FHUDS-6在汽柴油加氢装置上的工业应用
2015-06-28危拓
危 拓
(中海石油炼化有限责任公司惠州炼化分公司,516086)
工业化应用
FHUDS-6在汽柴油加氢装置上的工业应用
危 拓
(中海石油炼化有限责任公司惠州炼化分公司,516086)
中海石油炼化有限责任公司惠州炼化分公司2.0 Mt/a汽柴油加氢装置于2014年10月进行停工换剂检修,将精制反应器(108-R102)第三床层催化剂更换为FHUDS-6柴油深度加氢精制催化剂,旨在对柴油产品进行质量升级。实验表明:在反应进料260 t/h,氢分压6.95 MPa,氢油体积比580,一反平均温度329.4 ℃,二反平均温度361.3 ℃的条件下,能生产硫质量分数小于10 mg/kg满足国V排放标准的柴油产品,脱硫率达到99.5%。
FHUDS-6催化剂 柴油加氢 工业应用
中海石油炼化有限责任公司惠州炼化分公司汽柴油加氢装置(108单元)设计规模2.0 Mt/a,年开工时间8 400 h,是该公司12 Mt/a炼油项目所属的装置,反应部分采用国内技术成熟的炉前混氢方案;产品分馏采用重沸炉汽提方案,将汽油和柴油组分分开。塔底分离出合格的柴油产品,塔顶分离出来的石脑油经石脑油稳定塔蒸出气体后送回装置。所用催化剂为中国石油化工股份有限公司抚顺石油化工研究院(以下简称抚顺石化院)开发的HPS-02A/B脱硅剂及FH-40C加氢精剂催化剂。以焦化汽油、焦化柴油、直馏柴油和催化柴油为原料,装置所需的氢气主要由连续重整装置的副产氢气提供,装置的主要产品为精制石脑油和精制柴油,精制石脑油作为乙烯装置原料,精制柴油硫质量分数小于50 μg/g,满足国IV标准,作为全厂柴油产品调和组分。
随着环保要求日渐严格,对柴油产品中的硫和芳烃含量以及十六烷值等指标要求越来越苛刻,催化柴油和焦化柴油等劣质柴油需要深度加氢精制才能满足柴油质量升级的要求。针对二次加工柴油硫氮、多环芳烃及胶质等杂质含量高及十六烷值低的特点,抚顺石化院成功开发出新一代性能优异的FHUDS-6柴油深度加氢精制催化剂。该催化剂以Mo-Ni为活性组分,具有孔容大、比表面积高和机械强度高等特点,适宜加工高干点的直馏柴油、焦化柴油及催化柴油等劣质柴油原料[1]。
2014年10月,全厂停工大检修,为配合柴油产品质量按照国V要求生产的需要对R101和R102两个反应器的催化剂进行更换。2014年12月检修完成,恢复生产后,柴油产品硫质量分数能满足国IV标准,氮质量分数比上个周期末期有明显改善,为了进一步研究柴油产品能否达到国V的质量要求,装置于2015年1月19—29日对生产国V柴油进行了可行性实验。
1 FHUDS-6柴油深度加氢精制催化剂
1.1 FHUDS-6催化剂的性质
FHUDS-6为抚顺石化院于2010年开发的新一代柴油超深度加氢脱硫催化剂,该催化剂采用新的载体制备技术,在提高载体孔径的同时保持较高的比表面积,适合大分子硫化物的反应;同时,通过调节载体酸性以及活性金属间作用力强弱提高了催化剂加氢活性和异构活性,有利于4,6-二甲基二苯并噻吩类硫化物的脱除;在处理干点高、硫含量高且密度大的二次加工油时,表现出优异的加氢性能,产品密度有较大幅度的降低,十六烷值的提升幅度也较大[2]。FHUDS-6催化剂的理化性质见表1。
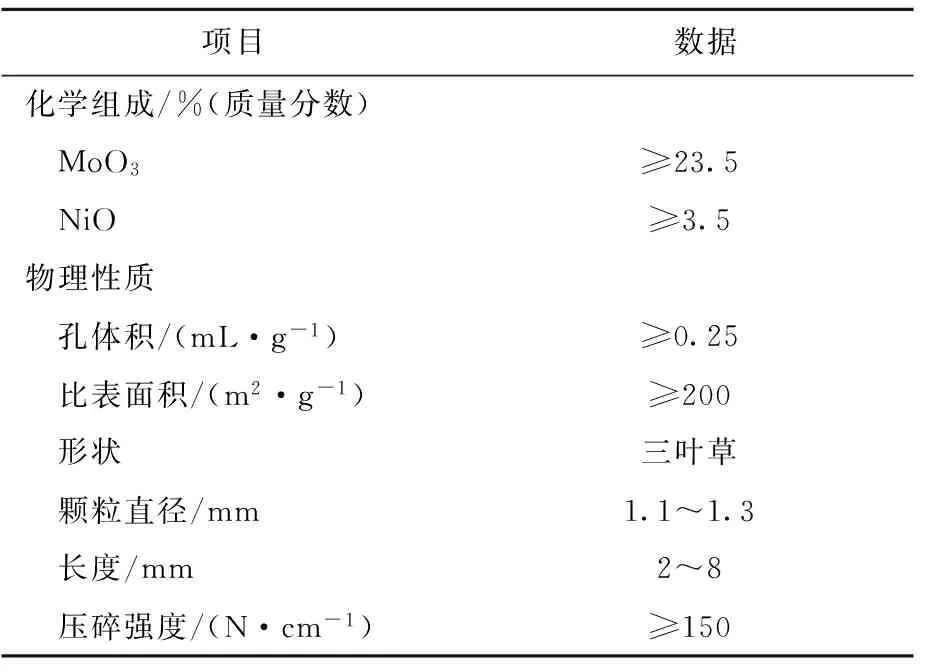
表1 FHUDS-6催化剂的理化性质
1.2 催化剂的装填
反应采用一段串联工艺,进料量为247 t/h,设计弹性为设计原料进料量的60%~110%,反应系统压力为7.7 MPa,氢油体积比大于500。第一反应器(R101)装填HPT-01/01C/01E加氢保护剂和HPS-02A/B捕硅剂,设计体积空速为1.6 h-1;第二反应器(R102)装填FH-40C加氢精制剂,设计体积空速1.8 h-1。自2009年4月开工以来,两个反应器催化剂已经运行超过5年,R101一床层温升只有4 K,R101二床层温升只有7 K,脱硅剂已超使用寿命,失活情况明显;R102一床层温升降至10 K,由于硅穿透R101后也基本失去活性,R102二床层温升升至34 K,R102三床层温升升至10 K。本次停工检修后对R101加氢保护剂和脱硅剂进行全部更换,R102二床层和三床层FH-40C催化剂进行再生后装至R102一床层和二床层,R102三床层更换为深度脱硫脱氮催化剂FHUDS-6。具体的催化剂装填数据见表2。
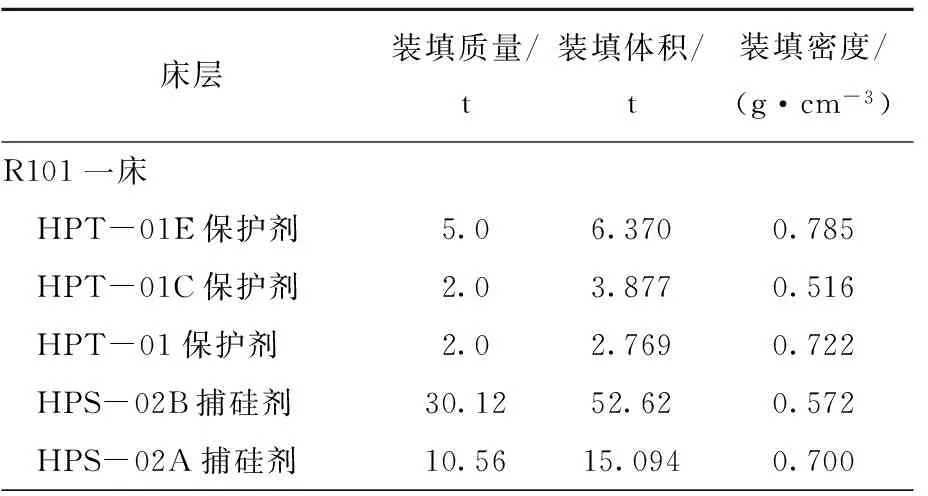
表2 催化剂装填数据

续表2
1.3 催化剂的干燥
FHUDS-6催化剂为Ⅱ类活性中心型的高活性柴油加氢催化剂,由于在制备过程中添加了能显著提高加氢脱硫和脱氮活性的有机络合剂,因此要求催化剂活化温度不高于135 ℃,否则将影响催化剂活性的正常发挥。故要求不对催化剂进行氮气干燥,气密合格后即可直接硫化[2]。
1.4 催化剂的预硫化
高压氢气气密合格后,将系统压力控制在5.0 MPa,反应器入口温度控制110 ℃,引直馏煤油作为开工油进装置,反应系统进油后由于反应床层产生吸附热,造成反应温度上升,通过及时打冷氢,将R102三床层温度控制在低于135 ℃,催化剂活性未受到影响。外甩催化剂冲洗油11 h后,反应器平均温度达到170 ℃,开始向反应系统注入硫化剂二甲荃二硫醚(DMDS),并按照设定的升温速率和硫化氢控制指标进行催化剂预硫化,41 h后催化剂预硫化结束,整个预硫化过程中消耗DMDS硫化剂34.5 t,硫化效果较好,能够很好满足催化剂硫化要求。
2 升级实验
2.1 原料油性质
汽柴油加氢装置原料主要为焦化汽油和焦化柴油,并间断掺炼部分直馏柴油和催化柴油。表3为实验前(1月19日)、实验中(1月26日)、实验后(1月29日)滤后原料油的性质,从表3中可以看到整个实验过程中,原料油性质基本保持稳定,硫和氮质量分数均在工艺设计指标之内(硫质量分数不超过2 550 μg/g、氮质量分数不超过1 920 μg/g)。
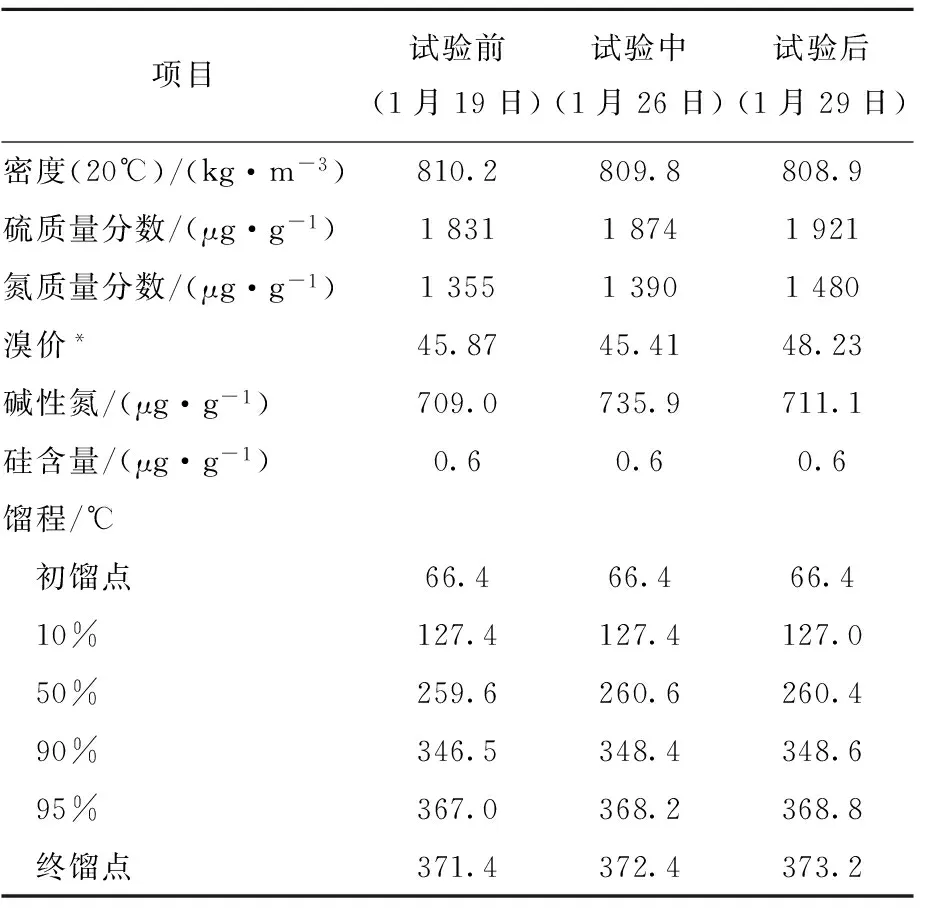
表3 原料油性质
*溴价的单位为每100 g样品所消耗的单质溴的克数。
2.2 工艺参数
实验过程中的主要反应操作参数如表4所示,在保持反应空速及氢分压不变的条件下,本次试验通过提高反应温度来提高产品质量,随着反应温度的升高,反应深度加大,耗氢量增加了约3 000 m3/h,循环氢量也增加了约15 000 m3/h。

表4 主要工艺操作参数
2.3 实验过程
本次柴油产品质量升级实验分3步进行:第一步生产硫质量分数小于20 mg/kg的柴油;第二步生产硫质量分数小于10 mg/kg的柴油;第三步生产硫质量分数小于10 mg/kg、氮质量分数小于50 mg/kg的柴油。实验开始时,108-R101-CAT1平均温度为318 ℃,108-R102-CAT2平均温度在350 ℃,以这两个温度作为基准点,每12 h各提高1 K,108-R101-CAT1最终温度不超过330 ℃,108-R102-CAT2最终温度不超过360 ℃。并要求108-R-101一床温升控制不超过50 K,108-R-101二床层温升控制不超过25 K。具体的升温过程见图1。

图1 反应床层温度变化
2.4 产品质量
实验过程中,每6 h(8∶00、14∶00、20∶00、2∶00)采一次柴油产品,做硫、氮含量及族组成分析,柴油产品中氮的质量分数如图2所示,柴油产品中硫的质量分数如图3所示。
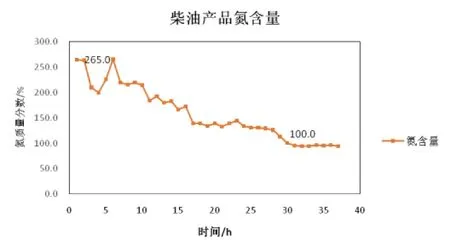
图2 柴油产品中氮的质量分数
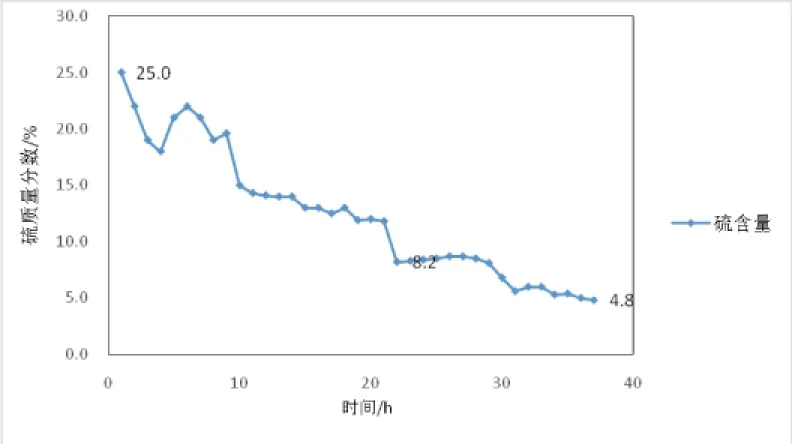
图3 柴油产品中硫的质量分数
从图2~3中可以看到:当108-R101-CAT1为321.8 ℃,108-R102-CAT2为354 ℃时,柴油产品硫质量分数降到20 mg/kg以下,此时柴油产品氮质量分数为216.0 mg/kg,满足实验第一步;当108-R101-CAT1为329.4 ℃,108-R102-CAT2为361.3 ℃时,柴油产品硫质量分数降到10 mg/kg以下,已经满足国V柴油排放标准,此时柴油产品氮质量分数为139.0 mg/kg,满足实验第二步。为进一步降低柴油产品氮含量,继续将108-R101-CAT1最高提到332.8 ℃。108-R102-CAT2最高提到365 ℃,此时,硫质量分数基本稳定在5.0 mg/kg左右,但是氮质量分数最低仅为94.1 mg/kg,无法满足实验计划的第三步。
3 结语
FHUDS-6催化剂具有良好的加氢脱硫和脱氮稳定性,在反应进料260 t/h,氢分压6.95 MPa,氢油体积比580,一反平均温度329.4 ℃,二反平均温度361.3 ℃的条件下,能生产硫质量分数小于10 mg/kg满足国V排放标准的柴油产品,脱硫率达到99.5%。但由于本次换剂中,FHUDS-6催化剂装填数量较少,精制床层多数使用的为上周期再生的FH-40C催化剂,柴油产品氮质量分数没有达到50 mg/kg以下的实验设计要求,但相比上个周期,柴油产品氮含量已经有明显下降。
[1] 宋永一,柳伟,刘继华,等.FHUDS-6催化剂的反应性能和工业应用[J].炼油技术与工程,2012,42(11):50-54.
[2] 王军,穆海涛,戴天林.FHUDS-6催化剂在4.1 Mt/a柴油加氢装置上的工业应用[J].石油炼制与化工,2012,43(5):49-52.
上海院GS-DE二乙苯脱氢催化剂研制及应用项目通过鉴定
2015年5月28日,中国石油化工股份有限公司上海石油化工研究院开发的GS-DE二乙苯脱氢催化剂研制及应用项目通过了中国石油化工集团公司科技部组织的鉴定。
二乙烯苯是一种十分重要的交联剂,主要用于高端离子交换树脂、离子交换膜、特种塑料的生产,其销售价格远高于苯乙烯,保持在4万~5万元/t。二乙苯催化脱氢是生产二乙烯苯的主导技术路线,国际上现有二乙苯催化脱氢催化剂存在着容易积炭、失活快、中间产物乙基乙烯苯多的难题。
该项目创制了具有催化活性高、目的产物选择性高、稳定性和再生性能好等突出优点的催化剂,鉴定意见认为催化剂性能达到国际领先水平。
2014年,GS-DE催化剂两次出口美国Dow化学公司,使用效果明显优于国外产品,并在山东广润化工有限公司成功应用。
(中国石化有机原料科技情报中心站供稿)
Commercial Application of FHUDS-6 in Gasoline and Diesel Hydrogenation Plant
Wei Tuo
(CNOOCHuizhouRefineryCompany,516086)
Breakdown maintenance was made on the 2.0 Mt/a gasoline and diesel hydrogenation plant of CNOOC Huizhou Refinery Company in October 2014 to replace the third bed catalyst in refinery reactor (108-R102) withFHUDS-6 diesel advanced hydrogenation refinery catalyst for upgrading of diesel products.Experimental results showed that under the conditions of reaction feed rate of 260 t/h,the hydrogen partial pressure of 6.95 MPa,volume ratioof hydrogen and diesel of 580,average temperature of 329.4 ℃ and 361.3 ℃for first reaction and second reaction respectively,the diesel products with sulfur mass fraction less than 10 mg/kg and meeting national V emission standards could be produced with desulfurization rate of 99.5%.
FHUDS-6 catalyst,diesel hydrogenation,commercial application
2015-07-25。
危拓,男,1988年出生,2011年毕业于天津大学化学工程与工艺专业,本科,助理工程师,目前从事加氢工艺技术研究。
1674-1099 (2015)04-0039-04
TE624
A
