汽车发动机缸盖单向阀压床的设计与研制
2015-07-07胡罡,姚旺
胡 罡,姚 旺
(湖北省机电研究设计院股份公司,武汉 430070)
0 引言
发动机作为汽车的核心零部件,其质量的优劣直接影响到整车的综合性能。缸盖是汽车发动机的主要零部件,其装配的精度直接影响发动机的总体性能,因此对缸盖单向阀进行高效和精确的压装显的尤为重要。单向阀压床的工作性能不仅影响单向阀压装质量的好坏,而且还决定了整条缸盖装配线生产效率的高低。目前国内大部分汽车缸盖生产线都是采用油压缸或者气液增压缸对单向阀进行较大压力的一次性压装[1~3],所以单向阀压装方向是否正确无法得知,而且压装力的大小也无法进行监控,因此也就无法确认单向阀和缸盖安装孔之间的装配过盈量是否合适。若过盈量太大,单向阀表面会受损甚至开裂,严重影响发动机使用寿命;若过盈量太小,则单向阀和安装孔之间密封不严,会导致漏泄,引起汽车使用的安全隐患。本文通过分析上述压装过程中存在的缺点和不足之处,并结合现场实际,设计和研制了一台具备防反检测、料反报警、高低压自动切换、压装报错功等功能的缸盖单向阀压床。
1 单向阀压床工艺要求
根据现场生产需求,单向阀压床在整个自动压装过程中,满足以下工艺要求:
1)判断缸盖种类是否和单向阀匹配,如果缸盖的类型和单向阀一致则进行压装程序,否则直接放行。
2)应设计有防反检测机构保证压入缸盖的单向阀姿态正确,即直径小的一端先进入安装孔,如图1所示。若出现漏检发生单向阀压反的现象则必须发出报警。
3)采用低、高压自动切换的方式对单向阀进行压装,保证正确的过盈量,若过盈量和装配要求不符,则应给出相应的报警和提示。
4)单向阀压装深度的数值在触摸屏上给予显示,未到达或者超出压装公差范围必须有报警和指示;
5)整个自动压装过程的节拍为50s。
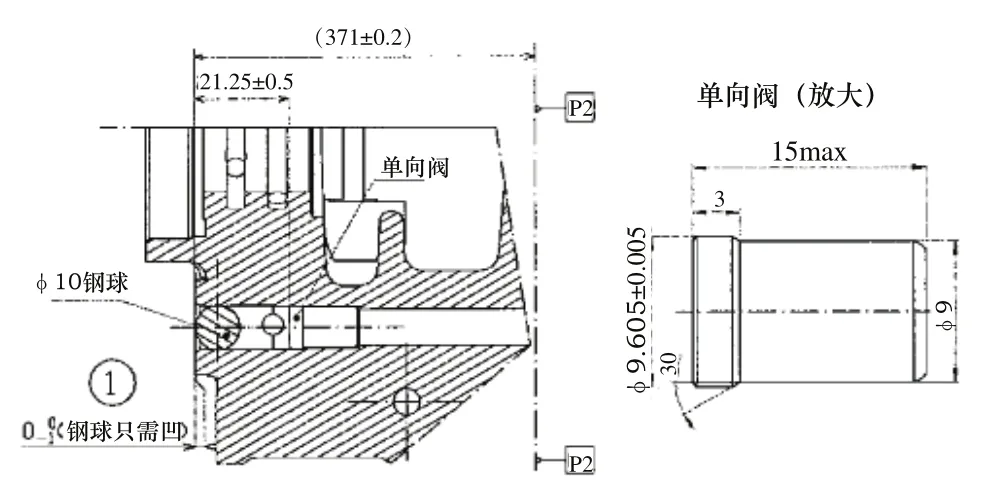
图1 单向阀结构和压装状态
2 单向阀压床结构特点和工作原理
2.1 设备组成和结构特点
单向阀压床主要由设备机架、振动盘、防反检测装置、顶升定位装置、压装反向力机构、压装机构、气动和电气控制系统等部分组成。该压床的所有机械结构部分均采用SolidWorks三维软件行设计和建模[4],其三维结构模型如图2所示。
振动盘负责对单向阀进行整形排列,是自动下料的关键机构,通过传感器检测单向阀的多少来控制其工作的启停。防反检测装置是压床的核心组成部件,该装置的主要作用是用来检测由振动盘下落的单向阀姿态是否正确。顶升定位装置和压装反向力机构则主要用来定位和夹持缸盖。分上料装置用于判断单向阀的数量,避免发生压装错误。压装机构采用高低压气路控制气缸实现分段压装,确保压装的精确性。

图2 单向阀压床三维模型图
2.2 工作原理和工艺流程
设备的工作原理如下:首先振动盘工作,将单向阀整形排队,按照需要的方向有规则的进入料道,到达防反检测装置进行检测,判别单向阀姿态是否正确,若姿态正确,通过气缸将单向阀送入分上料装置内,反之,通过.气缸将单向阀推送到一个接料盒内,从而避免单向阀压反。分上料装置通过磁性开关对进入该机构的单向阀数量进行判断:1)当数量为0时,说明无单向阀落入,重复上述检测动作,让防反检测装置向分上料装置送料;2)当数量为1时,分上料装置的气缸将单向阀推入压装机构腔体内,等待压装;3)当数量大于1时,说明分上料装置中存在两个或两个以上的单向阀,设备报警,人工干预将多余的单向阀取出。与此同时,载有缸盖的托盘在线体上输送,在到达压床工位前,隔料气缸将托盘阻挡,此时通过线体上的探测开关检测托盘上的工件,若检测发现没有缸盖或者有其他型号的缸盖,则压床不工作自动将托盘放行。若检测到匹配型号的缸盖,设备工位上的挡料机构自动升起将托盘阻挡定位,同时设备上的顶升定位装置将缸盖顶起定位,反向力机构施加与压装方向相反的力将缸盖固定,此时压装气缸将准备到位的单向阀压入缸盖内,待压装合格后,缸盖复位,托盘放行。
3 气动系统设计
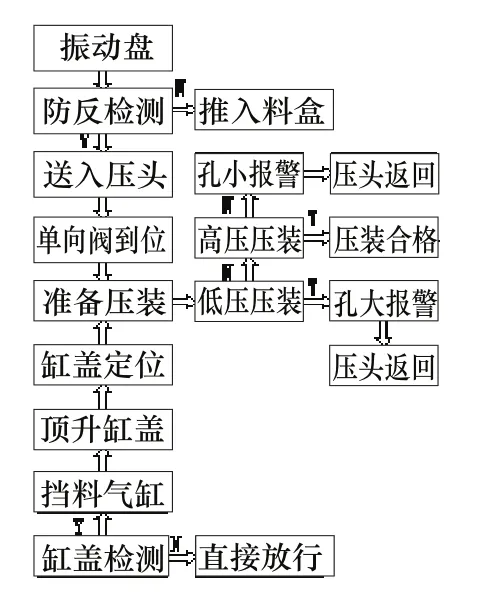
图3 单向阀压床工艺流程图
通过对单向阀压装力和过盈量的计算[5],所需的压装力完全可以通过气缸来提供,所以该设备全部采用气动系统进行控制,省略了液压系统,节约了成本。每个气缸均采用单独气控阀控制,运行速度可以通过调速阀进行调节。压装气缸采用高、低压双控回路自动进行切换[6],从而实现压装过程的准确性和可靠性,高、低压切换的气动控制回路如图4所示。电磁铁YV3失电,YV2得电并打开外控先导口B,三位五通换向阀处于右位,此时压装气缸处于低压压装状态,当低压压装行程到位时(位移传感器判断),电磁铁YV3得电,两位三通换向阀动作,压装气缸马上切换至高压压装状态,当高压压装行程到位后(位移传感器判断),电磁铁YV3失电,YV1得电打开外控先导口A时,三位五通换向阀处于左位,压装气缸返回,完成压装过程。
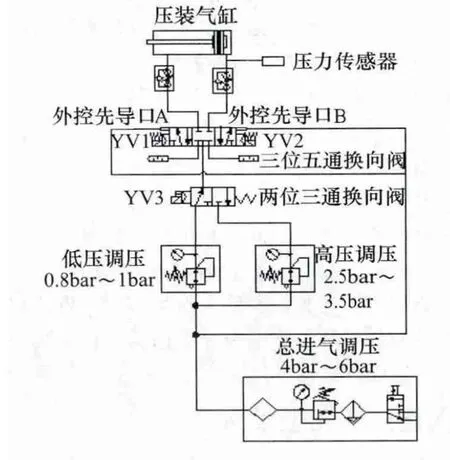
图4 高、低压切换的气动控制回路
4 电气控制系统设计
该设备的电气控制系统主要由西门子S7300型可编程逻辑控制器[7]、压力、位移等各类传感器和按键显示屏等电气元器件组成。可编程逻辑控制器是整个电控系统的核心元件,它通过采集各类传感器信号,根据所编写的程序控制气缸按照要求动作完成压装过程。人机交互界面采用了西门子OP277的按键屏[8]。该按键屏可以对单向阀压床各个气缸的动作实行独立的调试和控制,还可以根据用户需要进行边界条件参数的输入和调整,同时在按键屏的周围还装有启动、停止、急停和复位等物理按钮,以便于人工操作。电气系统的控制和组成原理图如图5所示。

图5 电控系统原理简图
5 结束语
该单向阀压床已经在国内大型汽车缸盖生产线投入生产和使用,单日平均生产能力可达到500件/天。实践证明,该设备具有结构性能可靠、生产效率高、维护检修方便、使用安全等特点,不仅满足了汽车企业发动机配件批量快速生产的需求,而且对汽车自动化制造业具有重要的意义和价值。
[1]袁新杰,黄泽民,刘昌华,等.汽车自动变速箱单向阀自动压装机的研制[J].组合机床与自动化加工技术,2003,(09):77-80.
[2]胡素云,谭赞武.汽车起动机输出齿轮铜套压装设备的研制[J].液压与气动,2011(11):45-48
[3]吕希胜,朱军.新型汽车变速箱压装机控制系统的设计[J].天津汽车,2008(5).
[4]胡仁喜,等.SolidWorks2012中文版机械设计从入门到精通[M].北京:机械工业出版社,2012.
[5]王先逵,等.机械装配工艺[M].北京:机械工业出版社,2008.
[6]雷天觉.液压工程手册[M].北京:机械工业出版社,1990.
[7]黄静,刘玉娟,于彤,等.电气控制与可编程序控制器[M].北京:机械工业出版社,2004.
[8]谢英.基于触摸屏和PLC的发射机控制系统[J].信息化研究,2009,(11):9-l2.
