基于开卷电机工作电流分析合理安排生产工艺
2015-07-01熊克凯
熊克凯
(中色科技股份有限公司,河南 洛阳 471039)
基于开卷电机工作电流分析合理安排生产工艺
熊克凯
(中色科技股份有限公司,河南 洛阳 471039)
通过对开卷电机整个轧制道次稳速和升速过程中工作电流的分析,指导合理安排生产工艺。
升速;空载补偿;动态补偿
直流电机的良好调速性能使其在冶金行业中得到广泛的应用, 尤其是作为开卷机和卷取机的驱动应用。目前大多开卷和卷取电机的控制方式为最大力矩方式,其控制原则是电动机的励磁磁通与铝卷直径变化无关,仅取决于电机转速。在基速以下,电动机是满磁状态,电流与卷径成正比,可以输出最大力矩;在基速以上,电动机按弱磁升速,即电枢电流恒定,随卷径增加而加大励磁电流。这种方式电机在基速以下可以输出最大力矩,基速以上又可以输出最大功率,使电机得到充分利用,完全满足冷轧机低速大张力、高速小张力的工艺要求。
目前,典型的冷轧机配置上一般选用多台电机通过联轴器串联共同驱动。在冷轧机上一般只选用1台电机的驱动模块为4象限模块,而其他电机则选用2象限模块,此时需要对开卷卷取电机的工作电流进行分析计算,从而合理安排生产工艺, 以确保能够满足使用。本文以开卷机为例进行分析。
1 开卷机基本参数
现有一台直流电机驱动开卷机,基本参术如下:
电机型号:Z450-4A(上电),DC 2×425kW,443/1500r/min,440V/约1056A;
绝缘等级:F级;防护等级:IP44;
励磁方式:他励;他励电压:310V;
张力范围:
低速档: 速比i=8.26,最高速度340m/min;
双电机12.5~150kN;
单电机6.25~75N;
高速档: 速比i=3.126,最高速度720m/min;
双电机5~60kN;
单电机2.5~30kN;
带材直径:665~2100mm;
带材宽度:850~1350mm;
驱动装置:ABB DCS800-S02-1500-05 4-Q 1台和 ABB DCS800-S01-1500-05 2-Q 1台。
2 开卷机工况分析
在冷轧机开卷机应用中,电机的转速方向和电机的出力方向相反,整个轧制工作周期中开卷机处于发电状态,只在第2象限运行;而在辅助操作如点动时,工作在电动状态,故需要电机能够4象限运行。
3 驱动模块类型
驱动模块设计选型时,从节约设备成本考虑,一般只选用1台电机的驱动模块为4象限模块,而其他电机则选用2象限模块。4象限模块由两组整流桥反并联构成,而2象限模块只有一组整流桥,只能朝一个方向出力。所以,在实际的生产中避免出现需要模块输出反向电流的情况。
4 电机工作电流分析
开卷电机总转矩M由三部分组成,张力矩Mf、摩擦阻力矩M0和动态力矩Md。
M=Mf-M0-Md;

电机转矩公式为M=CMφI,式中,CM为直流电机转矩常数。电枢反电动势公式为,E=Ceφn,式中,Ce为直流电机电动势常数。
以张力给定8kN,带材宽度1350mm为例进行分析(表1、2),电机和机械结构的转动惯量150kg·m2。
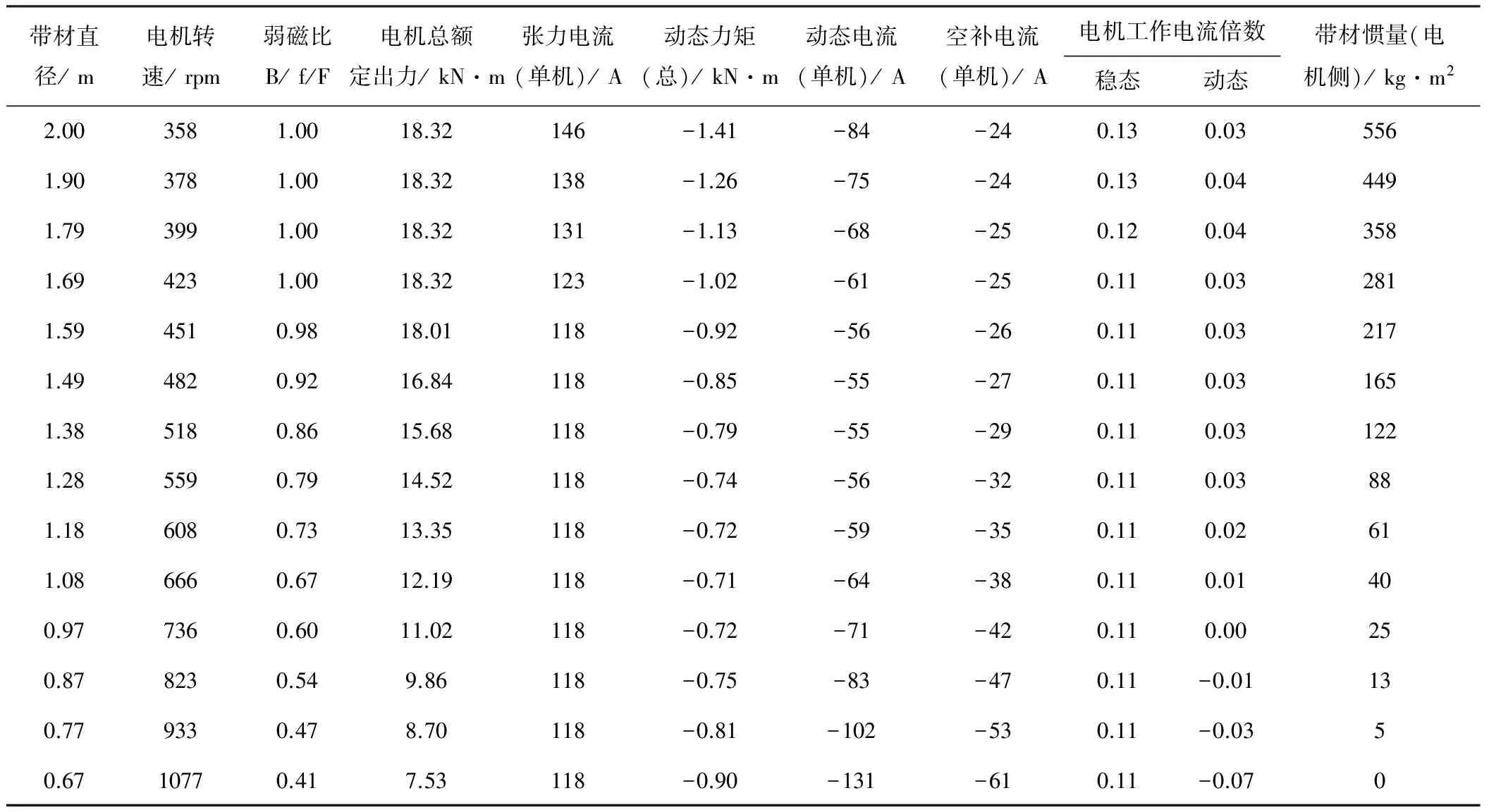
表1 开卷机高速档双电机工作电流分析
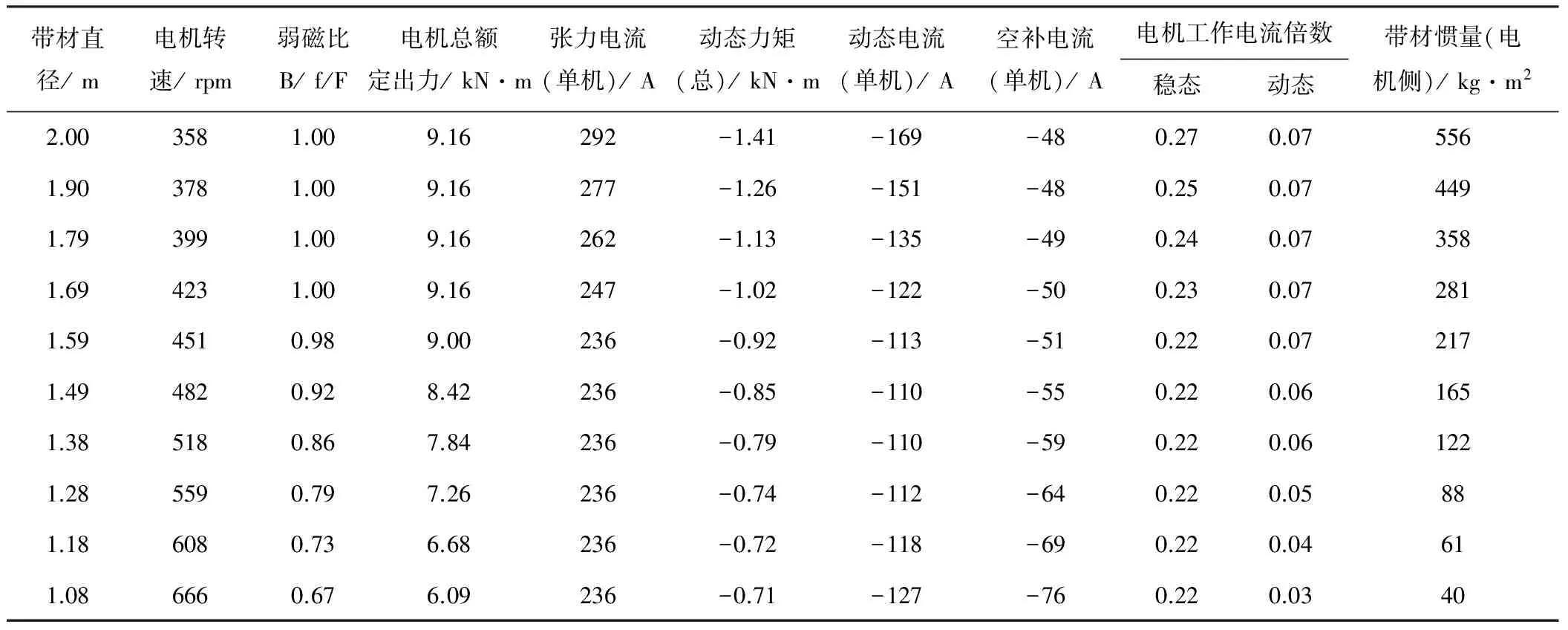
表2 开卷机高速档单电机工作电流分析
续表
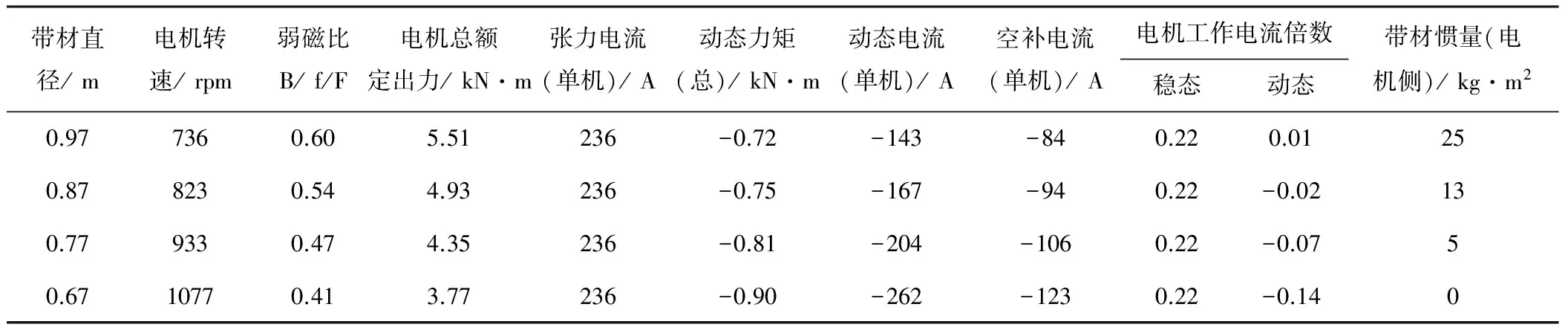
带材直径/m电机转速/rpm弱磁比B/f/F电机总额定出力/kN·m张力电流(单机)/A动态力矩(总)/kN·m动态电流(单机)/A空补电流(单机)/A电机工作电流倍数稳态动态带材惯量(电机侧)/kg·m20.977360.605.51236-0.72-143-840.220.01250.878230.544.93236-0.75-167-940.22-0.02130.779330.474.35236-0.81-204-1060.22-0.0750.6710770.413.77236-0.90-262-1230.22-0.140
从表1、2可以看出,当张力给定为8kN时,使用双电机工作会使得电机在轧制过程中电流偏小,只有百分之十几,特别是升速过程,会使得电流只有3%;在小卷径情况下升速更是会需要负的电流,此时使用2象限模块就无法正常工作;张力在8kN以下更是如此,严重影响张力控制精度。而此时如果使用单电机工作,可以使得在稳速轧制时单电机的电流保持在20%以上,升速过程电流在6%~7%,在小卷径下升速虽然会需要负电流,但此时只是4象限的模块在工作可以满足要求。
5 结语
通过对电机工作电流的分析,从而透彻了解设备的生产能力,在充分利用设备能力的情况下合理安排生产,使电机在合理稳定的工况下工作,提高张力控制精度,从而为稳定、高质、高效生产提供保证,产生更大的经济效益。
[1] 李献国.铝带箔冷轧机卷取电机动态力矩分析[J].有色金属加工,2004,(4):53-56.
[2] 曹承志.电机、拖动与控制[M].机械工业出版社,2000.
[3] 天津传动技术设计研究所.电气传动自动化技术手册[M].机械工业出版社,2005.
Optimization of Production Process Based on Working Current Analysis of Decoiler DC Motor
XIONG Kekai
(China Nonferrous Metals Processing Technology Co., Ltd., Luoyang 471039, China)
Based on the analysis of working current of decoiler DC motors in speed stabilization and acceleration for the whole passes, the paper put forward the way to optimize production process.
acceleration; idle compensation; dynamic compensation
2015-05-21
TG333.2+5
B
1671-6795(2015)06-0059-03
