浅谈大开孔嵌入式补强在催化裂化中的应用
2015-06-11党亚茹张满航
党亚茹 张满航
摘 要:开孔补强是压力容器制造中的常见结构,本文对压力容器制造中常见的补强方法进行总结,并通过实例介绍了嵌入式补强的应用及组焊工艺。
关键词:压力容器;开孔补强;嵌入式补强
在压力容器的设计中,由于结构的要求,常常要在容器上开孔和连接接管。开孔的结果,不但会削弱容器的强度,而且在开孔的附近会造成很高的局部应力。加上制造材料的材质和制造方面的缺陷等综合因素的影響,失效往往开始于开孔的边缘处,往往成为容器破坏的一个重要原因,必须引起十分重视。因此,针对大开孔且开孔接管上常作用有较大的集中载荷时,需要进行合理的补强,才能保证其在生产中正常安全的使用。
1 补强的结构形式
1.1 补强圈补强。补强材料一般和壳体相同,补强圈与壳体很好的贴和,所有焊缝必须紧密焊接,为便于焊后检验压缩空气试漏,在补强圈上应开小孔并攻丝(M10)。
1.2 整体锻件补强。此种结构补强金属集中于开孔应力最大的部位,应力集中系数最小。焊缝均为对接焊,并使焊缝及其热影响区离开最大应力区的位置。故抗疲劳性能好,若采用密集补强形式,又加大了过度圆角半径,应力集中系数更小,但锻件补强需机械加工量大、成本高、制作难度大。
1.3 厚壁接管补强。厚壁接管补强是一种非常好的补强方法,它以工程造价低、便于施工及适用范围广等优点,得到了广泛应用。然而厚壁管补强也有一定的局限性,即当厚壁管的厚度达到壳体厚度的1.75倍且仍然不能满足补强要求时,如果还是采用增加厚壁管厚度的方法,则对开孔补强的作用不大,此时需要采用增加壳体厚度和厚壁管厚度的补强方法。
2 厚壁接管补强应用及组焊工艺选用
2.1 某石化公司总承包的150万吨/年催化裂解制乙烯装置中的再生器便使用了此种补强型式,如图2.1所示。
采用此种补强形式在保证补强要求的同时大大节约了成本,也避免了锻件采购周期长的缺点。由于此台再生器采用的是密集式嵌入补强,因此,选取补强板的组焊工艺就成了新的问题。
2.2 方案论证
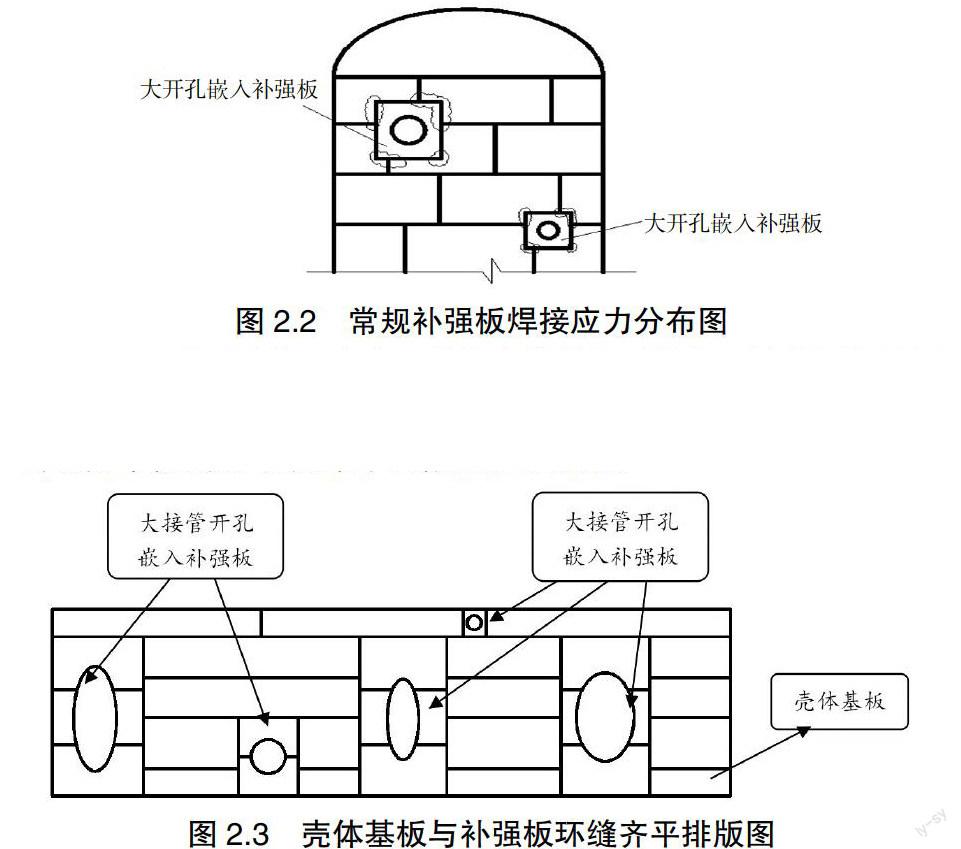
2.2.1 常规施工方案。①设备筒体基板分片卷制成筒节,采用正装法组对、焊接;②嵌入补强板单独下料,卷制成型后与大接管进行组焊;③将组焊成整体的补强板与接管进行热处理,消除角焊缝处焊接应力;④设备筒体整体成型后,在壳体补强板处划线、开孔,将补强板与接管整体嵌入壳体。经论证,此种施工方法不够合理,首先,材料利用率低。由于此装置中再生器多达13块嵌入补强板,且最大补强板尺寸为5800×4400mm,最小补强板尺寸为1440×1277mm,若采用常规方法,其材料利用率最多为80%,浪费过大。其次,现场安装施工难度大。再生器中N5管口处补强板与接管整体重近40t,其开孔标高位于EL.28973处,待设备筒体整体组焊完成后开孔组对补强板与接管难度过大,必须有大型吊车配合,施工人员也必须在高空作业。壳体上开孔若不合适,必须利用气割逐步调整。最后,焊接应力集中区过多。如图2.2所示,图中云线处均为焊接应力的集中点。
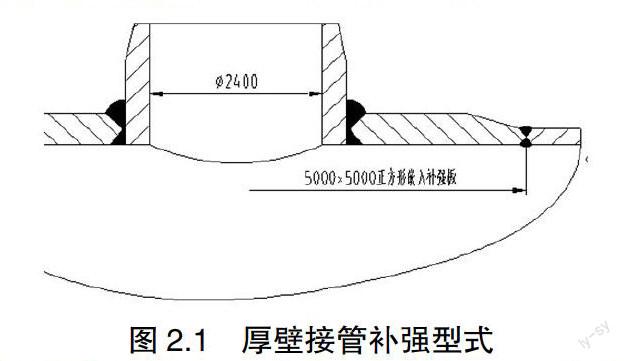
2.2.2 论证后施工方案。设备壳体排版时将嵌入补强板与基板整体考虑,在避免出现十字焊缝的前提下保证基板与补强板的环向焊缝齐平,以减少应力集中区,如图2.3所示。
2.2.2.1 壳体分片卷制。按照以往设备制造的工序,每带筒节须整体进行卷制,最后将每带筒体进行组焊,以保证整个设备的圆度及直线度要求。但由于目前国内制作水平的限制,无法完成薄厚板的同时卷制,对此我们进行分片卷制、分片组对的工序,分别成型后采用正装法进行组对焊接。
2.2.2.2 改进后施工方案存在的技术难点。①排版需精准。论证改进后方案对整个设备的排版要求极高,首先,排版需考虑大开孔补强板在整个设备壳体中所处的位置不能改变,由于补强板所处位置基板不进行预制,因此其尺寸必须精确。若是同一厚度的弧板进行对接,其下料尺寸可以控制,但此装置中的“两器”嵌入补强板与基板不等厚,所以在排版计算下料尺寸时就必须进行板厚处理,将其换算为同一厚度进行下料。②各处薄厚板坡口、削边的唯一性。由于此装置中再生器壳体处有大量开孔嵌入式补强,各处根据板厚的不同,其削边处理也不相同,再生器Φ12000mm段排版后就出现在大量不等厚弧板的对焊。此段各弧板的削边型式及坡口型式便具有唯一性。
坡口的唯一性体现在不同板厚之间坡口型式选取的不同,壳体基板与嵌入式补强板坡口型式选取。
削边型式的唯一性体现在80mm、86mm厚的嵌入式补强板。由于补强板尺寸过大,无法整体卷制,只能进行分片卷制,而在分片时为了避免十字焊缝,必须将补强板与基板错开,这就造成了同一块弧块的一侧出现两种不同的削边处理。
参考文献:
[1]GB150-2011.钢制压力容器[S].北京:中国标准出版社,2011.
[2]余国琮.化工容器及设备[M].北京:化学工业出版社,1980.
