S7-200 PLC在伺服电机位置控制中的应用*
2015-06-09董兵斌
董兵斌
(甘肃省机械科学研究院,甘肃兰州 730030)
S7-200 PLC在伺服电机位置控制中的应用*
董兵斌
(甘肃省机械科学研究院,甘肃兰州 730030)
为了探究在矿热炉加料设备中如何更方便、准确地实现位置控制,本设计探讨了基于西门子S7-200系列PLC226CN与森创TS6011A系列伺服驱动器之间的位置控制方法。通过介绍控制系统软硬件构成及其特点,详细论述了PLC系统、高速脉冲输出、EM253位置控制模块的应用,控制伺服电机拖动机械机构实现运动准确定位。
S7-200PLC;伺服系统;位置控制;高速计数器;EM253
0 引 言
为了满足工业快速发展和自动化水平的要求,可编程控制器(简称PLC)已普遍应用在工业控制场合。可编程控制器的功能结构区由CPU(中央处理器)、存储器和输入输出模块三部分组成。S7-200PLC属于西门子微型PLC,它同其他PLC一样,采用可编程序的存储器,在其内部执行逻辑运算、顺序运算、定时、计数和算术等运算,并通过数字、模拟的输入和输出,控制各种类型的机械运动[1]。
PLC具有抗干扰能力强、可靠性高、系统设计调试周期短、安装接线简单、I/O接口模块丰富、扩展能力强、应用广泛等优点[2]。本设计选用西门子 S7-200系列CPU226PLC和位控模块连接实现伺服电机的准确定位。
1 位控模块EM253
位控模块EM253是S7-200的特殊功能模块,它能够产生脉冲串,用于步进电机和伺服电机的速度和位置控制[3]。
1.1 EM253的硬件特征和配置
EM253提供了带有报警清除输入、正转静止信号输入、反转静止信号输入、脉冲静止信号输入、方向控制和报警输出等信号。STEP 7-MicroWIN提供了一个定位模块EM253配置的向导操作,可以帮助用户迅速完成配置操作,并将相关配置存储在PLC的变量内存V区内,以后更换位控模块时无需重新配置[4]。
定位模块EM253集成有5个数字量输入端子(STP,停止;RSP,参考点开关;ZP,零脉冲信号;LMT +,正向极限位置开关;LMT-,反向极限位置开关),6个数字量输出端子;DIS,禁用或启用电动机驱动器/放大器的开路漏极晶体管输出;CLR,清除伺服脉冲计数寄存器的开路漏极晶体管输出;P0和P1为控制电动机移动和移动方向的开路漏极晶体管脉冲输出; P0+、P0-和P1+、P1-为分别提供与P0和P1一样功能的差分脉冲输出)。
为了使模块能够控制电机移动和准确定位,必须通过位置控制向导(Position Control Wizard)为位控模块创建配置。通过创建配置主要选择用于 S7-200PLC的位置控制模式、输入定位模块的逻辑位置、输入系统的测量单位、编辑输入/输出端子配置、定义电动机速度、手动参数的置、加、减速度的时间参数设置等[5]。
1.2 位控模块EM253硬件电路
位控模块EM253通过伺服驱动器与伺服电机相连接构成开环控制系统[6]。根据设计要求在EM253输入端接入机械硬限位开关、急停开关、参考点开关等信号。位控模块EM253与森创TS6011A伺服驱动器连接控制电机实现准确定位的硬件电路图如图1。

图1 位控模块与伺服驱动器硬件电路
2 高速脉冲计数器
PLC有普通计数器和高速计数器,普通计数器的计数过程与扫描工作方式有关,CPU通过每个扫描周期读取一次被测信号的方法来捕捉被测信号的上升沿,适用于被测信号频率很低的情况,当被测信号频率较高时,普通计数器会丢失技术脉冲,因此要选用高速脉冲计数[7]。
在本设计中,利用高速计数器检测电机的转速,由编码器将电机转速转化为脉冲信号,再用高速计数器对转速脉冲信号进行计数,当高速计数器的当前值和预设值相等、计数方向改变或发生复位时,高速计数器提供中断,如图2所示。本设计中,选择高速计数器HSC2工作在模式2,控制字位地址为16#FC,正交计数速率为1倍速,计数方向控制为加计数。在使用高速计数器之前要对其进行初始化开启高速计数器,高速计数器初始化主要有以下步骤,初始化程序如下[8]:
(1)用初始化扫描存储器位SM0.1调用初始化操作子程序;
(2)按控制要求对高速计数器的控制字进行赋值。
(3)定义高速计数器类别和工作模式。
(4)设置高速计数器新当前值和新预设值。
(5)设置中断事件。
(6)执行全局中断允许指令。
(7)执行高速计数器指令。

图2 高速计数器初始化程序
3 系统程序设计
EM253向导生成11个功能各不相同的运动控制功能子程序,为了减少程序空间的占用,按照程序设计需求灵活选择位控模块子程序。POSx-CTRL用于自动转载模板已经配置的运动参数和轨迹,使能和初始化EM253位控模块,通过监控POSx-CTRL命令的输出可实时检测到电机运转的当前位置、当前速度、当前方向,如图3所示。
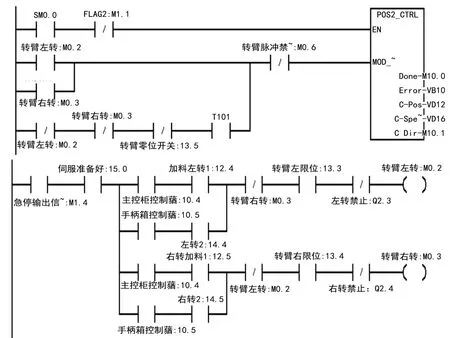
图3 伺服电机位置控制程序
在本设计中,使用SM0.0置位操作,保证在每个CPU扫描周期内均执行,使能位MOD-EN为高电平时,POS2-CTRL可以发送数据。VD12中存储电机运转的当前位置,VD16中存储电机运转的当前速度, M10.1中存储电机当前运转方向。电机运动的目标速度由脉冲频率来决定,目标位置由脉冲数目来决定,脉冲频率和脉冲数目在程序中人为写入。按工艺要求,电机的运转要求手动点动操作。电机运转操作可以实现两地控制,正转和反转进行互锁,电机的运转信号中串接机械限位信号、急停信号、私服准备好和脉冲静止信号。电机运转位置控制程序如下。
4 结 语
基于S7-200PLC和伺服系统的位置控制方法能够实现伺服电机准确定位,通过高速计数器能够准确对伺服驱动器发出的高速脉冲进行准确计数,实现运动开环控制。EM253定位模块能够实时监测电机当前位置、转速、转动方向等参数。通过本设计验证了伺服电机位置控制系统具有抗强磁场干扰、定位准确等优点,在矿热炉加料设备上得到了广泛的应用。
[1] 廖常初.PLC编程及应用[M].北京:机械工业出版社,2015.
[2] 王淑英.S7-200西门子PLC基础教程[M].北京:人民邮电出版社,2013.
[3] 龚仲华.S7-200/300/400PLC应用技术——提高篇[M].北京:人民邮电出版社,2008.
[4] 王 翔.S7-200PLC在数字伺服电机控制中的应用[J].自动化技术与应用,2006,26(6):50-53.
[5] 杨后川.西门子S7-200PLC应用100例[M].北京:电子工业出版社,2013.
[6] 西门子(中国)有限公司.深入浅出西门子S7-200PLC.北京航空航天大学出版社,2007.
[7] 胡佑德,马东升,张莉松.伺服系统原理与设计[M].北京:北京理工大学出版社,1999.
[8] 向晓汉.西门子S7-200PLC完全精通教程[M].北京:化学工业出版社,2012.
Application of S7-200 PLC in Position Control of the Servo Motor
DONG Bing-bin
(Gansu Academy of Mechanical Sciences,Lanzhou Gansu 730030,China)
In-arc furnace charging equipment,in order to explore how to realize more convenient and more accurate position control,the position control method based on Siemens S7-200 PLC226CN and TS6011A series servo system is expounded. Through introducing composition and characteristic of hardware and software of the control system,the PLC system are described in detail,the application of high-speed pulse output and the EM253 position control module,by controlling the servo motor drag mechanical institutions to realize accurate position control.
S7-200 PLC;servo system;position control;high-speed counter;EM253
TP271.4
A
1007-4414(2015)05-0190-02
10.16576/j.cnki.1007-4414.2015.05.070
2015-07-08
董兵斌(1988-),男,甘肃天水人,硕士,主要从事自动化控制系统的研究方面的工作。