基于大冷量斯特林制冷机的LNG加气站BOG再液化回收技术
2015-06-15张宁徐雅沈惬张冲邵斌孙大明
张宁徐雅沈惬张冲邵斌孙大明
(1浙江大学制冷与低温研究所,浙江 杭州310027;2浙江大学常州工业技术研究院,江苏 常州213000;3浙江大学化工机械研究所,浙江 杭州310027;4江苏克劳特低温技术有限公司,江苏 常州213000)
引 言
液化天然气 (LNG)是一种优质的清洁能源,它的主要成分为甲烷,其燃烧热值高,对环境污染轻微。随着提高环境质量的呼声越来越高,LNG日益受到人们的重视,目前已广泛地应用于居民生活、汽车燃料、发电及其他的各种工业应用领域中[1-3]。
近年来,汽车工业面临着世界能源问题和环境保护问题的严峻挑战,LNG作为汽车燃料已经被世界许多国家重视和推广,与汽油、柴油以及压缩天然气相比,LNG具有环保性、经济性和安全性等优点,LNG汽车已经成为天然气汽车行业新的发展趋势。为了满足LNG汽车的加气需求,LNG加气站的数量日益增多,与传统的CNG加气站相比,LNG加气站的建设不受管网的束缚和限制,而且具有占地面积较小、安全性能高的特点,所以LNG加气站具有较大的发展空间和优势[4]。
但是LNG在生产、储运过程中的蒸发气(BOG)损耗巨大,BOG的回收利用是及其重要的。目前,大型LNG接收站BOG处理工艺主要有以下4种[5-9]:①BOG直接压缩工艺;②BOG再冷凝液化工艺;③BOG间接热交换再液化工艺;④蓄冷式再液化工艺。但是这些BOG回收工艺只适用于大型的接收站和储备库,对于小型的LNG加气站,尚没有应用成熟、使用广泛的回收工艺。这将导致LNG加气站的BOG大量损耗,造成巨大的经济浪费,以单站日加气量8t的LNG加气站为例,BOG月经济损失达4×104CNY,全国2000座LNG加气站,一年经济损失将高达9.6×108CNY。同时,如果BOG直接放空燃烧,还将造成严重的资源浪费和环境污染。因此为了保证LNG加气站的节能环保和安全运行,必须明确BOG产生的原因,并确定合理的BOG气体处理工艺。
本文采用大冷量斯特林制冷机的BOG再液化回收技术,以期解决传统回收方式对天然气管网和CNG(压缩天然气)站的依赖,实现液化天然气储运过程中的 “零排放”,并探讨了单级整体式斯特林制冷机的制冷能力以及BOG的液化量,以满足我国小型LNG站BOG回收过程对冷量的需求。
1 基于斯特林制冷机的BOG再液化回收方式及比较
根据现有资料,LNG加气站的BOG一般都是直接放空燃烧,不做回收利用,浪费和污染巨大。有的学者根据广州LNG加气站的实际情况,提出了如下两种回收方案[10-11]。
方案一,将BOG就近回收到加气站附近的民用燃气管网,如图1所示,LNG产生的BOG经管路汇集接到空温式气化器,加热到常温后,再经过BOG调压、BOG计量、加臭,最后送入民用燃气管网。
方案二,在加气站自身有CNG储气设施的情况下,将BOG回收到高压气罐 (瓶组)中,作为CNG的补充装置,如图2所示,LNG产生的BOG经管路汇集接到空温式气化器,加热到常温后,经过调压,送入BOG高压压缩机,增压到25MPa,成为CNG加气站的气源。
这两种回收方式都是将BOG复温后增压输入到民用管网或者作为CNG气源,回收系统的建立必须以民用管网和CNG气站作为依靠,使用范围受到限制,无法广泛应用于LNG加气站。

图1 BOG回收方式一Fig.1 The first recovery method of BOG

图2 BOG回收方式二Fig.2 The second recovery method of BOG
本课题组 (公司)依据自身的专业背景和技术储备,提出了第3种回收方案,即一种基于大冷量斯特林制冷机提供冷源,实现BOG再液化回收技术,技术原理如图3所示,LNG加气站的BOG气体经管路汇集后进入BOG液化装置,再液化为LNG,最后通过自身重力或者低温泵送回LNG储罐,实现BOG的回收利用。

图3 BOG回收方式三Fig.3 The third recovery method of BOG
以2013年广东惠州石油分公司LNG/L-CNG加气站为例,对比分析上述3种回收方案的优劣。单站LNG储罐为60m3,每月加气量约240t,BOG总损耗为5.16t,经济损失3×104CNY。其中,考虑LNG泵池、LCNG高压柱塞泵手工排气、密封件慢性渗漏等不可回收量,BOG实际可回收率约70%,折合LNG为每月2.70t;同时考虑LNG槽车卸液结束后仍需保留0.2MPa压力不可回收,按50%回收率、每月13车次计算,可回收LNG为0.65t。总计,LNG单站每月可回收量为3.35t,可回收效益月为2×104CNY。分别采用上述3种回收方式,对比分析如表1所示。
通过上述对比可以发现,BOG回收方案一最简单经济,但是受制约也最大,LNG加气站附近必须有城市燃气管网,而且还需要和燃气公司沟通合作。回收方案二投资成本高,高压压缩机功耗大,而且必须是LNG/CNG混合加气站才能使用。这两种方案设计,LNG加气站都不能独立使用,使用范围的限制必然影响这两种BOG回收方案的应用和推广。而采用大冷量斯特林制冷机的BOG再液化回收方案三,虽然一次性设备投资高,但是回收效益更高。由于对比方案中BOG回收量为每月3.35t,远没有达到单模块每月设计回收量8t,所以投资回收周期较长,达到35月,但是仍远高于一次性投资成本相同的方案二,而且月经济效益也略高于方案一。当BOG再液化回收模块满负荷工作时,月经济效益将成倍数增加,只需要17个月即可回收投资成本,即回收方案三*,而且作为一个独立的回收模块,使用和推广不受地域和环境的限制,占地较小,安全可靠,安装方便,可以根据LNG加气站的需求,灵活安装,对气站改造较小,安装周期短。

表1 回收方案对比分析Table 1 Analysis of BOG recovery method
如图4所示,为应用斯特林制冷机模块实现LNG储罐BOG再液化回收的3种方式。图4(a)所示为过冷方式,通过低温泵将LNG储罐内液体抽吸到斯特林制冷机内过冷,然后喷淋到LNG储罐的上部,将BOG气体重新冷凝。图4(b)所示为重力回流方式,LNG储罐的BOG气体在制冷机内部冷凝后,通过重力回流到储罐。图4(c)所示为泵送回流方式,LNG储罐的BOG气体在制冷机内部冷凝后,在冷凝储罐内汇集,最后通过低温泵泵送 (或者自增压方式)回LNG储罐 (即方案三和方案三*的安装方式)。这3种回收方式各有优势,都是通过斯特林制冷机产生的冷量来弥补LNG储罐从环境吸收的热量,实现LNG储运中的 “零排放”。
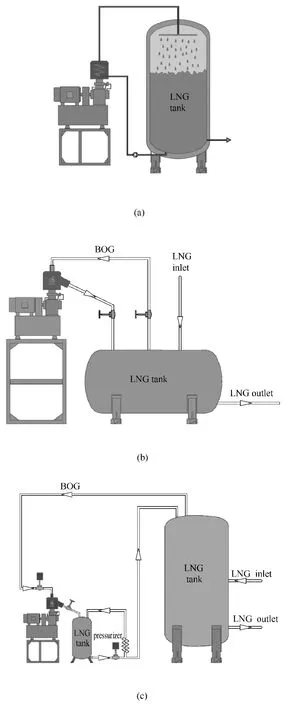
图4 LNG储罐BOG回收方式Fig.4 BOG recovery method of LNG storage tank
2 大冷量斯特林制冷机制冷性能与BOG再液化能力
BOG再液化的冷量由斯特林制冷机[12-15]提供。斯特林制冷机以氦气或氢气为工质,在封闭系统中应用回热原理实现气体制冷循环以获得低温和冷量的机械[16-17],单级单台制冷机在173~77K温区内提供kW级的冷量,满足BOG再液化所需要的冷量。图5所示为课题组开发的新型斯特林制冷机。系统主要包括驱动模块、制冷模块以及附属装置。附属装置主要包括闭式冷却水系统、控制系统和高真空泵机组。制冷模块主要包括回热器、室温端换热器、冷端换热器、压缩腔和膨胀腔,制冷机构的主要尺寸由Sage软件设计完成[18-20]。

图5 大冷量斯特林制冷机Fig.5 High power Stirling cryocooler
图6所示为斯特林制冷机在充气压力为1.4 MPa时的降温曲线,在该工况下获得77K所需的时间为2.26min,获得110K仅需1.85min,制冷机最低制冷温度可以达35.7K,且冷端温度稳定性好,温度波动范围在±0.3K以内。在77K时,可以提供1kW的冷量;在110K时,可以提供约2.0kW的冷量,满足小型LNG储备和运输过程中的冷量需求。
斯特林制冷机通过管壳式[21]冷端换热器为BOG气体提供冷量,制冷机冷量Q和冷头壁面温度Tw的性能曲线拟合式为

在一定的冷凝压力下,纯质蒸汽的冷凝温度Tsat可以确定。因此,如果冷端换热器的换热性能不佳,则换热温差ΔT=Tsat-Tw就会增大,导致制冷机冷头壁面温度Tw下降,进而使得冷量Q的输出下降。

图6 斯特林制冷机降温曲线Fig.6 Cooling curve of Stirling cryocooler
根据传热基本方程

式中,U为总传热系数,A为传热面积,ΔT为传热温差。且U=1/Rt,Rt为总热阻。
在管壳式冷端换热器中,蒸气在竖直壁面发生层流冷凝,采用Nusselt公式[22]计算冷凝传热系数α

式中,g为重力加速度,LH为冷凝潜热,λl为液体热导率,ρl为液体密度,ηl为液体黏度,l为竖壁长度,Ts为蒸气饱和温度,Tw为壁面温度。则冷凝换热热阻

管壁传热热阻[23]

式中,λ为固体热导率,do、di分别为管外径和管内径。
总换热热阻

管壁热阻与冷凝热阻之比设为w

制冷机对1MPa以内压力的BOG再液化性能计算结果见图7所示,产液量m随着压力上升逐步升高,传热温差ΔT也随着压力的上升稳步增加。与此同时,冷凝传热系数α也随着压力的上升而缓慢下降,下降速度趋缓。w表明管壁导热热阻为冷凝热阻的10%~15%,判断冷凝热阻为换热主要热阻。总体性能上,制冷机的BOG再液化量折算为每月≥8t。

图7 BOG回收液化能力Fig.7 Cooling capacity of BOG recovery
3 结 论
本文探讨了LNG加气站中BOG的产生和回收问题,通过经济性和实用性对比分析,指出了基于大冷量斯特林制冷机的BOG再液化回收技术具有更高的经济效益,投资回收周期短。提供冷量的单级整体式斯特林制冷机的制冷量达到1kW@77K和2kW@110K,每月BOG再液化能力≥8t,满足了我国小型LNG站BOG回收过程对冷量的需求。而且作为一个独立的BOG再液化回收模块,可以根据LNG加气站的需求,灵活安装,对气站改造较小,安装周期短,使用和推广不受地域和环境的限制,占地较小,安全可靠,可以完美地解决LNG储运过程中的资源浪费和安全环保问题。
符 号 说 明
A——传热面积,m2
di——管内径,m
do——管外径,m
G——重力加速度,m·s-2
LH——冷凝潜热,kJ·kg-1
l——竖壁长度,m
Q——制冷机冷量,W
Rcon——冷凝换热热阻,K·m-2·W-1
Rt——总热阻,K·m-2·W-1
Ts——蒸汽饱和温度,K
Tsat——冷凝温度,K
Tw——冷头壁面温度,K
ΔT——换热温差,K
U——总传热系数,W·m-2·K-1
w——热阻之比
α——传热系数,W·m-2·K-1
ηl——液态黏度,Pa·s
λ——固体热导率,W·m-1·K-1
λl——流体热导率,W·m-1·K-1
ρl——液态密度,kg·m-3
[1] Gu Anzhong (顾 安忠).Liquefied Natural Gas Technology(液化天然气技术)[M].Beijing:Machinery Industry Press,2004:3-15.
[2] Gu Anzhong (顾安忠).Handbook of Liquefied Natural Gas Technology(液化天然气技术手册)[M].Beijing:Machinery Industry Press,2010.
[3] Hu Jie (胡 杰),Li Zhenyu (李振 宇),Huang Gesheng(黄格省).Opportunity analysis and development advices on accelerating utilizing natural gas in low carbon age for China[J].ChemicalIndustryandEngineeringProgress(化工进展),2013,32 (10):2267-2273.
[4] Wen Yonggang(温永刚),Chen Yunwen (陈运文),Fan Shuanshi(樊栓狮).Development of LNG vehicles technology and its prospect of popularization and application [J].ChemicalEngineeringofOil&Gas(石油与天然气工业),2013,42 (3):257-260.
[5] Li Bing (李 兵 ),Cheng Xiangjun (程 香 军 ),Chen Gongjian (陈功剑).Optimization of BOG treatment process in LNG terminal[J].OilandGasTreatingandProcess(油气加工),2012,30 (5):27-30.
[6] Yang Xiaodong (杨 晓 东),Gu Anzhong (顾 安 忠).Recovery of boil off gas generated from the storage transportation and production of LNG [J].Vacuum&Cryogenics(真空与低温),2000,6 (4):191-194.
[7] Wang Xiaoshang (王小 尚),Liu Jingjun (刘景俊),Li Yuxing (李 玉 星 ).A case study of processing and optimization of BOG gas treatment in an LNG terminal in Qingdao [J].NatureGasIndustry(天然气工业),2014,34 (4):125-130.
[8] Yang Zhiguo (杨志国),Li Yajun (李亚军).Optimization of boil-off gas recondensation process in LNG receiving terminal[J].CIESCJournal(化 工 学 报 ),2009,60(11):2876-2881.
[9] Li Yajun (李亚军),Chen Meng (陈蒙).Simulation-based optimization and analysis of BOG multi-stage compression and recondensation process at LNG receiving terminal[J].CIESCJournal(化工学报),2013,64 (3):986-992.
[10] Chen Ziru(陈子如),Xia Yunfeng(夏云峰),Yao Sansan(姚三三).Discussion on the feasibility of BOG recycling of LNG/LCNG station [J].PetroleumProductsApplication Research(石油商技),2014,(5):84-89.
[11] Feng Boyuan(冯伯媛),Feng Xueyuan(冯雪源),Qu Ping(曲 平 ).Recycling of BOG in combined LNG and CNG vehicle filling station [J].Gas&Heat(煤 气 与 热 力 ),2013,33 (11):13-14.
[12] Radebaugh R.Status and recent trends in cryocooler research//International Conference of Cryogenics & Refrigeration(ICCR)[C].ShangHai,2008:11-22.
[13] Walker G.Stirling Engines [M].Oxford:Clarendon Press,1980.
[14] Radebaugh R.Cryocoolers:the state of the art and recent developments[J].JournalofPhysics:CondensedMatter,2009,21 (16):164219.
[15] Chen Guobang (陈国邦).Advanced Cryogenic Refrigeration Techniques(最新低温制冷技术)[M].Beijing:Machinery Industry Press,2003.
[16] Walker G.Cryocoolers [M].New York:Plenum Press,1983.
[17] Gromoll B,Huber N,Dietrich M,etal.Development of 25 K pulse tube refrigerator for future HTS-series products in power engineering//Cryogenic Engineering Conference (CEC22)[C].Keystone,Colorado,USA,2006:643-652.
[18] Xu Y,Cai Y C,Sun D M,etal.Study on a High-Power Stirling Cryocooler [M].Boulder:ICC Press,2014:163-168.
[19] Cai Y C,Xu Y,Sun D M,etal.Numerical Simulation of a High Power Stirling Cryocooler [M].Boulder:ICC Press,2014:177-183
[20] Sun D M,Dietrich M,Thummes G.Investigation on Highpower Stirling-type pulse tube coolers for cooling HTS Motors [J].IEEETrans.onAppliedSuperconductivity,2012,22 (3):4703704.
[21] Shi Meizhong (史 美 中),Wang Zhongzheng (王 中 铮).Principle and Design of Heat Transfer Device(热交换器原理与设计)[M].Nanjing:Southeast University Press,2014.
[22] Nusselt W.Surface condensation of water vapour [J].ZeitschriftDesVereinesDeutscherIngenieure,1916,(60):541-546.
[23] Yang Shiming (杨 世 铭),Tao Wenquan (陶 文 铨).Heat Transfer(传热学)[M].Beijing:Higher Education Press,1998.
