消除制丝烘丝机出口烟丝水分波动
2022-06-29尹萍刘有聪冯敬雯闵超黄和荣
尹萍 刘有聪 冯敬雯 闵超 黄和荣




摘 要:烘丝是卷烟厂制丝车间生产的一项重要工艺,其主要作用是保证烘丝机出口烟丝达到符合卷烟工艺要求的含水量,提改变烟丝物理性能。本文详细分析了我厂冷凝水系统存在的问题,并围绕如何控制蒸汽冷凝水含量开展了一系列改造措施,成功解决了制丝车间烘丝水分异常的问题。
关键词:烘丝机;烟丝带水;蒸汽疏水阀;改造
一、现状分析
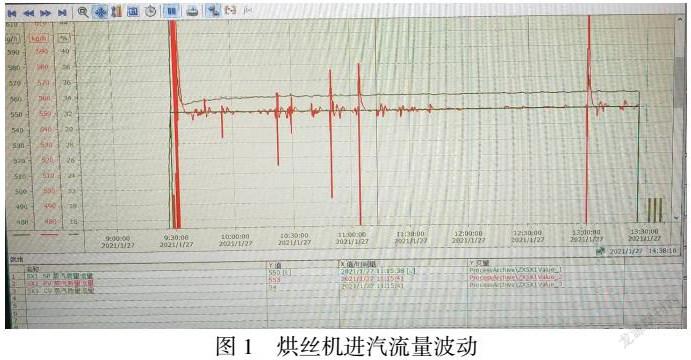
烘丝工序是制丝生产流程中的一个重要工序,烘后烟丝水分的稳定性卷烟质量的重要指标之一,红烟易地技改项目自2020年12月正式投入生产以来,制丝车间烘丝机出口烟丝水分频繁出现异常波动,含水量最高达20%,烘丝机出口烟丝工艺质量标准为13.5%-14%(±0.5%)。该问题导致制丝线多次停车查修,严重影响了制丝车间的带料调试乃至整个新工厂设备调试的进度。(图1为2021年1月制丝C线烘丝机进汽流量波动)
二、原因分析
三、制丝目前配备5台烘丝机,A、B、C三条线烘丝机蒸汽入口各安装有一套蒸汽流量计,并通过蒸汽流量大小实时反馈调节进汽开度。运行时蒸汽流量设定值为500kg/h,生产工况下(蒸汽温度130-150℃)水的比容远远小于蒸汽的比容,在蒸汽带水时,蒸汽流量计测出的体积流量受到干扰,测量值要远小于实际值,于是反馈调节自动增大进汽开度,进入烘丝机的蒸汽流量突然增大。大量高温蒸汽进入烘丝机后烟丝水分降低,进汽开度又大幅减小,蒸汽流量小于需求值500kg/h,热量不足够加热烘丝机内的烟丝,导致烘丝机内烟丝水分高于工艺标准值。于是,项目攻关小组以蒸汽为源头,梳理制丝热力站分汽缸至烘丝机蒸汽和冷凝水系统,直至冷凝水回收到锅炉一整个闭环流程,确定了以下三个导致制丝烘丝机蒸汽带水的原因。
1.蒸汽管网铺设长度长,在管网尾部易产生冷凝水
制丝热力站分汽缸到制丝C线用汽点管道长度约500m左右,管道长,热损失大,在蒸汽管道尾部位置就产生了冷凝水。而制丝C线用汽点恰好位于蒸汽管网主管的尾部位置,烘丝机蒸汽主管、烘丝机蒸汽管道、气流烘丝机蒸汽管道、膨丝机蒸汽管道都未设置自动疏水阀,而是设计了一个尾部机械阀排放冷凝水,但因冷凝水量过多、机械阀操作不便,冷凝水积聚管道尾部这一情况并未得到很好的改善。
2.用汽输送管道布局不合理
制丝用汽管道原先是从蒸汽主管下端直接连接到用汽设备上,由于锅炉间断运行和蒸汽管网铺设长度长的原因,蒸汽主管尾部积聚的冷凝水就顺势随着蒸汽从管道输送到了膨丝机和烘丝机内,导致了烘丝机内部烟丝水分高于工艺质量标准。
3.制丝用汽点蒸汽疏水阀选型不合理
制丝烘丝机蒸汽疏水阀型号为浮球式FT14-10,当蒸汽压力高于10bar时,蒸汽压力大于冷凝水给浮球的浮力,浮球主阀完全关闭。联合工房蓄热器减压阀设定减压压力为10bar,输送至制丝用汽点压力在9bar左右,但因用汽量波动,蓄热器减压阀时常出现稳不住压力失效的情况,减压阀出口压力在8bar-13bar之间波动,导致制丝用汽点压力不稳定。当蒸汽压力升高大于10bar,制丝浮球式疏水阀内蒸汽压力高过冷凝水给浮球的压力,浮球阀疏水功能失效,冷凝水随着饱和蒸汽一起进入用汽点,造成进汽流量计收到干扰,无法正常控制烘丝机进汽流量,严重影响了烘丝机设备的正常运行。
三、解决措施
项目小组成员集思广益,全面分析问题的源头,对症下药,一是分别在烘丝机蒸汽主管、烘丝机蒸汽管道、气流烘丝机蒸汽管道、膨丝机管道分别加装疏水阀;二是对烘丝机原有蒸汽进汽管道布局进行改造,解决设计缺陷;三是从烘丝机冷凝水疏水阀选型入手,更换疏水阀型号。多措并举,严格控制烘丝机进口蒸汽管道冷凝水含量,从而控制烘丝机蒸汽进汽流量,最终达到改善烘丝机出口烟丝水分波动的目的。
1.加装蒸汽疏水阀组
本项目问题的源头主要是饱和蒸汽远距离输送过程中的压力损失,管路、弯头、阀门等管路损失产生的冷凝水。为了及时排出管道冷凝水,避免蒸汽進制丝用汽点时蒸汽带水,如图所示,此次项目改造在烘丝机蒸汽主管、烘丝机蒸汽管道、气流烘丝机蒸汽管道、膨丝机蒸汽管道段分别加装蒸汽疏水阀对蒸汽输送管道冷凝水进行疏水。经过选型计算,最终确定蒸汽疏水阀型号为全不锈钢倒吊桶DN20 2011 IS2LF,共四组。
2.烘丝机进汽管道焊接上翻弯头
烘丝机进汽管道原先是从蒸汽主管直接连接到用汽设备上,冷凝水容易顺着管道直接进入用汽点,经过改造后在烘丝机进汽管道入口处焊接上翻弯头。饱和蒸汽从蒸汽主管进入烘丝机进汽管道时大部分冷凝水受到弯头阻拦,在弯头处无法跟随蒸汽一起进入烘丝用汽点,此处存积的冷凝水再通过疏水阀组回收到冷凝水主管,有效地降低了烘丝机进汽含水量。
3.烘丝机蒸汽疏水阀合理选型
为了解决由于供汽压力不稳定导致烘丝机蒸汽疏水阀工作失效的问题,项目根据供汽压力波动情况将烘丝机原有的浮球式FT14-10疏水阀更换为浮球式FT14-14,△Pmax 14bar,使用压力范围为0.01-1.4MPa,制丝热力站供汽压力最高达1.3MPa,更换疏水阀型号后保证了烘丝机疏水阀在供汽压力波动情况下也能正常工作,顺利排出冷凝水。
四、实施效果
项目措施实施后解决了烘丝机进汽带水的问题,进汽流量稳定控制在500kg/h左右,确保了蒸汽品质和冷凝水正常排放,烘丝机正常稳定运行,筒壁能快速有效达到工艺要求的温度,有效解决了烘丝水分不合格的问题,烘丝水分合格率达到100%。(图4和图5分别为项目改造后进汽流量和烘丝水分实时曲线)
参考文献:
[1]李仲仿,陆姝春.浅谈烘丝机冷凝水排放系统改造[J].企业技术开发.2012.
[2]许龙.减小烘丝机出口烟丝水分瞬间波动幅值[J].企业技术开发.2011.
[3]上海沪工阀门厂.蒸汽疏水阀选型及蒸汽管道疏水量的计算[J].企业技术开发.2010.
