两自由度可控检具检测定位机构的设计*
2015-06-09李萌浩
郭 兵,李萌浩,王 飞
(1.长城汽车股份有限公司技术中心河北省汽车工程技术研究中心,河北保定 071000; 2.河北天龙消防工程有限公司,河北保定 071000)
两自由度可控检具检测定位机构的设计*
郭 兵1,李萌浩1,王 飞2
(1.长城汽车股份有限公司技术中心河北省汽车工程技术研究中心,河北保定 071000; 2.河北天龙消防工程有限公司,河北保定 071000)
设计了一套高效可靠的具备两自由度控制的带有膨胀销的检具检测定位机构,该机构可分别绕X轴、Z轴在Y-Z平面、X-Y平面进行旋转浮动。利用圆柱螺旋压缩弹簧与钢珠的弹性配合及轴承控制其摆幅范围,结合膨胀销的工作原理,实现待检测工件的准确定位,可快速找到待检测工件的空间检测基准,有效地消除了工件检测时“空间基准线及基准点丢失”现象,提高了检具检测的检验精度及可靠性。且检具检测定位机构的校零过程方便易操作。
检具;两自由度;膨胀销;检测定位机构;检测基准
0 引 言
汽车类零部件产品生产制造过程中,其零部件焊接总成尺寸是否合格,一般采用专用检具对待测件进行检验。产品检测之前,首先将产品置于检具的定位机构上将其定位,但由于通常冲压件一致性不稳定,或产品在焊接过程中由于受热不均匀导致焊后工件存在焊接变形,致使工件在自动检具的工作台上无法安装到位[1-4]。影响严重的情况下,即使焊接件在检具的工作台上已固定,但是依据产品图纸要求,检测机构的检测基准面无法与被测工件表面进行贴合,以及检测机构无法找正与轴线重合的基准线,致使焊接件的整体检测失去检测基准,导致检具检测结果失效,影响焊接生产线生产效率。而在产品已实现量产的焊接生产线中,线体日生产量较高、任务较重,为解决实际生产过程中的问题,提高检具检测结果的可靠性及检测效率,笔者针对带有套管的焊接总成产品,设计了一套高效可靠的具备两自由度控制的带有膨胀销的检具检测定位机构。
1 结构组成与工作原理
该检具检测定位机构由三个机械模块构成。其中机械模块一是由L块1、底板2、螺杆3、连接板4、连接板17、轴承16与销及销套19构成;由气缸13、导向座12、轴承18、胀销(端盖5、撑胀块6、副销7)构成带胀销结构的浮动机构模块二;由气缸10、防护罩9、压头8通过连杆及压臂构成压紧机构模块三。组装时,模块一与模块二通过连接板17联接,模块三与模块二通过角座11进行联接,共同配合胀销实现检具检测机构的定位,如图1所示。
该机构工作时,机械模块一通过与其相联接的轴承的轴线为中心轴(Z轴),以弹簧及钢珠的摆幅为极限,在XY平面进行左右浮动。该机构的浮动极限可通过弹簧的伸缩量进行调整,即调整模块一左右两侧的螺杆来实现。另外,调整螺杆时可两侧等调或者单侧调整,具体调整内容根据实际情况确定。带胀销的浮动机构模块二通过其自身的轴承的轴线为中心轴(X轴),在YZ平面内进行浮动,同时Z方向通过调整螺杆对该机构的Z向摆幅进行限制。胀销通过自身副销沿其轴线通过气缸正向作用,当副销的锥面与撑胀块的斜面相接触且继续正向运动的同时,撑胀块开始沿主销的撑胀槽向外运动。当副销运动到死点时,胀销直径尺寸趋于最大值。待模块二中的带胀销浮动机构撑胀到位后,模块三的压紧机构协调作业,将工件沿膨胀销轴线压紧。

图1 检测定位机构的结构设计及原理图
待检具的检测定位机构需做校准时,可将各模块中的调整螺杆松开,同时将机械模块一中的校准销沿Z向插入销孔,机械模块二中的校准销沿Y向插入销孔,然后分别调整机械模块一与机械模块二中的调整螺杆,待调整螺杆恰好分别与各机械模块的接触面接触,此时该检测定位机构恢复校零位置。
2 生产应用
实际检测作业过程中,带有套管的摆臂焊接后,套管由于焊接变形导致套管断面呈“椭圆”形,同时,套管会向先焊接焊缝的一侧倾斜,致使用传统检测机构无法找到检测基准,基准丢失。
针对此情况,该摆臂检具采用具备两自由度控制的带有膨胀销的检具检测定位机构。将膨胀销插入检具需检测定位的基准孔,然后气缸带动副销工作,撑胀块沿主销径向运动,同时检测定位机构的模块一与模块二在两个自由度方向上自动调整,直到撑胀块最大限度地接触到套管的内侧,气缸继续作用,直至无法作业为止,其撑胀块应至少有2个与工件相接触。如果套管的焊接变形小,则4个滑块均会与工件相接触。即:膨胀销的撑胀块与工件接触的数量和套管的焊接变形量有关[5]。与此同时,工件被膨胀销膨胀固定,同时模块三中的气缸带动压头作业,使得压紧机构通过压头将工件压紧。如图2所示,工件很难被移动或旋转,消除了活动间隙,起到了将工件固定定位的作用,同时有效地消除了工件检测时“基准线及基准点丢失”现象,提高了摆臂焊接总成的检验精度及可靠性。
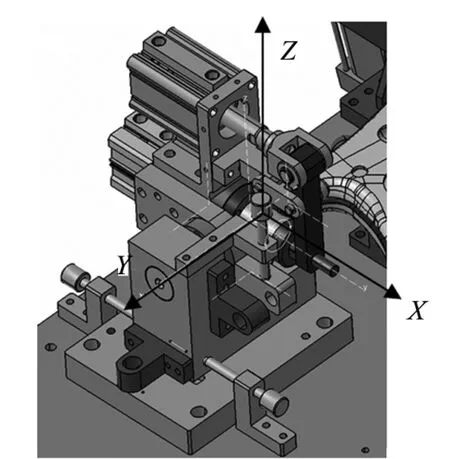
图2 检测定位机构工作图
3 结 论
(1)所设计开发的带有膨胀销的检测定位机构可同时沿X轴、Z轴旋转,具备两自由度控制功能。
(2)检测定位机构的膨胀销工作的同时,各机械模块协同作用,检测工件定位准确,可快速找到待测工件的空间检测基准,提高了检具检测的检验精度及可靠性。
(3)该检测定位机构的校零过程方便快捷,只需通过定期插销调整校零,机构校零效率高。
[1] 周忠民.机械检具应用的特点及精度保持措施[J].装备制造技术,2013(1):174-178.
[2] 刘乃亮.介绍一种测量空间尺寸的检具[J].机械工程师,2008 (5):101.
[3] 周 华,陆静易,邝志伟,等.孔组复合公差的检具结构设计[J].工具技术,2008,48(6):65-66.
[4] 储 军,陈 杰.车身小型冲压件检具设计的一般方法和步骤[J].工具技术,2004,38(2):55-57.
[5] 杜 磊.膨胀销在检具和夹具中的应用[J].模具技术,2010 (6):39-44.
Design for Checking and Positioning Mechanism of Controllable Jig with Two Degrees of Freedom
GUO Bing1,LI Meng-hao1,WANG Fei2
(1.R&D Center of Great Wall Motor Company,Automotive Engineering Technical Center of Hebei,Baoding Hebei 071000,China; 2.Hebei Dragon Fire Engineering Co.,Ltd,Baoding Hebei 071000,China)
This article has designed a highly efficient and reliable checking and positioning mechanism with expansion pins for controllable jig with two degrees of freedom,and this mechanism could rotate and float along the X axis,Z axis in the Y-Z plane and X-Y Plane separately.Using the elastic coordination of cylindrical spiral compression spring with steel ball and bearing control the swing range,and combing with the working principle of expansion pin,the accurate positioning of workpiece to be checked could be achieved,and the detection reference for the test workpiece can be quickly found,thus the" missing baseline and reference point"phenomenon in workpiece detecting is effectively eliminated,and the checking accuracy and reliability for the jig could also be improved.The zeroing process of the checking and positioning mechanism for jig is convenient and easy to operate.
jig;two degrees of freedom;expansion pin;checking and positioning mechanism;checking reference
TH122
A
1007-4414(2015)05-0112-02
10.16576/j.cnki.1007-4414.2015.05.038
2015-07-02
长城汽车徐水哈弗分公司底盘事业部三期25万产能项目(编号:TZL.105)
郭 兵(1986-),男,宁夏银川人,硕士,焊接工程师,主要从事于汽车底盘焊接生产线、焊接夹/检具的开发方面的工作。