1.04×10-11m-1,而光催化预处理再动态膜过滤的不可逆污染阻力则进一步降低,即经1h、2h 及8h 光催化预处理后,不可逆膜污染阻力分别1.03×10-11m-1、8.58×10-12m-1及6.67×10-12m-1,说明动态膜和光催化技术对降低可逆膜污染及不可膜污染均具积极作用。由于不可逆污染主要是污染物对陶瓷基膜的强力吸附与堵塞形成,当利用动态膜过滤时,溶液中的腐植酸可以被动态膜层吸附、截留形成膜面凝胶层,形成可逆污染层,并有效阻止污染物对陶瓷基膜的堵塞,从而降低不可逆污染。利用光催化预处理后,一方面,腐植酸被降解成小分子量物质,这些小分子量物质更容易被TiO2吸附,形成疏松的滤饼层[11];另一方面,溶液中污染物浓度降低后也会使膜面凝胶层及浓差极化层厚度降低,即凝胶层及浓差极化层阻力随之降低,光催化预处理时间越长,作用越明显。可见,光催化预处理作用能有效控制动态膜的污染。
2.4 膜表面SEM 电镜形貌分析
用SEM 扫描电镜分别对陶瓷膜表面、动态膜表面及光催化预处理1h 后再经动态膜过滤2h 后污染动态膜表面进行了SEM 表征,其结果分别如图6所示。
从图6(a)和(b)可以看出,动态膜表面明显比陶瓷膜表面致密。从图6(c)可以看出,光催化预处理腐植酸溶液再经动态膜过滤后,动态膜表面呈现出一层凝胶态混合物,主要是由TiO2粒子、腐植酸及其降解中间产物组成,由于制样过程中失水形成向外卷曲状,导致基膜(陶瓷膜)裸露出来,发现陶瓷膜表面并没有凝胶物存在,说明腐植酸及其降解中间产物基本被动态膜层吸附截留,主要造成动态膜层的污染,基膜受有机物污染的程度很轻,不可逆膜污染程度不大。
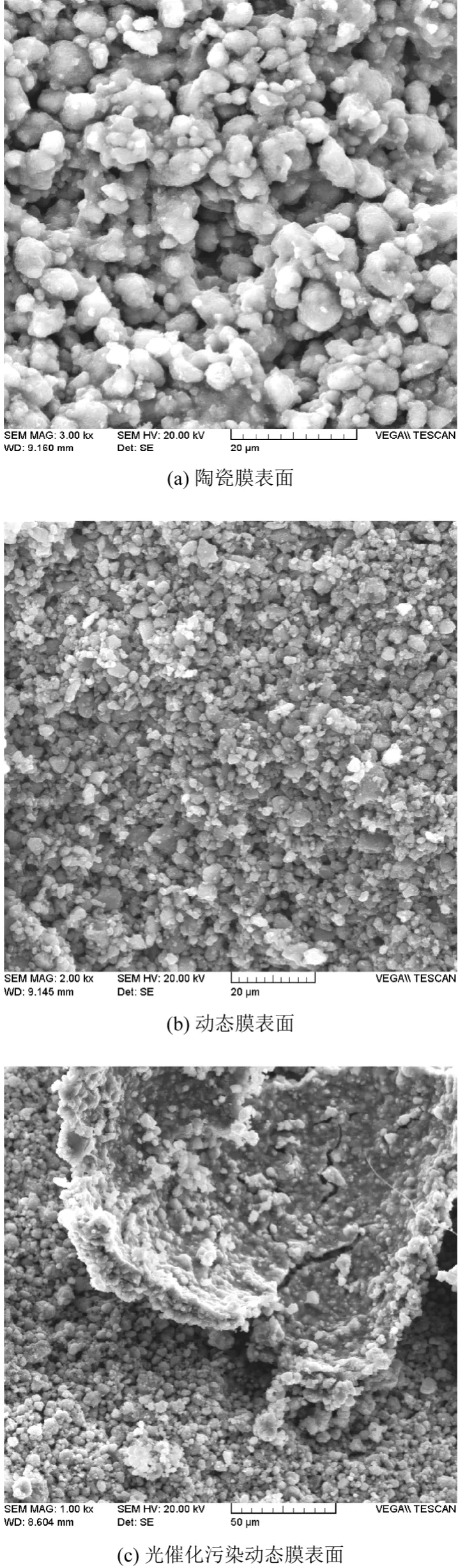
图6 SEM 膜面形态
3 结 论
(1)光催化协同作用可有效提高动态膜过滤 腐植酸溶液过程中的膜通量,特别是光催化预处理再动态膜过滤工艺效果更为明显,光催化预处理时间越长,稳态膜通量增幅越显著。
(2)利用陶瓷膜过滤腐植酸溶液时TOC 的去除率约为50%,对UV254的去除率为93%,利用动态膜分离及陶瓷膜分离腐植酸/TiO2混合液时,TOC的去除率在55%~65%,对UV254的去除率为95%。光催化协同作用下动态膜对污染物的去除率有较大的提高,特别是光催化预处理对提高TOC 的去除率具有明显效果,光催化预处理2h 和8h 再动态膜过滤时的TOC 去除率分别可达到80%和90%以上。
(3)光催化预处理作用能大大降低动态膜过 滤腐植酸溶液过程中的膜污染总阻力,可同时降低其可逆污染阻力及不可逆污染阻力,其中可逆污染阻力明显大于其他部分阻力,是造成膜通量衰减的主要原因,光催化预处理时间越长,控制膜污染越有效。
[1] Pan Y Q,Wang T T,Sun H M,et al. Preparation and application of titanium dioxide dynamic membranes in microfiltration of oil-in-water emulsions[J]. Separation and Purification Technology,2012,89,22:78-83.
[2] Pessoa de Amorim M T,Afonso Ramos I R. Control of irreversible fouling by application of dynamic membranes[J]. Desalination,2006,192(1-3):63-67.
[3] 李俊,奚旦立,石勇. 动态膜处理污水时阻力分布及污染机理[J]. 化工学报,2008,59(9):2309-2315.
[4] 李俊,奚旦立,石勇,等. 动态膜微滤含污泥水及膜污染特性[J].过程工程学报,2008,8(3):478-483.
[5] 杨涛,杨期勇,李国朝. 预涂动态膜在乳化油废水处理中的阻力分布及其抗污染特性[J]. 环境工程学报,2012,6(9):3186-3190.
[6] 刘仁桓,冯超,陈海平,等. 旋流器强化膜组件微滤试验研究[J]. 石油机械,2008,36(8):1-3.
[7] 陈日志,张利雄,邢卫红,等. 湍流促进器对液固一体式膜反应器中膜过滤性能影响的研究[J]. 现代化工,2005,25(7):56-58.
[8] Yang T,Ma Z F,Yang Q Y. Formation and performance of Kaolin/MnO2bi-layer composite dynamic membrane for oily wastewater treatment:Effect of solution conditions[J]. Desalination,2011,270(1-3):50-60.
[9] 杨涛,李国朝,杨期勇,等. 预涂动态膜强化渗透与截留性能研究[J]. 环境工程学报,2010,4(12):2802-2806.
[10] 严晓菊,于水利,李力争,等. 无机离子对光催化降解腐植酸的影响[J].中国给水排水,2012,28(13):80-83.
[11] 白红伟,邵嘉慧,张西旺,等. TiO2光催化剂对微滤去除腐植酸的膜污染控制研究[J]. 环境工程学院,2010,4(1):128-132.
