汽车车身用冲压钢板成形性能研究
2015-06-21董瑞峰内蒙古工业大学
文/董瑞峰·内蒙古工业大学
汽车车身用冲压钢板成形性能研究
文/董瑞峰·内蒙古工业大学

董瑞峰,工学博士,教授级高工,主要从事先进高强钢板的组织性能研究与产品开发,发表学术论文20余篇,申请或授权发明专利12项,获得省部级科技进步奖3项,重大企业科技进步奖16项,先后被评为内蒙古自治区“新世纪321人才”第二层次人才,内蒙古自治区深入生产第一线突出贡献科技人员,内蒙古自治区第八届青年科技奖等荣誉称号。
汽车工业在国民经济的发展中占有非常重要的地位,汽车工业的发展不仅带动了经济的发展,而且也推动了科学技术的进步。汽车制造所需钢板一般都要求具有较好的冲压成形能力,主要包括汽车车身用钢、车轮用钢、车架及大梁用钢等。随着近年来对低碳环保、节能减排的重视程度不断增加,汽车逐渐向轻量化发展,对汽车用薄板钢材的力学性能和成形性能提出了越来越高的要求,因此开发高强度深冲压级钢板成为了科研人员的主要研究方向。以下内容主要为作者及课题组对汽车车身制造用钢板的组织、性能的研究成果。
汽车车身用冲压钢板
汽车覆盖件轮廓线尺寸大、形状复杂,零件成形过程复杂,受冲压工艺参数、模具结构、材料性能等因素影响程度大,在零件成形过程中易产生缺陷,冲压合格率和成材率较低。而汽车车身用冲压钢板在整个汽车制造用钢中用量最大,以轿车为例,钢材用量最大的是薄钢板,冲压成形的零件数量高达500~600件,发达国家约50%以上的薄板生产量用于汽车工业,因此,研究车身用钢板组织和性能特点,提高零件的冲压合格率,为汽车制造企业和钢材供应企业提供理论分析依据具有重要意义。以用量最大的汽车车身内板,常用牌号DC04深冲用钢为例举例说明。
微观组织
由于该类钢主要用于复杂零件的冲压,所以其成分以超低碳为主,典型成分质量分数为C0.003%,Si0.004%,Mn0.14%,P0.009%,S0.006%,Al0.026%,Ti0.053%,其余为Fe,微观组织以饼形铁素体为主,伴有微量的渗碳体,如图1所示。
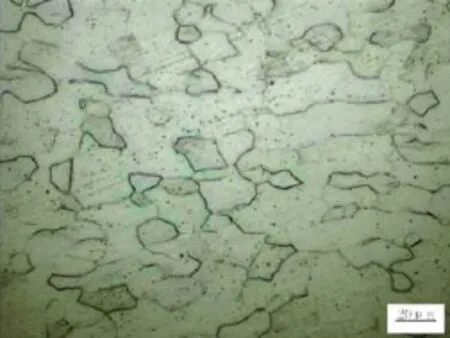
图1 DC04深冲用钢板金相照片
宏观织构
当金属材料发生塑性变形时,不仅晶粒会发生变化,而且金属内部的组织也会发生变形,即形成变形织构。原来为任意取向的各个晶粒就会逐渐趋于某一方向,这种现象叫做晶粒的择优取向,而具有择优取向的组织就形成形变织构。对于深冲压用钢而言,{111}织构越强,材料的冲压性能越好。图2为厚度1.0mm的DC04钢板ψ2=45°的三维取向分布函数表示法(ODF)截图。由图可见,试样的{111}面织构密度最高,有部分{100}织构存在,说明该试样具有良好的冲压成形性能。

图2 ψ2=45°的三维取向分布函数表示法(ODF)截图
成形极限图
刚性凸模胀形试验也被称为成形极限图(FLD)试验,是冷轧深冲板成形性能最简单、最直观的评定和判断方法,也是最有效的解决冷轧深冲板冲压问题的工具。
通过用刚性模具对冷轧深冲板DC04施加外力,直至其破裂,然后分析其断裂位置附近的变形情况,进而分析板材的应变极限。通过应变极限的分析绘制成形极限图,如图3所示。图中红色线代表危险线,绿色线代表安全线。如果对实际生产过程进行模拟时测得的冷轧深冲板的应变极限点处于绿色安全线以下的安全区,就代表板料不会发生破裂;反之,若极限应变点处于红色线以上的危险区就代表冷轧深冲板已经破裂;若极限应变点处于红色线和绿色线之间的临界区,则冷轧深冲板处于即将破裂的临界范围内。根据检测的成形极限图,设计人员就可以对冲压模具设计参数进行校核和优化,从而保证材料的冲压合格率最佳化。
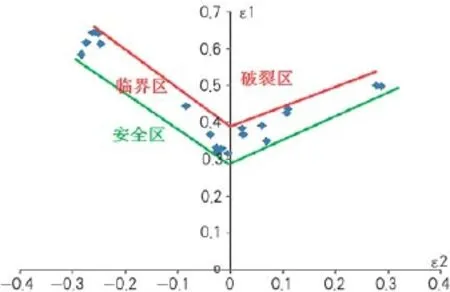
图3 成形极限图
拉伸性能
汽车车身用钢板为冷轧退火钢,钢板经冷轧后进行再结晶退火,使拉伸变形后的纤维组织完成回复、再结晶及晶粒长大三个过程,以彻底消除冷变形造成的残余应力。经过退火后的钢带由于内应力释放使板形出现波浪,且拉伸曲线有明显的屈服平台现象,不利于冲压成形,因此需要增加0.8%~3.0%延伸率的平整工艺,使材料拉伸曲线的屈服平台完全消除,如图4所示。只有拉伸曲线具有连续屈服延伸现象的钢板才能有良好的冲压成形性能。
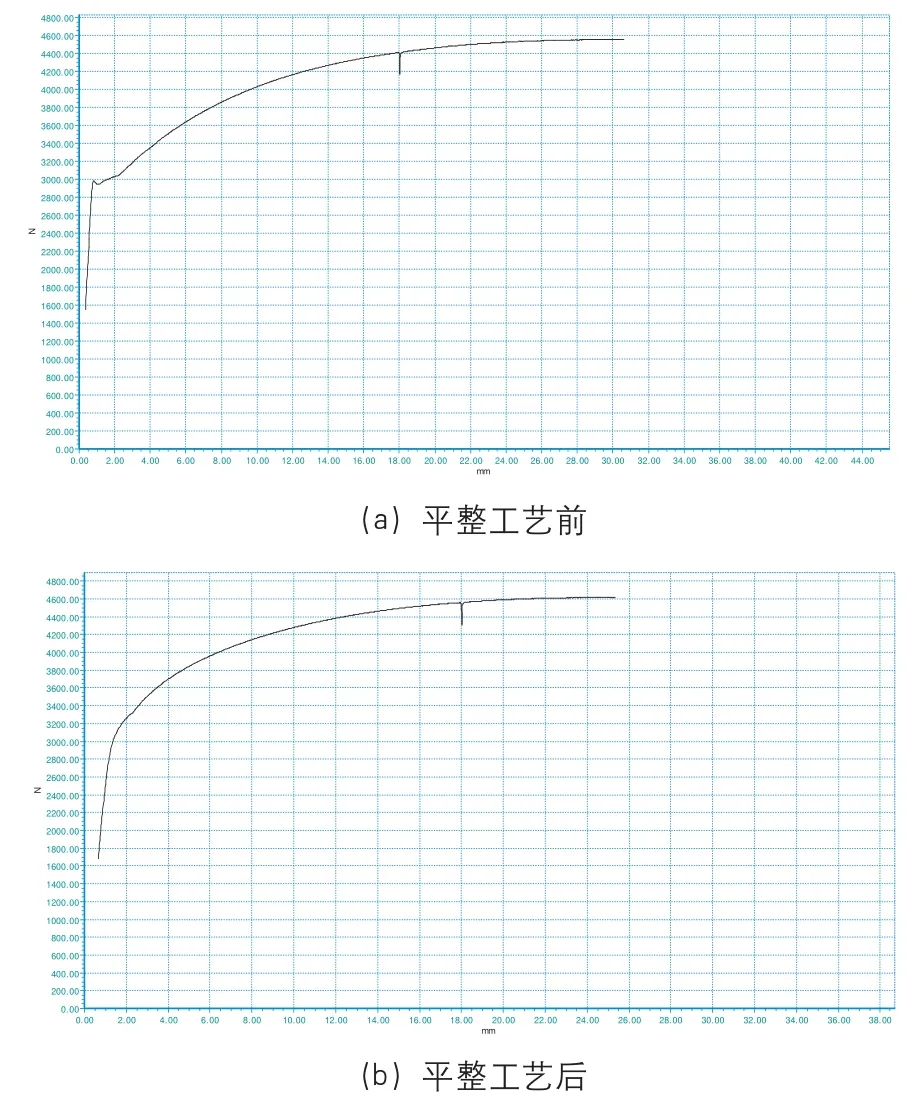
图4 冲压用钢板平整工艺前、后单向拉伸曲线示意图
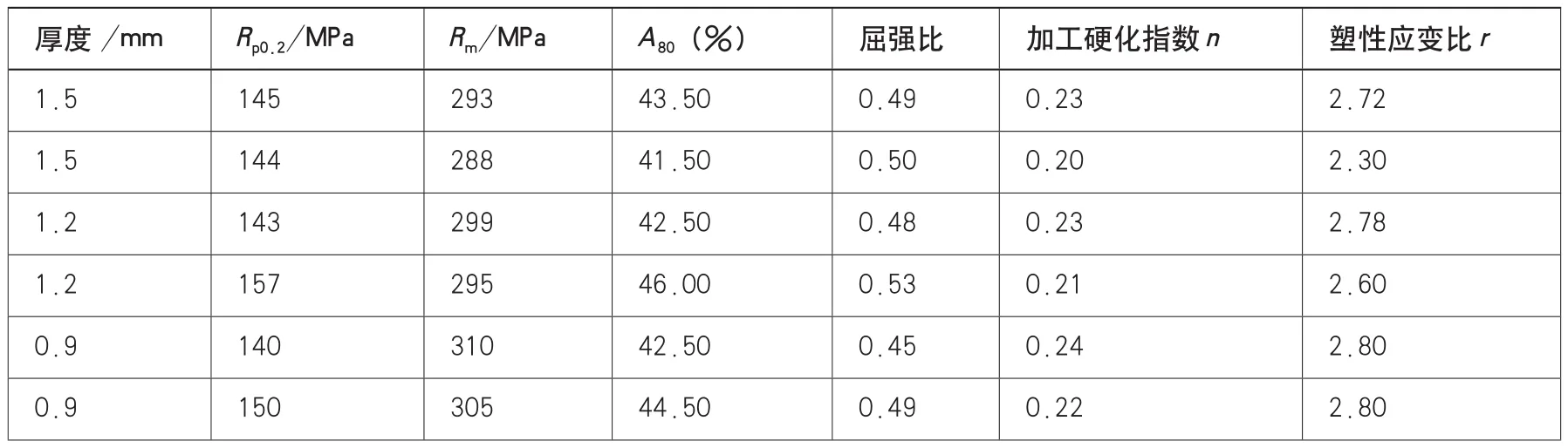
表1 DC04钢板不同厚度规格典型力学性能
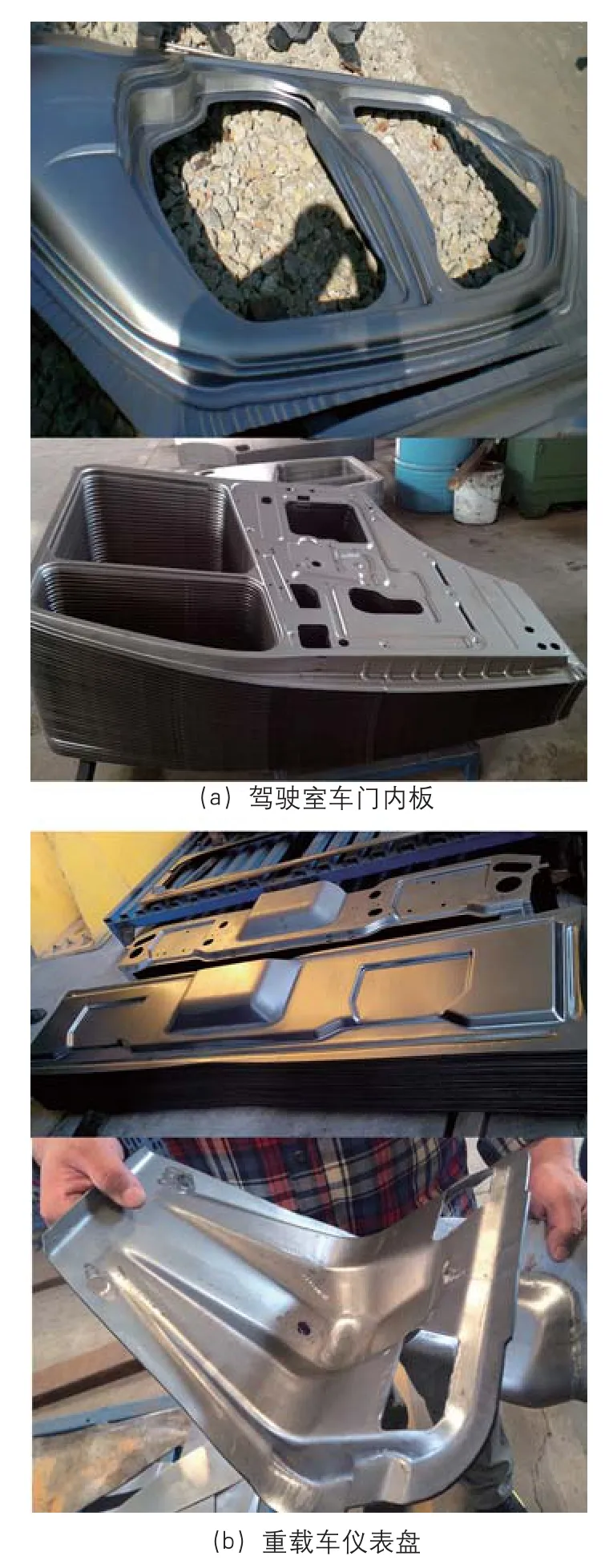
图5 汽车车身内板典型零件实物照片
表1为DC04深冲用钢板不同厚度规格典型拉伸性能。由表可见,DC04钢板屈服强度Rp0.2一般控制在140~160MPa之间,抗拉强度Rm控制在270~320MPa之间,延伸率A80控制在41%以上,屈强比偏低均在0.55以下,加工硬化指数n值控制在0.2~0.25之间,塑性应变比r值控制在2.2~2.8之间。低的屈强比、高的n值和r值保证了材料良好的冲压性能。
材料的应用
DC04深冲级冷轧板制作的汽车车身内板各处典型零件实物照片,如图5所示。由图可见,所制作的各类零件形状复杂,尺寸大、用途广泛,所以要求钢板原料必须具有良好的成形性能才能保证一次冲压合格率提高,从而简化冲压工艺及模具设计。
结束语
总体来说,汽车车身用冲压钢板以冷轧退火钢板为主,大多数零件的制作原料以DC01~DC04牌号的钢板为主,部分零件由于冲压形状非常复杂、难度大,需要超深冲用钢如DC05、DC06等牌号。为满足车身各类零件形状特点及冲压性能要求,这些钢板的微观组织为饼形铁素体晶粒,宏观面织构以{111}织构为主;单向拉伸曲线无屈服平台,钢板的加工硬化指数n值在0.2~0.25之间,塑性应变比r值在0.23~0.28之间。为了便于技术人员合理设计冲压模具和冲压工艺参数,应对材料在实验室进行刚性胀模试验,获得成形极限图,用于校核模具设计参数,从而可以有效提高零件的冲压合格率和成材率。
