铁路车辆用车轴锻造双台阶型砧设计
2015-07-01潘湘华白玉冰齐巧玲
潘湘华,白玉冰,齐巧玲
(1.包头北方铁路产品有限责任公司,内蒙古 包头014030;2.中国锻压协会,北京100083)
铁路车辆用车轴锻件工艺设计过程中,重要的一点就是如何给车轴锻件各部位留有适当的加工余量,既可防止车轴在机加工后留下锻造黑皮,或产生锻造缺陷,又不因加工余量过大,而增加加工成本和降低材料利用率。
但是,目前采用的锻造工艺和型砧设计很难保证车轴的轴颈、轮座和轴身三个直径的同心度,加工后的防尘板座处常常留下锻造黑皮,导致产品报废。本文设计出一种双台阶锻造型砧,使车轴锻造后的三径同轴度得到了保证,同时,降低了产品的材料消耗和加工成本,提高了加工效率和材料利用率。
1 车轴锻件的工艺要求
1.1 车轴锻后毛坯工艺设计基础
以最小的材料消耗定额,保证为机加工提供足够的加工余量;以最合理的锻件外形结构,保证机加工采取简单快捷的加工方式。图1 为某常用车辆用车轴成品各部位名称(下文均以该车轴为例)。
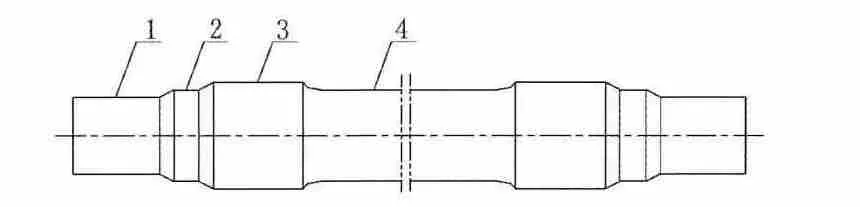
图1 某常用车轴成品各部位名称
1.2 现有型砧设计缺陷
型砧设计时,为方便锻件成形,在型砧外侧仅设计了对称的单台阶,如图2 所示。经过长期使用,发现根据该型砧设计锻造车轴毛坯工艺和生产时有两个明显的弊端,其一该型砧锻造的车轴毛坯斜面代替了防尘板座部位,而为了保证车轴成品防尘板座尖点部位留有足够的机加工余量,必须延长车轴毛坯的轮座长度,避免锻造黑皮导致车轴毛坯报废;其二型砧台阶落差是根据车轴成品尺寸经过放量后的轴颈和轮座之间的落差所得,而该落差远大于放量后的轮座与轴身之间的落差,所以该型砧在锻造车轴毛坯轴身时,轮座处于悬空状态,导致轮座和轴身的同轴度难以保证,即车轴毛坯的轴颈、轮座和轴身之间的同轴度超差。图2 和图3 分别为现有型砧的设计简图和现有型砧生产的锻造毛坯轮廓图。

图2 现有型砧的设计简图
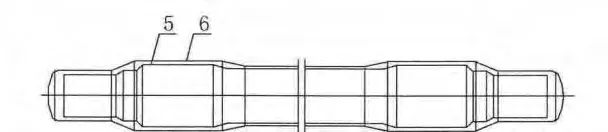
图3 现有型砧生产的锻造毛坯轮廓图
2 双台阶锻造型砧的设计和应用
2.1 双台阶锻造型砧设计思路及简图
双台阶锻造型砧设计的出发点是为了提高锻造车轴毛坯总长的同轴度,解决因为型砧台阶磨损导致车轴毛坯轴颈和轮座间的斜面尺寸超下差,机加工后车轴防尘板座位置留有锻造黑皮,致使车轴报废的问题。
经过理论上的反复推敲和生产现场的实地考察,设计了新型的双台阶型砧,其主要特点是在型砧外侧对称的增加了一个台阶和一个型腔,如图4 双台阶锻造型砧设计简图所示。
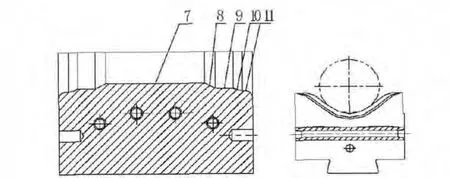
图4 双台阶锻造型砧设计简图(下型砧)
2.2 工作原理
方形钢坯经过型砧倒棱到轮座直径尺寸后锻打轴颈部位,轴颈成形过程中,轴颈在型砧7 第一型腔部位,车轴毛坯12 第一台阶、防尘板座和13 第二台阶分别在型砧8 第一台阶、9 第二型腔和10 第二台阶部位自由成型,车轴毛坯轮座在型砧11 第三型腔部位,轴颈直径尺寸达到工艺要求时车轴毛坯的轴颈、第一台阶、防尘板座、第二台阶分别与轮座前端与型砧的第一型腔、第一台阶、第二型腔、第二台阶和第三型腔完全吻合,保证了车轴毛坯轴颈、防尘板座和轮座的同轴度;同理,甩拔车轴毛坯轴身时,轴身处于型砧第一型腔部位,车轴毛坯14 第三台阶自由成形,轮座在型砧第二型腔部位(即车轴毛坯两台阶12 第一台阶和14 第三台阶的落差相同),当轴身直径尺寸达到工艺要求时,车轴毛坯轴身、第三台阶和轮座分别与型砧第一型腔、第一台阶和第二台阶完全吻合,保证了车轴毛坯轴身和轮座的同轴度。即通过两个成形过程保证了车轴毛坯通身的同轴度。图5 为双台阶型砧生产的锻造毛坯轮廓图。

图5 双台阶型砧生产的锻造车轴毛坯轮廓图
2.3 效果分析
双台阶型砧设计完成后,制作了1 套该双台阶型砧进行试制。对21 个熔炼炉号钢坯的1573 根轴坯的工艺试制进行了跟踪,结果如下:
①车轴毛坯通身同轴度不超过3mm,彻底解决了车轴毛坯轴颈、轮座和轴身同轴度低,或不同轴问题。
②未产生因防尘板座部位留有锻造黑皮的废品,锻造合格率达到了99.62%,比规定的99.4%超过了0.22%。
③根据双台阶锻造型砧而设计的车轴毛坯的轮座长度从251mm 降至220mm,减少了31mm,从而轴坯的单倍尺长度减小了10mm,材料消耗定额降低了4.81kg。
3 结论
通过使用该双台阶锻造型砧,保证了车轴毛坯各部位的同轴度,减少了防尘板座部位锻造黑皮的废品率,提高了产品合格率,降低了单根车轴的材料消耗定额。由于试制取得了成功,公司决定设计另2种常用轴型的双台阶型砧,双台阶锻造型砧将全面取代现有的单台阶型砧。同时,此项工艺变革将为公司带来原材料费用的节约,预计年节约成本不低于138 万元。
[1]姚泽坤.锻造工艺学与模具设计[M].西安:西北工业大学出版社,1998.
[2]朱正才.半轴锻件的胎膜锻造[J].锻压装备与制造技术,2006,41(1).
[3]韩星会.轴类零件径向锻造压入量研究[J].锻压装备与制造技术,2006,41(6).
[4]李艳萍.车轴径向锻造过程分析[J].锻压装备与制造技术,2007,42(1).
[5]中国机械工程学会塑性工程学会.锻压手册[M].北京:机械工业出版社,2013.
[6]包头北方铁路产品有限责任公司.铁路车辆用车轴锻造型砧:中国,201320049481.6[P].2013-07-24.
[7]全国锻压标准化技术委员会.GB/T 21471-2008 锤上钢制自由锻件机械加工余量与公差 轴类[S].北京:中国标准出版社,2008.
