基于GA-SVM 塑料热压成型优化预测
2015-07-19胡双俊贺春尧
胡双俊 贺春尧
(中国石化扬子石油化工有限公司,江苏 南京,210048)
在塑料热压成型中,工艺参数的选择起着至关重要的作用,确定原则是选择合适的固化温度、固化时间、固化压力、升温速度、加压温度和加压时间,保证塑料成型时获得较高性能。而传统的确定方法主要依靠多次试验,采用经验设计准则设计,由此所得的工艺参数往往须经过多次试验才能调整出合适的参数,效率不高。因此需建立较高性能的各热压成型工艺参数之间的关系。下面利用遗传算法-支持向量机(GA-SVM)建立塑料热压成型工艺参数的数学模型,对参数进行优化,较好地控制了工艺参数,提高了产品性能。
1 GA-SVM
1.1 遗传算法基本原理
遗传算法(GA)是一种基于自然选择和基因遗传学原理的优化搜索方法[1]。它将“优胜劣汰,适者生存”的生物进化原理引入待优化参数形成的编码串群体中,按照一定的适配值函数及一系列遗传操作对各个体进行筛选,从而使适配值高的个体被保留下来,组成新的群体。新群体中各个体适应度不断提高,直至满足一定的极限条件。此时,群体中适配值最高的个体即为待优化参数的最优解。正是由于GA独有的特性,使之能在复杂空间进行全局优化搜索,且具有较强的鲁棒性。GA应用于SVM优化的一个方面是用来优化支持向量机(SVM)的结构,另一方面是用来优化SVM核函数的权值。
1.2 SVM
SVM是从线性可分情况下的最优分类面发展而来的[2],首先通过事先选择的非线性映射(核函数)将输入向量映射到一个高维特征空间,使样本线性可分;然后在线性可分的情况下求取最优分类面,而这种非线性变换是通过定义适当的内积实现的。在最优分类面中采用适当的内积函数K(xi·xj)就可以实现某一非线性变换后的线性分类,而计算复杂度却没有增加,此时目标函数变为分类函数Q(α):

而相应的分类函数也变为f(x):

其中,(xi,yi)为线性可分样本集,αi是每个样本对应的Lagrange乘子,(xj,yj)为训练样本集,αj是训练样本对应的Lagrange乘子,b*是分类阈值K(xi,xj)为输入变量。这就是SVM。
概括地说,SVM就是首先通过用内积函数定义的非线性变换将输入空间变换到一个高维空间,在这个空间中求(广义)最优分类面。SVM分类函数形式上类似于一个神经网络,输出是中间节点的线性组合,每个中间节点对应一个支持向量。这种非线性映射函数也称为核函数,常用的一些核函数主要有线性核函数、多项式核函数、高斯径向基核函数、双曲正切Sigmoid核函数等[3]。
1.3 GA-SVM算法
鉴于GA具有全局寻优能力,而SVM可以根据有限的样本信息,在模型的复杂性和学习能力之间寻求最佳折衷,以期获得最好的泛化能力。与传统的神经网络相比,SVM算法可转化为1个二次型寻优问题,从理论上说,得到的将是全局最优点,解决了在神经网络方法中无法避免的局部极值问题;SVM拓扑结构由支持向量决定,避免了传统神经网络拓扑结构需要经验试凑的方法。SVM也能以任意的精度逼近任意函数,将二者结合,提出GA-SVM。而在SVM算法之前,先用GA在随机点集中寻优,快速确定全局最优解的大致范围,计算出SVM的初始权值,再用改进的SVM算法(LS-SVM 算法)对网路进行训练[4]。
2 基于GA-SVM 的塑料热压成型建模
2.1 热压成型预测模型
塑料热压成型过程中,成型产品精度是由多个成型参数共同决定的,成型工艺参数对产品精度的影响呈非线性变化,且各参数之间具有耦合关系,难以建立统一的数学公式。影响塑料热压成型的工艺参数主要有固化温度ts、固化时间t′s、固化压力ps、升温速度vs、加压温度tj及加压时间t′j,故确定上述6个工艺参数为控制因子[5]。
针对塑料热压成型工艺优化设定目标函数,将产品横向拉伸模量、横向拉升强度、层间剪切强度和含胶量统一为目标函数W(W=横向拉伸模量+0.44×横向拉升强度+0.44×间层剪切强度+4×含胶量)。
考虑单一输入和单一输出非线性模型:

其中u和y分别代表对象的控制输入和系统输出。设有连续的控制输入u(k-m),u(k-m+1),……,u(k),当k-m+r<0时,u(k-m+r)=u(0),r=0,1,2……,m,输出y(k-n),y(k-n+1),……,y(k),当k-m+r<0时,y(k-m+r)=y(0),r=0,1,2……,m,则相应的输出为y(k+1)。设

构造学习样本集[U(i),y(i+1)],采用SVM可以将非线性的样本数据映射为高维空间的线性输出,即

对于非线性模型,采用RBF核函数,即

其中心为支持向量U(i),宽度σ是需预先指定的一个常量[6]。GA的初始种群规模为50,交叉概率为0.99,变异概率取为0.09,遗传代数为60。
2.2 样本的选取及数据的归一化
所用样本源于某塑料制造厂传统方法的试验数据及资料。该样本涵盖了该生产厂不同工况下实际数据,具有一定的代表性。由于样本各参数的取值范围不同、大小不一,为了使各类参数所起的作用大致相同,必须对输入数据进行归一化。表1为归一化后的24组试验数据,以此作为网络的训练样本,借助MATLAB软件的GA工具箱和SVM工具箱优化、训练网络[7]。待网络训练合格后输入测试数据进行仿真。结果输出后运行反归一化程序,得优化值(见表2)。
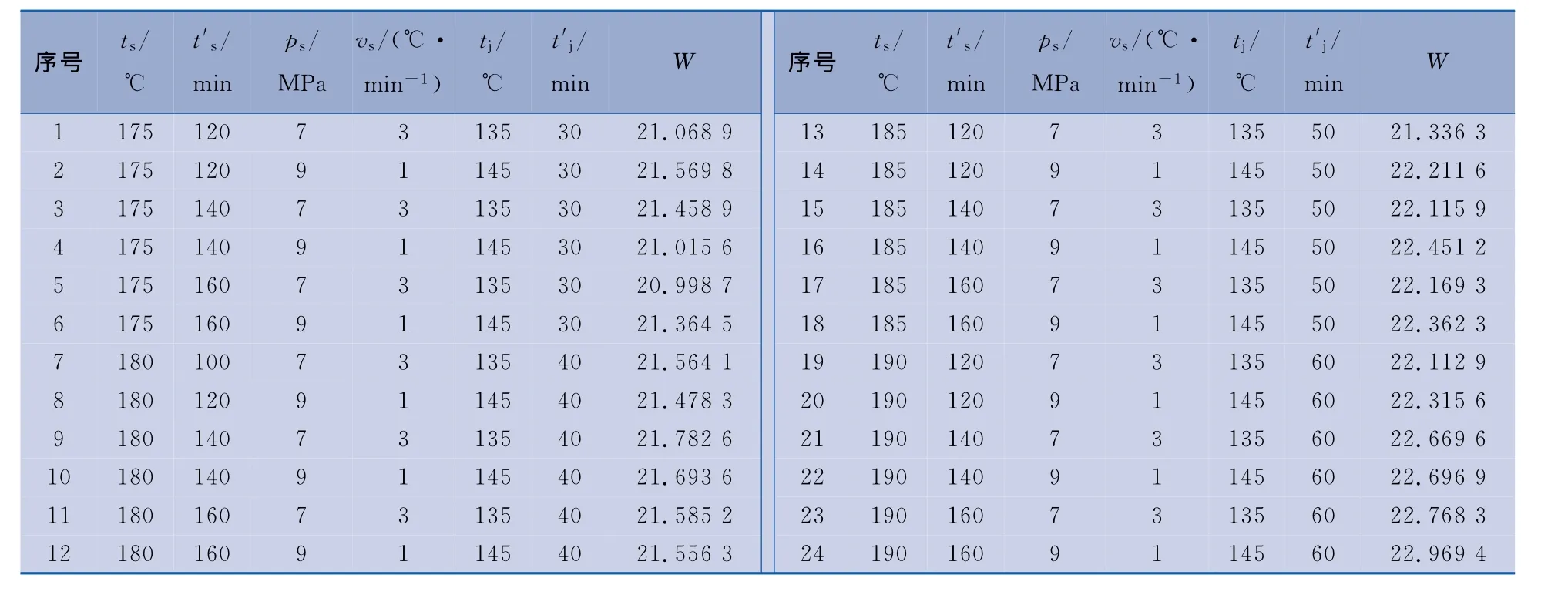
表1 部分归一化训练样本

表2 测试样本及不同算法下预测值
2.3 结果分析
预测值误差较小、稳定性好。程序执行时间方面,采用C2.93GHz主频计算机计算,标准SVM算法用时3.9s,GA-SVM算法用时1.3s。说明GA应用于SVM网络,减少了网络的震荡,迭代次数明显减少;GA又可以借助SVM根据有限的样本信息,在模型的复杂性和学习能力之间寻求最佳匹配,以期获得最好的泛化能力进行最优化的寻优。将GA和改进的SVM相结合,能准确、快速地进行塑料加压成型的优化[8]。
3 结语
建立的塑料热压成型模型,在进行非线性多变量的拟合方面有着显著的优点,能够快速、准确地预测塑料热压在不同环境下的效果。由于SVM具有自学习功能,可在应用中不断提高预测精度,因而这种方法可广泛应用于塑料生产行业。
[1] 胡双俊.基于支持向量机的航空电机表面温升预测[J].控制工程,2010,17(S):56-58.
[2] 胡双俊,关起强,严桂.基于小波变换和支持向量机的电力电子故障诊断[J].煤矿机械,2008,29(4):204-206.
[3] 阎树田.基于遗传神经网络的航空电机表面温升的预测[J].电机与控制应用,2007,34(6):17-19.
[4] 纪良波.基于神经网络和遗传算法的塑料热压成型多目标优化[J].塑料,2012,(41):90-93.
[5] 唐传茵.基于遗传算法和神经网络的车辆主动悬架控制技术[J].农业机械学报,2009,40(2):6-11.
[6] 徐得鸿,马皓.电力电子装置故障自动诊断[M].北京:科学出版社,2001:3.
[7] 王雪.采用小波分析与支持向量机的车轮踏面擦伤识别方法[J].中国机械工程,2004,15(18):1641-1643.
[8] 张学工.关于统计学习理论于支持向量机[J].自动化学报,2001,26(1):32-42.
