选粉机安装技术
2015-06-24李洪川
李洪川
(四川省工业设备安装公司, 四川成都 610014)
选粉机安装技术
李洪川
(四川省工业设备安装公司, 四川成都 610014)
在EZZM69.4+4新型立式辊磨机(简称“立磨”)的安装过程中,选粉机是立磨的重要设备,其结构复杂、部件重量重、工况环境恶劣、安装难度大、操作空间狭小。选粉机安装质量是立磨的产品粒度和产量是否满足设计要求的重要保证,通过先进的技术保障和优良的安装质量保证该立磨一次投产成功,并避免了选粉机下轴承在设备正式运转中发生烧毁的质量事故的风险。
选粉机; 下轴承; 安装技术
1 选粉机概况
1.1 立磨的工作原理
立磨是应用料床粉磨原理来粉磨物料的机械。
1.2 物料在立磨中的粉磨流程
物料通过喂料装置经喂料溜槽落到磨盘中央,物料在离心力的作用下向外运动,先通过辅辊对物料进行脱气并形成料床,料床上的物料受到主磨辊的碾压粉磨,粉碎后的物料从磨盘的边缘溢出,被来自喷口环高速向上的热气流带起并烘干。根据物料粒度的不同,小颗粒物料被气流带到上方选粉机内,粗粉经分离后返回到磨盘,重新粉磨,形成物料的内循环;细粉则随气流经选粉机出磨,在袋收尘装置中收集下来,成为产品。没有被热气流带起进入选粉机的粗颗粒物料,一部分被风直接吹回磨盘,另一部分则在重力作用下落到回料箱内,在刮料装置的推刮作用下进入回料重锤阀后,再通过皮带运输机、斗式提升机提升至磨头的分格轮锁风喂料装置,再经过分格轮锁风喂料装置下侧的喂料溜槽重新进入磨机,再次粉磨,即形成物料的外循环。物料经过几十次循环粉磨后才能磨细成规定粒度的产品。
1.3 选粉机的工作原理
选粉机在选粉过程中,由导向的静叶片在笼形转子旋转时形成了回转的涡流,使选粉区形成自上而下的多层水平旋流,该旋流速度均衡稳定,在旋流中颗粒受到的惯性离心力与气流向心力平衡,平面旋流不断将细颗粒和粗颗粒分隔开来,细粉随气流上升,粗颗粒则随重力下降达到选粉的目的。
1.4 选粉机技术参数
选粉机的技术参数见表1。
1.5 选粉机安装的技术难点
选粉机结构复杂(图1)。选粉机加结构件总重达105.298 t,笼形转子加传动部重量达24.095 t。工作环境恶劣:工况环境粉尘最小粒度达3.5μm,环境温度200 ℃~220 ℃,安装位置狭小,单体部件重量大,安装高度高。
2 选粉机壳体安装
2.1 选粉机壳体的组成及安装工艺流程
选粉机壳体由上壳体、中间法兰、下壳体、中心锥、两侧
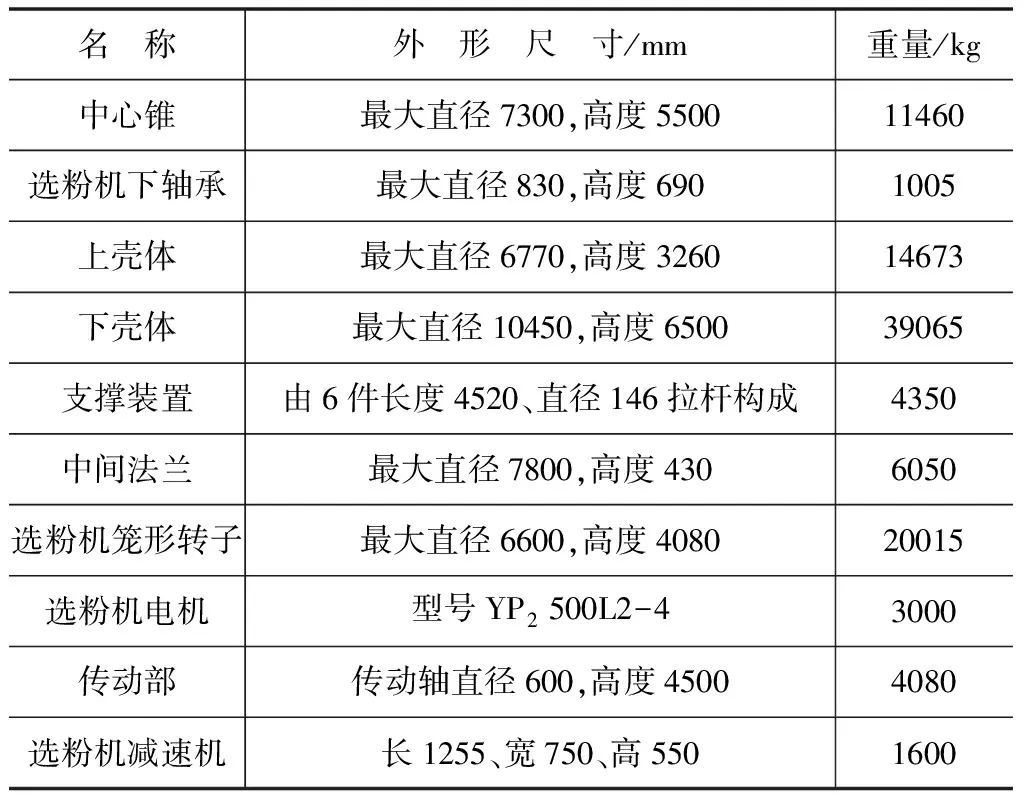
表1 选粉机技术参数
下料溜槽等组成。
安装工艺流程为:下壳体现场组对→中心锥临时就位→选粉机下轴承座与支撑装置临时就位双方并正式连接→下壳体就位→中间法兰就位→笼形转子临时就位→上壳体就位→检查验收。
2.2 选粉机壳体的安装工艺
(1)下壳体由两件经加固处理的部件组成,在现场进行的组对,焊接完成后对焊缝及完全熔透组合焊缝尺寸允许偏差质量要求见表2。焊缝要求均为连续焊缝,不允许漏气。待焊接完成后,下壳体形成一个整体方可拆除壳体上的加固装置。焊缝外观质量标准见表3中的三级标准。
(2)下壳体地面组对时,可进行中心锥的临时就位。因为中心锥与选粉机的支撑装置干涉,必须是待选粉机转子调整好后,才可进行中心锥的固定。中心锥是通过沿圆周方向焊接在壳体上的16根支撑管固定,支撑管下部需焊接在壳体上,上部焊接到中心锥上。
(3)把选粉机下壳体放置到立磨机身上的法兰上,调整下壳体的中心与立磨中心重合,误差不大于±1 mm。通过扁钢紧贴立磨下壳体下部外侧进行焊接,焊缝的焊角高度为15 mm。
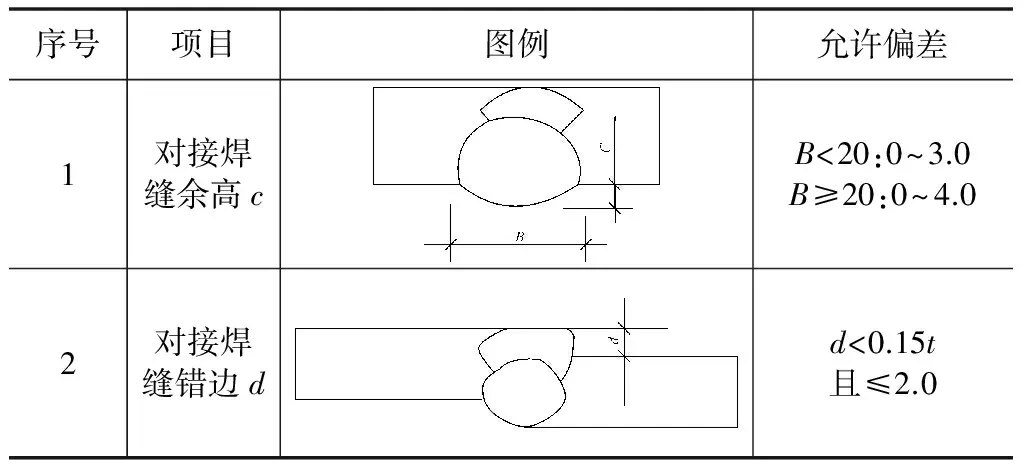
序号项目图例允许偏差1对接焊缝余高cB<20:0~3.0B≥20:0~4.02对接焊缝错边dd<0.15t且≤2.0
(4)当下壳体与机身焊接好后,选粉机下轴承座临时就位,6根支撑装置临时就位时必须穿过中心锥,穿过后与选粉机下轴承座正式连接,待选粉机传动装置调整好后再固定中心锥。
(5)中间法兰地面组对焊接的技术要求同表2、表3。在吊装中间法兰到下壳体上部前,应把选粉机笼形转子先吊入壳体内临时固定,再把中间法兰与下壳体进行组对焊接,然后装上各挡尘环段,挡尘环段的调整要等选粉机笼形转子安装后进行。
(6)将上壳体吊装到中间法兰上,按图纸设计要求在法兰面涂抹密封胶、安装密封圈,调整上壳体出料口的方向,调整好后,再通过螺栓把上壳体下法兰把合在中间法兰上。
(7)上述工序安装完成后,通知监理或甲方代表验收,并填写质量验收记录,履行签字手续。

表3 焊缝外观质量标准
3 选粉机安装
3.1 选粉机的组成及安装工艺流程
选粉机主要由减速机、电机、传动部、笼形转子、支撑装置和静叶片及辅助调整装置等组成(图1)。
安装工艺流程为:支撑装置临时就位→笼形转子临时就位→传动部就位、找平找正→减速机、电机就位、找平找正→传动装置安装→支撑装置安装→检查验收
3.2 选粉机的安装工艺
(1)将传动部吊入选粉机上壳体(图2)

图2 传动部、减速机和电机安装
(2)通过调整支撑环板上的调整螺栓(图2),调整传动部的上下位置、以及使用千斤顶或调整螺栓调整传动部的水平位置,使传动部的中心与磨机中心重合,误差不大于±1 mm。在上轴承上端法兰面使用精度为0.02 mm的框式水平仪,调整传动部的水平度不大于0.10 mm。装配笼形转子,笼形转子上下端均为法兰连接,相对应的法兰每组有3个定位销,均为工厂制造时配钻,由于其他工序干涉,配钻时的标记不易找到,一定要按照标记的方向就位组对,按技术要求紧固连接螺栓。检查转子的中心与磨机中心是否重合,误差不大于±1 mm。并检查转子密封板与挡尘环的侧隙为15 mm,顶隙为10 mm,否则应通过调整螺栓调整转子的垂直高度,或者通过腰孔来调整挡尘环的垂直高度,以保证密封板与挡尘环上部的密封间隙为10 mm。
(3)待传动部安装完毕后,装配下轴承座、安装下支撑装置(图3)。下轴承座通过与笼形转子的下端法兰连接。连接完成后通过调整6件支撑装置的水平度、长度,使下轴承的中心与磨机中心重合,误差不大于±1 mm,水平度不大于0.10 mm。调整完成检验合格后,把6件支撑装置焊接在壳体上,用左、右旋螺帽备紧,采取放松措施
(4)当所有环节调整好后,在现场把图2所示环(一)的下端面焊接在选粉机上壳体上,上端面焊接在支撑环板上,焊接完成后,拆卸掉调整螺栓。
(5)选粉机旋转部分安装完毕,经复测合格后,进行联轴器、减速器及电动机的安装。安装时通过电机支座上的调整螺栓对电动机和减速器的轴心线重合度进行调整,确保重合度不大于0.1mm。调整好后,把图2所示环(二)焊接在电机支座的四周,将电机位置固定。

图3 下轴承座、下支撑安装
(6)当选粉机安装完成后,进行静叶片的调整。首先通过标尺的止口靠在待调叶片上,然后通过扳手旋转静叶片保持架,从而使叶片带动标尺旋转,当标尺的另一侧靠在保持架钢管上,即完成了该叶片角度的调整,然后按顺序依次调整好各叶片角度。对调整好的各静叶片应通过力矩扳手拧紧双螺母。
(7)当静叶片调整找正完成后,进行刻度板安装。刻度板找正时,指针必须先安装在各个轴上的方形轴端,此时指针所指位置即为零位;然后再将刻度板的0位置对准指针,刻度板找正完成后,将刻度板用强力胶水粘上;然后再重复以上步骤将所有刻度板粘上。
(8)上述工序安装完成后,通知监理或甲方代表验收,并填写质量验收记录,履行签字手续。
4 结束语
该台立磨安装过程中,我们严格按照设备的技术标准和有关规范的要求,结合自身的类似安装经验,在规定的工期内,优质、高效地完成了安装、配合调试任务,立磨运行一次投料成功,为公司赢得了良好的声誉。通过这次立磨安装,让我深深的认识到,钻研施工技术,全面掌握、了解设备的安装的技术要求,严把安装质量关,做好工程安装过程的软件资料,既提高了公司自身的知名度,也提高了公司自身的市场竞争力。
[1] 樊兆馥.机械设备安装工程手册[M]. 北京:冶金工业出版社,2007.
TH182
B
[定稿日期]2015-01-23
