空调用底盘组件定位螺栓点焊机理及其检验方法
2015-07-09蓝健城朱振华
蓝健城 朱振华
(珠海格力电器股份有限公司 广东珠海 519070)
空调的主要核心部件为压缩机,一般压缩机通过定位螺栓固定在底盘上,而定位螺栓往往通过点焊方式与底盘连接,所以点焊的质量对压缩机的固定有重要影响。本文通过对底盘组件定位螺栓在点焊过程的缺陷进行研究,并且对点焊质量进行试验分析。
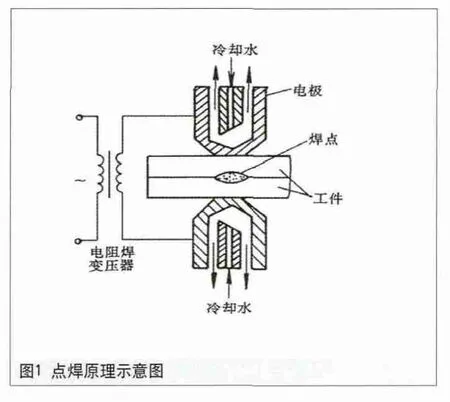
1 底盘定位螺栓点焊原理
点焊一般是将焊件压紧在两电极之间,施加电极压力后,电阻焊变压器向焊接区通过强大的焊接电流,在焊件接触面上形成真实的物理接触点,并随着通电加热的进行而不断扩大。塑变能与热能使接触点的原子不断激活,消失了接触面,继续加热形成熔化熔核。获得牢固的金属键合后,接合面消失了,得到了柱状晶生长较充分的焊点[1],如图1所示。底盘组件的点焊是将底盘定位在点焊机的下电极上面,在底盘压缩机孔内放入定位螺栓,定位螺栓三个凸点与底盘接触,定位螺栓压紧在两电极之间,施加电极压力后,电阻焊变压器向螺栓表面通过强大的焊接电流,并且通过三个凸点在底盘接触面上形成真实的物理接触点,获得牢固的金属键合的焊点,如图2所示。
2 底盘螺栓点焊的质量分析
2.1 合格点焊螺栓的判定
正常情况下,定位螺栓三个凸点大小基本一致,当电极加压到螺栓表面后,通过凸点的电流大小一样,在凸点与底盘的接触点形成熔化得熔核,因为在接触的三个点的温度最高,有焊点的熔化痕迹,所以螺栓内、外侧都有明显的凸点点焊痕迹,如图3所示。
2.2 不合格点焊螺栓的判定
当点焊电流偏小,导致电流密度随之减少,使凸点接触区加热程度减弱,形成的熔核过小,导致无点焊痕迹;另一方面螺栓表面清理不良时,油污和氧化膜使焊件接触电阻增大,造成通电不正常,也会造成熔核尺寸过小,这样会导致脱焊发生,需要适当的调整参数和螺栓表面油污[2]。除此之外,螺栓表面经常会出现烧坏的斑痕,主要是由于电极的加压压力过大,大大超出了材料的屈服强度[3],导致螺栓表面材料损坏,如图4所示。
3 点焊螺栓的检验
3.1 抗拉力测试检验
使用检测设备对点焊螺栓按照图5的方式对螺栓施加与螺栓轴向一致的压力,直到螺栓与底盘焊点脱离,其压力不小于5500N为合格。
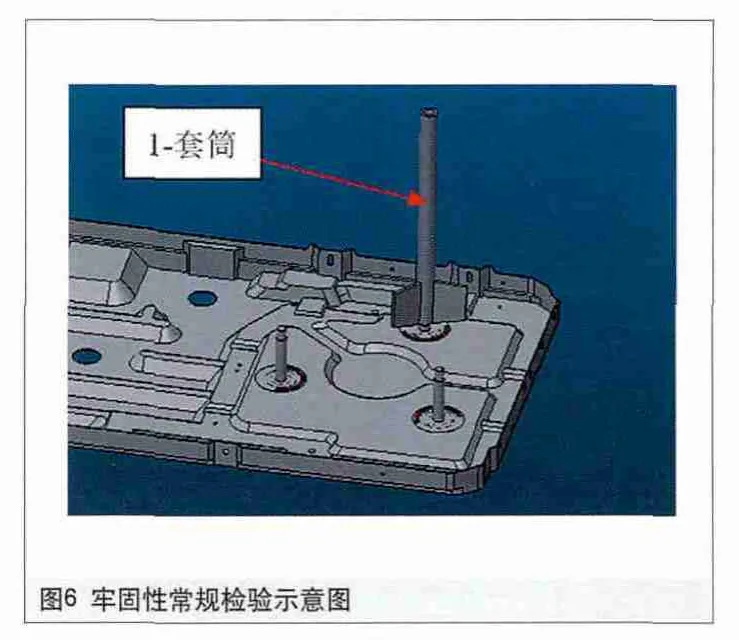
3.2 螺栓牢固性常规检验
在生产过程中,需要及时有效判定点焊螺栓的质量,往往对生产的底盘组件进行抽检,根据不同的螺栓直径,使用不同直径的专用套筒,按规定的方向反复扳动,点焊的质量要求螺栓焊点无脱落的现象,出现脱落者为不合格,如图6所示。
3.3 螺栓破坏性试验
使用无角度套筒扳动螺栓,进行螺栓螺栓破坏性试验,直至螺栓与底盘分离。
根据点焊接头的强度主要取决于熔核尺寸(直径与焊透率)、熔核本身及其周围热影响区的金属微组织及缺陷[4],如图7所示,如果出现螺栓与母材一起拉掉,则为合格,否者为不合格,如图8所示。
4 结论
(1)结合实际生产情况,分析了底盘组件中压缩机定位螺栓点焊原理及实际生产中点焊所产生的缺陷。
(2)采用抗拉力测试检验、螺栓牢固性常规检验以及螺栓破坏性试验对点焊螺栓的质量进行把关,确保底盘组件质量。






[1]吴继,张晨曙,罗贤星.镀锌钢板点焊形核机理的研究.南昌工程学院学报,2007, 26(3): 31-34
[2]魏雷.镀锌板电阻点焊质量评判方法的研究.兰州理工大学,2009
[3]王亚荣,张忠典.镁合金电阻点焊接头中的缺陷.焊接学报,2006, 27(7): 9-12
[4]张旭强,张延松,刘衍聪.热镀锌高强钢点焊的电极磨损对焊点质量的影响.焊接学报,2009, 30(10): 5-8
