超声波辅助提取红花籽油的工艺研究
2015-07-22吕凯波李香香武汉工商学院环境与生物工程学院湖北武汉430065
吕凯波,王 晶,李香香(武汉工商学院环境与生物工程学院,湖北武汉430065)
超声波辅助提取红花籽油的工艺研究
吕凯波,王晶,李香香
(武汉工商学院环境与生物工程学院,湖北武汉430065)
摘要:为获得超声波辅助提取红花籽油的工艺,试验研究了萃取溶剂、超声温度、超声时间、料液比、超声次数对红花籽油提取率的影响。正交试验结果表明,最佳提取溶剂为石油醚;最佳工艺为:超声时间20 min,超声温度35℃,料液比1∶9(g/mL),此时提取率达到27.8%。
关键词:超声波;红花籽油;提取率
红花籽油又称红花油,是以红花籽为原料制取的油品,油呈黄色,不饱和脂肪酸及VE的含量极为丰富。其中亚油酸含量高达73%~85%,是已知植物油中含量最高的[1]。大量科研资料表明:红花籽油具有清除血管内壁沉积物、软化血管、降血压、降血脂的作用,能促进血液微循环、间接恢复神经功能、使皮肤柔嫩、抗衰老等功能,具有很高的医用价值[2]。且红花油清亮橙黄,味美而可口,经加工可制成人造奶油,蛋黄酱及色拉油等,是一种食用价值极好的油脂[3]。
红花籽制油工艺以剥壳预榨以浸出法为主[2],超声波能给予粒子极大的振动可以产生并传递强大的能量,从而加快了油脂渗透出来的速度,提高了出油率[3-7]。本试验以粉碎干燥后的红花籽为原料,通过超声波促进提取红花籽油,研究了提取溶剂、超声温度、超声时间、料液比、超声次数等因素对红花籽油提取率的影响,并通过研究超声温度、超声时间和料液比三因素设计正交试验,获得最优提取条件进行研究,为超声波辅助提取红花籽油提供一定的技术支持[8-11]。
1 材料与方法
1.1材料与试剂
红花籽:市售。
试剂:70%乙醇、正己烷、异丙醇、石油醚购于天津市凯通化学试剂有限公司,均为分析纯。
1.2主要仪器
分样筛:上虞市龙翔精密仪器厂;电子天平:上海精密科学仪器有限公司;低速离心机:上海第三分析仪器厂;RE52CS旋转蒸发器、B-220恒温水浴锅:上海亚荣生化仪器厂;循环水式多用真空泵:郑州长城科工贸有限公司;电热恒温鼓风干燥箱:北京市永光明医疗仪器厂;KQ-100E型超声波清洗器:昆山市超声仪器有限公司。
1.3红花籽油的提取方法
1.3.1超声波辅助提取红花籽油的方法
称取烘干粉碎后过50目的红花籽粉5.00 g,置于锥形瓶中,加入溶剂至设定容量,用保鲜膜封口。将锥形瓶放入超声波辅助提取仪中,设定好功率、时间、温度进行超声波处理。处理结束后,高速离心(5 000 r/min),将上清液收集,用旋转蒸发器进行蒸发处理,至溶剂充分挥发干。取下蒸发瓶,分别称出蒸发瓶,蒸发瓶与籽油的合重。
1.3.2红花籽油提取率的计算

式中:M1为蒸发瓶质量,g;M2为蒸发瓶与籽油的合重,g;M为红花籽粉质量,g。
1.4方法
1.4.1浸提溶剂的选择
分别以正己烷、95%乙醇、石油醚和异丙醇为提取溶剂,在料液比为1∶5(g/mL),超声波功率为100 W,超声时间15 min,温度35℃的条件下对红花籽进行超声波辅助提取,以红花籽油提取率确定提取溶剂。
1.4.2单因素试验
采用1.4.1中选出的溶剂为提取溶剂分别考察超声温度、超声时间、料液比与超声次数对红花籽油得率的影响。
1.4.3正交试验
在单因素试验基础上,设计三因素三水平正交试验来考察,因素水平见表1。

表1 正交试验各因素及水平Table 1 Factors and levels of orthogonal test
对正交试验进行极差分析和方差分析,最终确定超声波辅助提取红花籽油的最佳工艺。
1.5数据分析
应用SPSS数据处理系统进行数据分析。
2 结果与讨论
2.1单因素
2.1.1不同浸提溶剂对红花籽油提取率的影响
在料液比为1∶5(g/mL)、超声时间15min、超声温度35℃、超声次数为1次的条件下,以正己烷、95%乙醇、石油醚和异丙醇为提取溶剂,红花籽油提取率如图1。
由图1可知,95%乙醇提取效率偏低,不予考虑;用石油醚提取红花籽油提取率最高,而且相对来说价格比较便宜,沸点也是最低的。从以上分析及结合提取油脂对溶剂的要求,选用石油醚作为红花籽油的提取溶剂比较理想,以下试验均用石油醚作为提取溶剂。
2.1.2超声温度对红花籽油提取率的影响
在提取溶剂为石油醚、料液比为1∶5(g/mL)、超声次数为1次、超声时间为15 min的条件下,以红花籽油提取率为指标,超声温度分别设为25、35、45、55℃,红花籽油提取率如图2。
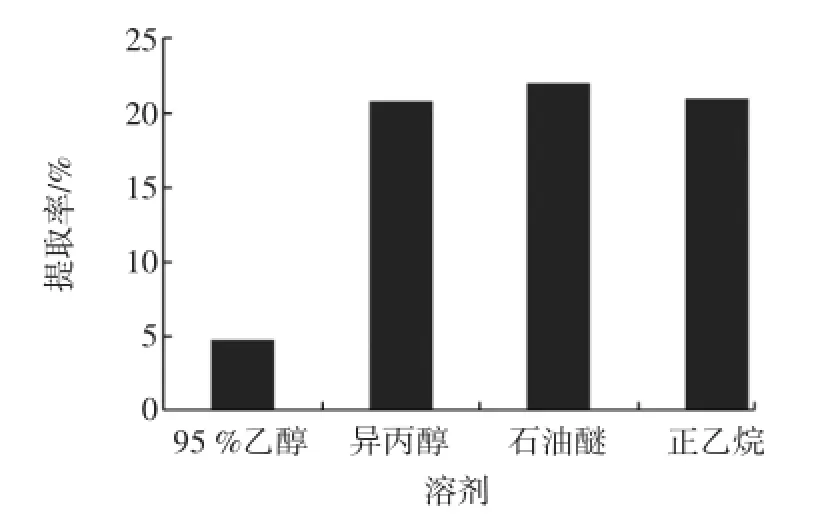
图1 不同溶剂对红花籽油提取率的影响Fig.1 Extraction rates of safflower seed oil with different solvents
由图2可看出,随着超声温度的升高,红花籽油的提取率增大。在55℃的条件下,提取率最佳,为21.8%。由于本试验采用的提取溶剂是沸程为60℃~90℃的石油醚,同时考虑到超声温度过高会影响油品的稳定性及质量,所以温度选择55℃为最佳。
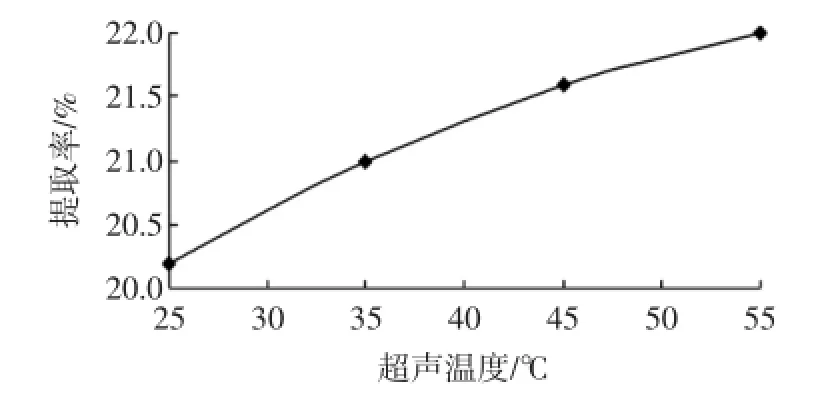
图2 超声温度对红花籽油提取率的影响Fig.2 Effects of ultrasound temperature time on extraction rate of safflower seed oil
2.1.3超声时间对红花籽油提取率的影响
在提取溶剂为石油醚、料液比为1∶5(g/mL)、超声次数为1次、超声温度为35℃的条件下,以红花籽油提取率为指标,超声时间分别为5、10、15、20、25 min,红花籽油提取率如图3。
由图3可看出,超声时间为5 min~15 min时,提取率随时间增加而增加;当超声时间达到15 min后,红花籽油提取率逐渐趋于恒定,这是由于随着时间增长,溶液体系浓度达到平衡。由于在15、20、25 min下红花籽油提取率差别不大,考虑到提取效率的问题,所以超声时间选取15 min为最佳。
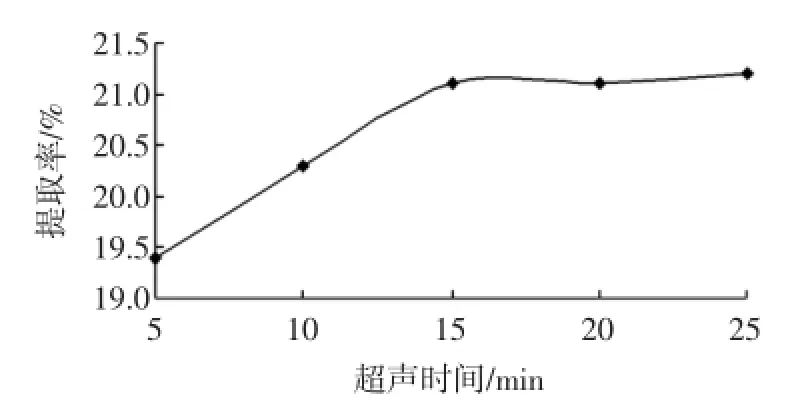
图3 超声时间对红花籽油提取率的影响Fig.3 Effects of ultrasound treatment time on extraction rate of safflower seed oil
2.1.4料液比对红花籽油提取率的影响
在提取溶剂为石油醚、超声时间为15 min、超声次数为1次、超声温度为35℃的条件下,以红花籽油提取率为指标,料液比分别为1∶3、1∶5、1∶7、1∶9、1∶11(g/mL)。本试验中,红花籽粉末用量是固定的,通过增加溶剂用量来控制料液比,红花籽油提取率如图4。
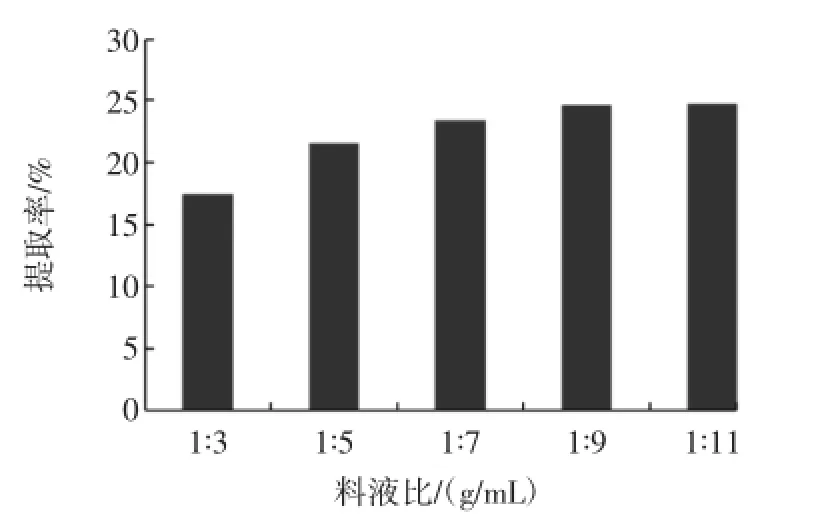
图4 料液比对红花籽油提取率的影响Fig.4 Effects of ratio of liquid to material on extraction rate of safflower seed oil
由图4可看出,料液比在1∶9(g/mL)之前,随着溶剂用量增大,红花籽油的提取率增大;料液比在1∶9(g/mL)之后,由于红花籽中油脂含量有限,提取率趋于稳定。考虑到成本问题,所以料液比选取1∶9(g/mL)为最佳。
2.1.5超声次数对红花籽油提取率的影响
在提取溶剂为石油醚、料液比为1∶5(g/mL)、超声时间为15 min、超声温度为35℃的条件下,以红花籽油提取率为指标,超声次数分别为1、2、3、4次,红花籽油提取率如图5。

图5 超声次数对红花籽油提取率影响Fig.5 Effects of ultrasound times on extraction rate of safflower seed oil
由图5可看出,超声次数在3次以内时,提取率随提取次数增加而增加,但超声3次以后,由于红花籽中油脂含量有限而趋于稳定。由于超声次数为3次和4次时差别不大,考虑到效率与成本的问题,超声次数选取3次为最佳。
2.2正交试验
设计三因素三水平的正交试验,研究超声时间、料液比、超声温度对红花籽油提取率的影响,结果见表2。

表2 正交试验结果Table 2 Results and range analysis of orthogonal test
由表2可知,各因素对红花籽油提取率影响的主次为B>C>A,即料液比>超声温度>超声时间。从表中看出最佳组合为A3B3C1,即超声时间为20 min,料液比为1∶9(g/mL),超声温度35℃。
为了判断上述受控制的因素对试验结果的影响是否存在,将正交试验数据进行方差分析,找出其中起主导作用的变异来源,正交试验的方差结果见表3。

表3 正交试验设计方差Table 3 Variance analysis of orthogonal test
由表可知料液比差异显著,说明料液比对红花籽油提取率起主要作用。方差分析结论与极差分析结论相同,即料液比对红花籽油提取率起主要作用。
2.6验证性试验
红花籽的壳与仁的比重为1∶0.85。在提取溶剂为石油醚、超声时间为20 min、料液比为1∶9(g/mL)、超声温度为35℃条件下,以红花籽油提取率为指标,按照此条件进行验证试验,提取率为27.8%,这与正交试验中各组提取率相比为最高值,说明正交试验结果正确。如果本试验均用去壳的红花籽进行研究,提取率将达到60.43%。
3 结论
石油醚为提取红花籽油的理想溶剂。正交试验结果显示,影响红花籽油得率的3个因素从大到小依次为:料液比>超声温度>超声时间,其中料液比因素达到显著水平。
由正交试验优化的提取参数为:超声时间为20 min,料液比为1∶9(g/mL),超声温度35℃,超声功率为100 W,该条件下带壳红花籽过50目粉的提取得率达27.8%。
参考文献:
[1]王仁嫒.红花籽油抗炎作用的实验研究[J].河南中医,2008,8(2): 32-35
[2]段思羽.红花籽油抢占高端食用油市场[N].粮油市场报,2011-04-23(B03)
[3]罗登林,丘泰球,卢群,等.超声波技术及应用[J].日用化学工业, 2005,35(5):49-51
[4]谷勋刚.超声波辅助提取新技术及其分析应用研究[D].合肥:中国科学技术大学,2007:7-8
[5]周冰.从柑桔果皮中超声提取橙皮苷及半合成黄酮类化合物研究[D].长沙:湖南大学,2006:12-15
[6]王雪梅,洪峰,张健.超声波法提取黄蜀葵花中天然防晒剂的研究[J].安徽大学学报(自然科学版),2005,7(4):70-74
[7]李林强,李建科,刘迎利.超声波法处理提取华山松籽油的研究[J].西北农林科技大学学报,2003,31(5):115-117
[8] 韦小杰,陈小鹏.八角油提取心方法的研究[J].食品工业科技, 2003,24(3):41-43
[9] 申烨华,张萍,郭春会.超声波强化提取扁桃油的研究[J].延安大学学报,2002,21(3):53-55
[10]罗仓学,张广栋,付聪,等.超声波法提取玉米胚芽油的研究[J].食品开发,2004,12(6):95-96
[11]韩军岐,张有林,陈雷.葵花籽油的超声波提取及抗氧化研究[J].食品工业科技,2004,26(1):52-54
DOI:10.3969/j.issn.1005-6521.2015.20.013
收稿日期:2015-07-30
作者简介:吕凯波(1982—),女(汉),讲师,硕士,研究方向:食品加工及贮藏。
The Process of Ultrasound Technology Assisted Extraction of Safflower Seed Oil
LÜ Kai-bo,WANG Jing,LI Xiang-xiang
(College of Environmental and Biological Engineering,Wuhan Technology and Business University,Wuhan 430065,Hubei,China)
Abstract:In order to obtain the ultrasonic technology assisted extraction process of safflower seed oil,the effect of the extraction solvents,ultrasonic temperature,ultrasonic time,solid-liquid ratio,ultrasonic frequency on the extraction rate were studied.It was showed that the best extraction solvent was petroleum ether and the best condition were:the ultrasonic temperature 35℃,the ultrasonic time 20 min,solid-liquid ratio 1∶9(g/mL). The highest extraction rate reached 27.8%.
Key words:ultrasonic;safflower seed oil;extraction rate