降低烘丝出口水分标准偏差探讨
2015-06-24史小涛等
史小涛等

摘要:在烘丝过程中,热风温度不稳定会导致出口水分波动。为了解决此问题,设计了烘丝机热风温度快速跟踪功能软件,实际使用表明,该软件有效地解决了热风温度不稳定和出口水分波动问题。改进后,A牌号出口水分标准偏差从0.148降低至0.133;B牌号出口水分标准偏差从0.146降低至0.132,保障了产品质量。
关键词:烘丝机;热风温度;水分标准;快速跟踪功能软件;出口水分波动 文献标识码:A
中图分类号:TS452 文章编号:1009-2374(2015)25-0066-02 DOI:10.13535/j.cnki.11-4406/n.2015.25.033
1 现状调查
在烘丝过程中,热风温度的波动会导致出口水分不稳定。经统计,2014年1~3月份烘丝工序A牌号热风温度标准偏差为1.167,出口水分标准偏差为0.148;B牌号热风温度标准偏差为1.175,出口水分标准偏差为0.146。从统计数据可以看出热风温度标准偏差较大。
2 原因分析
2.1 SH313C管板式烘丝机排潮和热风流量控制系统存在线性和非线性区域
烘丝工序中,烟丝流量、来料水分、筒温、热风温度等参数的综合设置至关重要,如果烘丝工序工艺参数设置合理,烘丝机排潮比例阀开度在线性区域(在25%~85%范围)时,烘丝机容易实现稳定控制,快速跟踪。如果参数设置不科学,烘丝机排潮比例阀开度在非线性区域(在0%~25%范围)时,烘丝机不容易实现稳定控制。
烘丝机水分控制主要是两个方面:(1)筒温;(2)热风和排潮风量。对烘丝水分进行精确控制的是三个比例阀:(1)热风温度控制比例阀(按冷热风不同比例进入加热器及冷风道,从而调节热风温度);(2)热风流量比例阀(控制进入烘丝机内部热风的流量);(3)排潮比例阀(从烘丝机内部抽走潮气,调节烘丝水分)。热风流量调节比例阀和排潮比例阀采用同步联动控制模式。PLC接收烘丝机出口水分仪信号,与设定值进行比较后,发送控制信号对热风流量调节比例阀和排潮比例阀进行同步联动控制,达到对出口水分进行PID闭环控制。
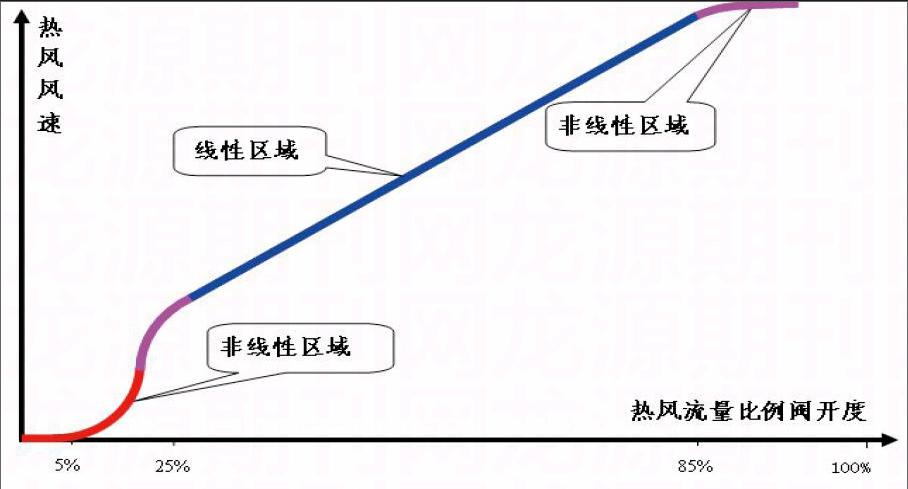
测试表明,SH313C管板式烘丝机排潮控制系统和热风流量控制系统存在线性和非线性区域(见图1、图2),烘丝机排潮比例阀和热风流量比例阀开度在线性区域(在25%~85%范围)时,烘丝机稳定性好,容易实现对水分和热风温度稳定控制,快速跟踪功能。
当排潮比例阀开度在非线性区域(在0%~25%范围)时,烘丝机的稳定性差,排潮比例阀开度在0%~5%范围变化时,风速几乎为零,对出口水分控制作用非常微弱。当排潮比例阀开度在5%~10%范围变化时,对出口水分控制作用较为缓慢。
当排潮比例阀开度在15%~25%范围变化时,对出口水分的控制作用剧增,排潮比例阀开度微小变化,就会使出口水分出现剧烈的变化。同样,SH313C管板式烘丝机热风流量控制系统也存在非线性区域,测试表明,烘丝机排潮比例阀从85%降至25%时(由于采用同步联动控制,热风流量比例阀开度也同时从85%降至25%),热风流量比例阀开度的变化,对热风温度造成的扰动量为0.3℃(热风温度下降0.3℃),扰动率为0.5%。
当烘丝机排潮比例阀开度为50%时,热风温度设定值从100℃降至90℃后,热风温度控制回路只需4分钟就能够达到设定值,而且很稳定。
测试表明,烘丝机排潮比例阀从25%降至5%时(由于采用同步联动控制,热风流量比例阀开度也同时从25%降至5%),热风流量比例阀开度的变化,对热风温度造成的扰动量为19.3℃(热风温度下降19.3℃)。扰动率为96.5%,当烘丝机排潮比例阀开度从50%降至11%后,热风温度控制回路需要26分钟才达到设定值,而且非常不稳定。
2.2 A、B牌号烘丝过程中排潮比例阀开度工作在非线性区域
A、B牌号在烘丝工序中,烘丝排潮比例阀开度在5.6%~13.5%非线性区域,导致热风温度不稳定,影响了烘丝后烟丝水分的控制精度。统计2014年2月份数据,A、B牌号烘丝机排潮比例阀平均开度为10.1%。
2.3 热风温度的波动导致出口水分不稳定性加剧
通过现场试验,当热风温度波动时,出口水分不稳定性明显加剧;当热风温度平稳时,出口水分稳定性提高,烘丝出口水分标准偏差明显降低。因此,解决热风温度波动问题,就能够降低出口水分标准偏差。
3 改进烘丝机热风温度控制原理
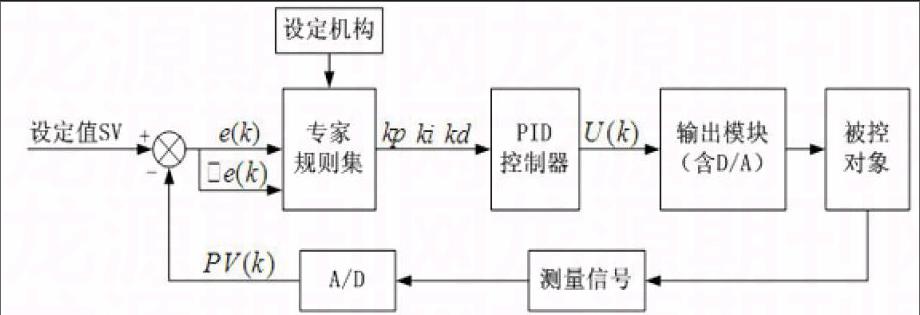
热风温度快速跟踪功能控制软件分别采用智能PID控制技术、变参数PID控制方法,常规的PID调节器具有结构简单、易于实现等特点,但是对于非线性的复杂系统,采用常规的PID控制器较难获得良好的控制效果,智能PID控制是在常规PID算法的基础上,引入专家规则集及操作者的经验值,它不依赖于系统的数学模型,对系统参数变化不敏感,具有较强的鲁棒性和抗干扰能力,智能PID控制器的核心为知识库的建立。烘丝排潮比例阀、热风流量比例阀开度在5.6%~13.5%非线性区域,常规的PID调节器不易使热风温度稳定,影响了烘丝后烟丝水分的控制精度,为了解决此问题,利于操作者收集的经验数据,采用智能PID控制方法,就能够缩小热风流量比例阀门的调节幅度和调节频次,从而减少热风流量对热风温度的扰动,减少了热风温度波动,降低了出口水分标准偏差。
SH313C管板式烘丝机热风温度具有大滞后的特性,容易出现超调的问题,一旦出现超调现象,就会产生震荡,必然延长了调节时间,热风温度的稳定性大幅度下降,为了解决此问题,采用智能PID控制方法,就能够减少热风温度比例阀门的超调量,从而减少了热风温度波动,降低了出口水分标准偏差,烘丝机热风温度智能PID控制原理参见图3所示:
热风温度PID控制参数如果设定过大,虽然跟踪速度加快,但是不稳定性增加;热风温度PID控制参数如果设定过小,虽然稳定性增加,但是跟踪速度太慢。用一组事先整定的PID参数实施控制,难以达到很好的控制效果,尤其当对象参数变化超过一定的范围时,系统性能会明显变差,甚至超出许可范围,为了解决此问题,采用变参数PID控制方法,当热风温度偏差≤设定值2时,采用PID参数1,当热风温度偏差≥设定值1时,采用PID参数3,当热风温度偏差在设定值1和设定值2之间时,采用PID参数2,从而既保障热风温度的稳定性,又保障热风温度的快速跟踪性,减少了热风温度波动,降低了出口水分标准偏差,烘丝机热风温度变参数PID控制原理参见图4所示:
4 使用效果
新增控制软件在烘丝机应用后统计2014年9~11月份数据:A牌号热风温度标准偏差由1.167降低到0.661,口水分标准偏差从0.148%降低至0.133%;B牌号热风温度标准偏差由1.175降低到0.622,出口水分标准偏差从0.146%降低至0.132%,效果明显。
5 结语
该项软件技术在烘丝机应用后,能够有效解决热风温度不稳定造成SH313C管板式烘丝机出口水分波动问题,降低了烘丝出口水分标准偏差,有效保障了产品
质量。
(责任编辑:黄银芳)
