射频天线黄铜振子感应钎焊气孔缺陷
2015-07-22孙凤莲冯立臣殷祚炷孟奇
孙凤莲++冯立臣++殷祚炷++孟奇
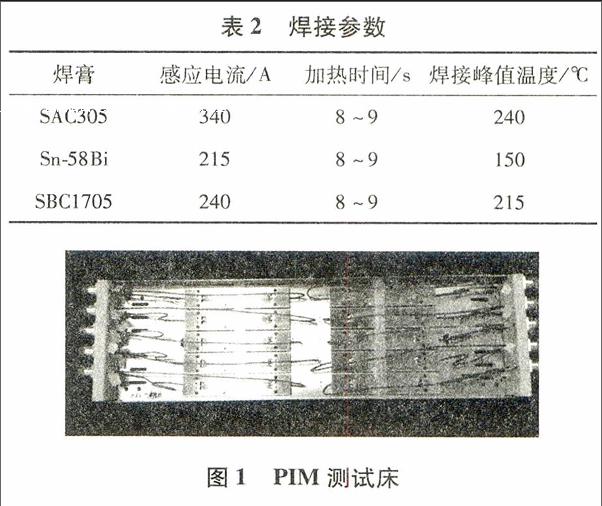
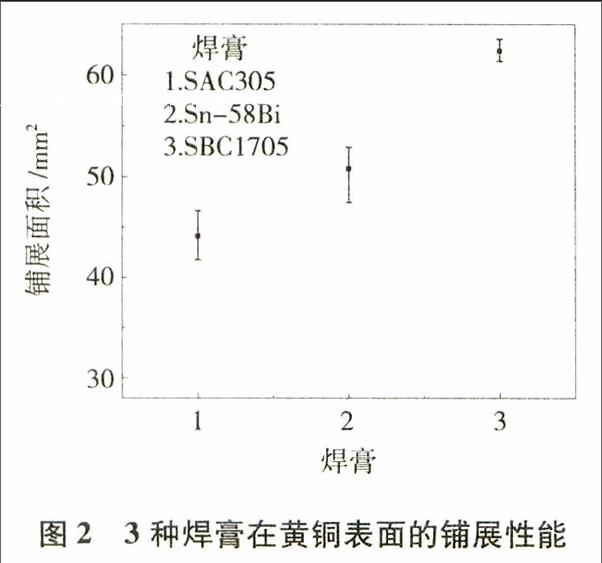
摘 要:借助高频感应加热设备,采用测量钎料在母材表面的铺展面积的方法,分析了Sn -3.OAg-0.5Cu(SAC305)、Sn-58Bi和Sn-17.OBi-0.5Cu(SBC1705)三种高粘度(180Pas)焊膏在黄铜表面的可焊性.并通过无源互调(Passive Intermodulation,PIM)测试和X射线检测,对比了SAC305和SBC1705焊膏焊后黄铜振子的PIM值和焊点气孔率.结果表明:高粘度SBC1705焊膏在黄铜表面的可焊性最好,其次是Sn-58Bi焊膏,最后是SAC305焊膏;SBC1705焊点气孔率 关键词:射频天线;黄铜振子;感应钎焊;缺陷 DOI: 10.15938/j.jhust.2015.02.018 中图分类号:TG425.1 文献标志码:A 文章编号:1007-2683(2015)02-0097-04 0 引 言 随着大功率多通道通信系统的不断涌现,一种潜在的干扰源一无源互调(passive intermodulation,PIM)越来越受到人们的关注.移动通信天线中的PIM干扰来源于天线系统中无源器件的非线性,其中接触非线性表示任何具有非线性电流电压关系的非线性的金属接触,松动、被氧化和有焊接缺陷的金属接头就是典型的例子。天线振子是天线上的元器件,具有导向和放大电磁波的作用,使天线接收到的电磁信号更强,一般采用导电性较好的金属制造,传统的钎焊方式是用手工电烙铁加热,对于稍大的工件还需采用辅助加热,其主要存在问题:工件整体受热,加热时间较长,工件变形大等.相比之下本文采用高频感应加热方式进行局部钎焊,具有加热效率高,焊接变形小等特点. 目前采用导电、导热性好的Sn-3.OAg~0.5Cu(SAC305)焊膏焊接黄铜振子,焊后经X射线检测发现焊点内部存在大量气孔.气孔的存在,一方面降低了焊点的质量,导致射频天线的PIM值不稳定.另一方面降低了热传导的效率,导致器件的提前老化.同时,SAC305钎料属于高银型(≥1%)钎料,大大增加了生产成本. Sn-Bi系无铅钎料因其熔点较低、润湿性良好、成本比较低廉而被广泛应用于低温焊接领域.其中Sn-58Bi共晶钎料的熔点仅为139℃,被认为是传统SiiPb焊料的理想替代品之一.北京有色金属研究总院研究发现在Sn-Bi亚共晶合金基础上添加Cu元素,减少了电阻率高的Bi元素含量,大幅提高了焊料的导电、导热性,这可以有效缓解焊点在使用过程中发热疲劳失效问题.因此,为了提高天线振子的焊接质量,减少气孔缺陷,进一步降低生产成本,本研究以低温焊膏Sn-58Bi、Sn-17.OBi-0.5Cu(SBC1705)为研究对象,以高银焊膏SAC305作为对比,分析3种焊膏在黄铜表面的可焊性,对比不同焊膏焊后振子的PIM值和焊点气孔率,以优选出一种适合黄铜振子感应钎焊工艺且价格相对低廉的焊料. 1 试验材料与方法 试验所用母材为H70黄铜,试验选用的3种高黏度焊膏分别为SAC305、Sn-58Bi和SBC1705,焊膏参数如表1所示, 铺展性试验参照国家标准GB/Tl1364-2008《钎料润湿性试验方法》进行.取适量的等体积焊膏放在黄铜试样(尺寸为20mm×20mm×0.5mm)上,焊接方法为高频感应钎焊,并采用热电偶对焊膏融化峰值温度进行测量,焊接参数如表2所示,,铺展面积用数码相机照片配合AutoCAD软件进行测算.并对不同焊膏焊后的振子进行PIM测试和X射线检测,PIM测试参照通信行业标准YD/T1059 -2004《移动通信系统基站天线技术条件》进行,PIM测试床如图1所示. 2 试验结果与分析 2.1钎料的润湿与铺展 钎料对母材润湿是形成优良焊点的基本前提,一般来说,如果钎料对母材的润湿性能良好,则可焊性通常也比较好.测量钎料在母材表面的铺展面积是评价可焊性的方法之一.低黏度(120Pa.s)SAC305焊膏在黄铜表面润湿性很好,但感应钎焊时会发生崩陷,因此选用3种高黏度焊膏进行分析. SAC305、Sn-5881和SBC17053种高黏度焊膏的铺展性能试验结果见图2.从图中可以看出,SBC1705焊膏和Sn-58Bi焊膏在黄铜表面的铺展性均优于SAC305焊膏.这是由于Bi是表面活性元素,在熔融状态下作为表面活性剂向熔体表面富集,明显降低合金的表面张力和表面自由能,减小了熔融合金的接触角,有利于提高合金润湿性,使焊料具有良好可焊性,因此,Sn-58Bi和SBC1705焊膏在黄铜表面均具有良好的可焊性. 在射频天线中良好的导电性可以降低PIM值,而良好的可焊性会提高焊点质量,减少内部缺陷,获得稳定的PIM值.通过可焊性对比研究可知,高黏度SAC305焊膏在黄铜表面的可焊性较差,但其导电性很好,而高黏度Sn-58Bi焊膏在黄铜表面的可焊性较好,但其导电性较差,3种钎料的物理性能参数如表3所示,因此,SBC1705焊膏比Sn-58Bi焊膏更适合射频天线黄铜振子的感应钎焊工艺. 2.2焊后PIM测试结果及分析 PIM是由无源器件的非线性引起的,其中接触一非线性是无源非线性的主要模式之一.如果金属与金属之间存在问隙,那么在微小间隙处,由于电流的波动或有较强信号时,很容易形成微观的击穿,这些不稳定的击穿,使导致PIM产生的形式具有偶然性,且幅度随时问而变化10,因此,当两种金属采用焊接方式连接时,如果焊接有缺陷,如虚焊、裂纹、气孔等,郁将使PIM值存在不稳定性.
