在线添加动态混合器PLC控制系统设计
2015-06-09岳永旺
沈 波, 张 琦, 杨 博, 岳永旺
(中国纺织科学研究院 生物源纤维制造技术国家重点实验室, 北京 100025)
在线添加动态混合器PLC控制系统设计
沈 波, 张 琦, 杨 博, 岳永旺
(中国纺织科学研究院 生物源纤维制造技术国家重点实验室, 北京 100025)
基于可编程控制器(PLC)与MODBUS工业通信网络技术,为动态混合器设计了一套自动控制系统,该系统能够随着纺丝原料流量的变化动态地添加混合功能母粒。来自生产现场的被测信号通过MODBUS网络上传给PLC,根据动态混合器设备的工艺要求及控制算法,PLC计算出控制信号,并通过MODBUS网络发送给控制设备或调节器。该系统是整个纺丝工艺控制系统的一部分,可改变原有系统只能随时间按固定容量添加功能母粒的状况,实现功能母粒注入量随纺丝设备状态的变化而实时动态调整,保证注入比例实时恒定。该系统也能解决原先仪表控制系统的反应滞后问题。实际应用效果表明,纺丝工艺的质量及稳定性得到了明显提高。
可编程控制器; MODBUS; 动态混合器; 自动控制系统; 纺丝
在纺织加工工艺过程中,往往需要把多种不同原料及不同功能的添加剂进行混合反应,从而得到具有不同性能的化学纤维或纺丝产品[1]。以熔融纺丝工艺为例,在成纤聚合物原料中添加配制好的功能母粒,进行充分均匀搅拌与熔合,然后使用纺丝泵连续、定量而均匀地从喷丝头(或喷丝板)的毛细孔中挤出,而成为胶态细流,再在空气、水或特定的凝固浴中冷却、固化成为初生纤维的过程称作“纤维成型”,或称“纺丝”。纺丝是化学纤维生产过程中的核心工序,而添加剂的均匀性则是纺丝的重要指标,直接影响初生纤维和成品丝的质量[2-3]。
传统的功能母粒添加纺丝方式大都从进料口按比例添加入进料仓,经搅拌送入纺丝机[4-5]。这种方法只能保证单位容量内均匀,例如每桶料、每个料仓或每段料,而不是任意单位的料,且易产生自聚现象[6],易造成纺丝质量不均匀,甚至生成残次品。精确的混料过程应为根据准确的出料量,用注入计量泵实时、动态、连续、精确地加入添加剂,并充分有效地进行搅拌,使物料内各部分都保持均匀。为此,本文设计了一种基于PLC 的在线添加动态混合器的自动控制系统[7-8],该系统是整个纺丝工艺控制系统的一部分,可根据出料量要求范畴,按照原料进料量,采用无超调PID算法,动态实时地调节功能母粒添加量。实际生产证明,与传统控制系统相比,该控制系统有效提高了混合物的均匀连续度和混合比例准确度。
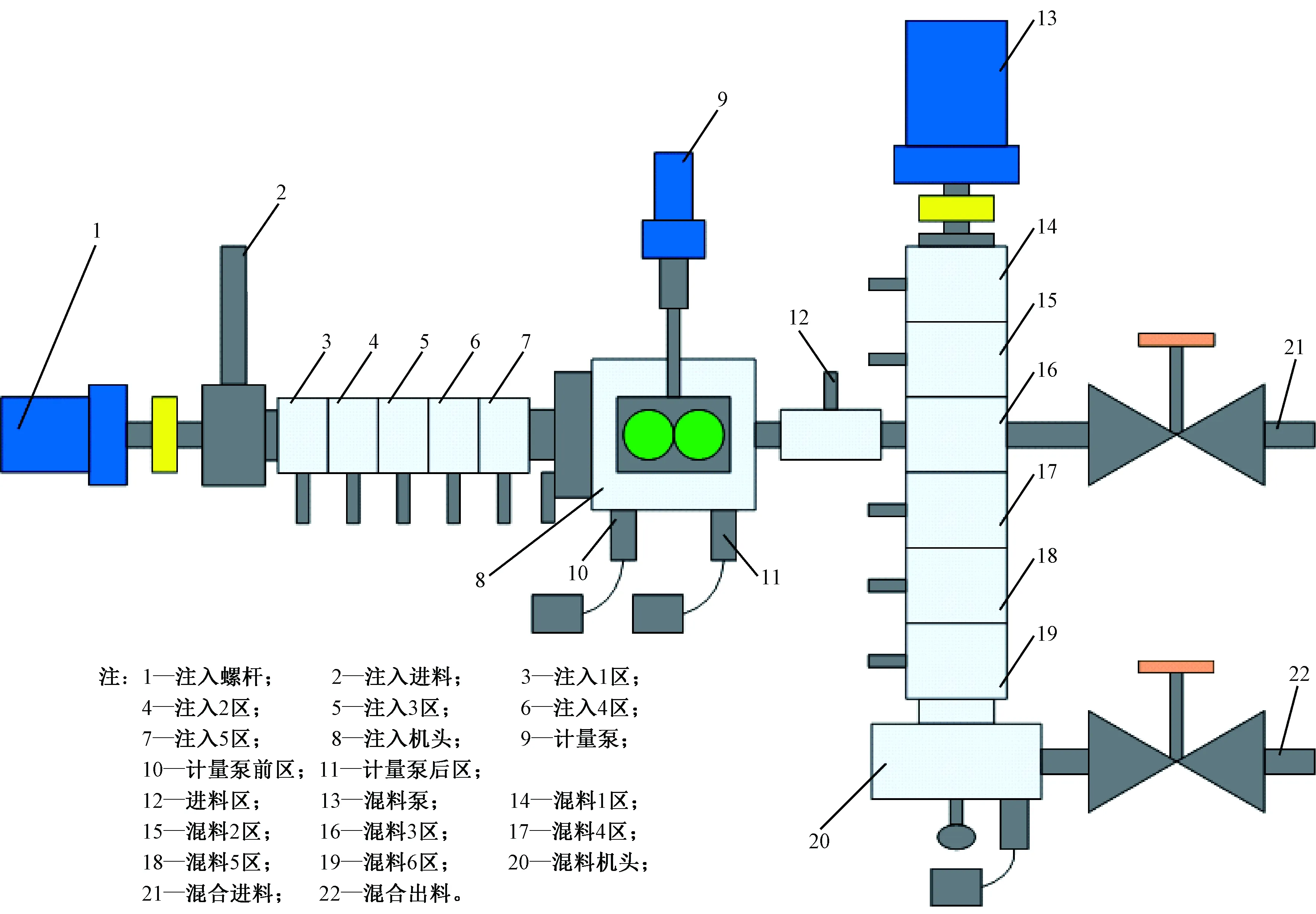
图1 在线添加动态混合器组态原理图Fig.1 Configuration of control system of dynamic mixer on line addition
1 PLC的在线添加动态混合器原理
1.1 系统构成
如要实现上述设计思想,就要从相应的设备配置入手。纺丝生产系统由纺丝系统和注入系统组成。切片纺丝时,纺丝系统由螺杆挤出机、熔体管路、纺丝计量泵组成。直接纺时,纺丝系统由增压泵、熔体管路、纺丝计量泵组成。
注入系统由动态混合器、注入螺杆、注入计量泵组成。动态混合器含有进料区和混料1~6区7个加热区,机头设机头压力、熔体温度、混合器拖动电动机。注入螺杆含有注入1~5区、机头温度显示、泵前压力、螺杆拖动电动机。注入计量泵含有计量泵加热区、泵后压力、计量泵电动机拖动。系统加装在纺丝计量泵前的熔体管路间如图1所示。
1.2 工作原理
切片纺丝时,由螺杆挤出机熔融推送物料,向纺丝计量泵输送充足、稳定的熔体。直接纺时,纺丝系统由增压泵推送熔体,向纺丝计量泵输送充足、稳定的物料,再由纺丝计量泵按一定转速均匀地从喷丝头(或喷丝板)的毛细孔中挤出,冷却后形成纤维。因此,只要采集到纺丝计量泵的频率和其开停状态就能得到准确的出料量。
注入系统中,主物料经螺杆挤出机或增压泵送入动态混合器进料口,添加剂经注入挤出机、注入计量泵进入动态混合器注入口。经动态混合器混合特殊结构的搅拌送入纺丝计量泵入口,通过变频器分别控制相应的电动机,拖动纺丝计量泵,实现对出料量的控制。注入螺杆输送功能母粒,注入1~5区对功能母粒进行加热并控制功能母粒的温度。纺丝计量泵与注入计量泵进行联锁控制,计量泵用于动态控制最终进入混合器的功能母粒量。功能母粒进入混合器之后与成纤聚合物原料进行充分搅拌混合,并融化成熔体,混合后的熔体从混合出料口输送到下一道工序。工艺人员确定混料比后,通过数据采集、工程计算,就能得出精准的注入量。
根据工艺要求设置各加热区的温度。打开进料阀,启动混合器。观察混料机头压力,如果数值开始增加,则将混合器频率设为适当的工艺值。启动注入计量泵,然后启动注入机。调节注入机手动输出,使注入机慢速运行。慢慢向注入机内加料,观察泵前压力。泵前压力升至设定值后,可将泵前压力控制仪表切换到自动。
2 在线添加动态混合器的系统设计
2.1 PLC控制原理
进料区和混料1~6区,注入螺杆含有注入1~5区,由测温铂电阻测得计量泵加热区的实际温度,送给相应仪表,并与上位机送来的给定比较、通过PID运算控制温控柜内的调功器输出使温度稳定在设定值上。实际温度超过报警温度时控制系统会自动切断加热电源。泵前压力信号送至泵前压力控制表上,与上位机送来的给定信号比较、经PID运算得出输出信号送至注入机变频器维持泵前压力的稳定。计量泵电动机频率由上位机设定。混合器电动机频率由上位机设定。启动混合器,然后启动计量泵电动机,启动注入机。计量泵未启动时,不能启动注入机。
PLC作为中央控制区,除用于上位机监视控制以外,一个最重要的目的是用来控制完成功能母粒随成纤聚合物动态添加,使熔体中原料与添加剂的比例更好地满足工艺要求[9]。首先,PLC采集控制输送成纤聚合物原料的6台变频电动机的实际频率,根据他们的频率之和,按照工艺要求,以及成纤聚合物与功能母粒在输送管道里的时间差、注入机的实际运行频率等参数,利用专家算法,计算出计量泵的控制频率,进而控制计量泵的运行速度,并在适当情况下可对功能母粒注入电动机的运行频率进行调节。
以6部位纺丝系统为例,设Q为纺丝系统总出料量;Q1~Q6为1至6部位出料量;Kf为各部位出料量与纺丝计量泵电动机频率的换算系数;D1~D6为1至6部位的开停状态,1为开,0为停;f1~f6为1至6部位的纺丝计量泵电动机频率,那么:
已知总出料量,根据工艺要求设定混料比α,由式(2)可计算出注入量Qz:
(2)
式中:α为混料比;Qz为注入量;Kz为注入量与注入计量泵电动机频率的换算系数;fz为注入计量泵电动机频率。
将式(1)代入式(2)导出:
(3)
式中:α由工艺人员根据要求设置;Kf、Kz为常数;(D1×f1+D2×f2+D3×f3+D4×f4+D5×f5+D6×f6)可由PLC控制器通过通信方式,从纺丝计量泵电动机的变频器上读出。将式(3)由PLC用元软件编出,就可实时、准确地得到注入计量泵电动机频率。不论纺丝计量泵频率变化还是开、停位,该式能自动加以计算。
2.2 系统结构设计
根据工序工艺与控制系统要求,PLC控制器主要是对注入功能母粒的1~5区、(功能母粒)进料区、混料1~6区的温度进行监测与调节控制,对注入机头和混料机头的压力和温度进行监视或控制,对注入电动机、计量泵电动机、混料电动机的频率进行监测与控制,以及向上位监控机传送各种信息,并接受来自上位监控机的控制信息。由此,该PLC控制系统的结构框图如图2所示。

图2 在线添加动态混合器 PLC 控制系统结构框图Fig.2 Structure of control system of dynamic mixer online addition based on PLC
2.3 系统的信号传输关系
系统采用PLC梯形图编程实现各种逻辑运算控制和各种温度、压力、流速的检测控制。根据纺丝功能母粒在线添加动态混合器系统控制要求,其检测、显示、控制、执行机构的分布与信号传输关系示意图如图3所示[10-11]。为便于程序调节与维护升级,按照信号传输关系与功能关系,软件设计采用了模块化的设计思想[12]。

图3 在线添加动态混合器信号传输关系图Fig.3 Signal transmission of control system of dynamic mixer online addition
3 结 论
传统纺丝工艺的功能母粒或添加剂的加料过程采用的是人工加料或随时间线性加料, 这些方式无法满足纺丝质量的高均衡性要求,易受生产过程扰动的影响。为解决这个问题,利用可编程控制器PLC控制技术,对混合器的电气控制系统进行了改进,实现了功能母粒的动态添加自动化控制。试验生产结果表明,该系统能大大提高纺丝质量稳定性,提高了产品合格率与生产效率,完全可满足企业的工艺要求,控制系统工作稳定,抗干扰能力强,易根据控制需求进行升级或改进。
FZXB
[1] 付贺檀,向忠,史伟民. 基于PLC的助剂配送自动控制系统[J].机电工程,2012, 29(5): 549-552. FU Hetan,XIANG Zhong,SHI Weimin.Design of additives distribution automatic control system based on PLC[J]. Journal of Mechanical & Electrical Engineering, 2012, 29(5): 549-552.
[2] 贾贵玺,贾淑娅,车学哲. 基于PLC的计量加料自动控制系统[J].纺织学报,2007, 28(2): 85-88. JIA Guixi,JIA Shuya,CHE Xuezhe. Automatic metering and dosing control system based on PLC[J]. Journal of Textile Research. 2007, 28(2): 85-88.
[3] 宦金庆.基于PLC控制的纺丝油剂配送系统设计[J]. 合成技术及应用,2013, 28(1): 49-53. HUAN Jinqing.The design on filature′s oil compounding and sending system on PLC control[J]. Synthetic Technology and Application, 2013, 28(1): 49-53.
[4] 刘登山,刘广文,葛培生. 涤纶直纺色母粒添加控制系统及其应用[J].合成纤维工业,2005, 28(5): 61-62. LIU Dengshan,LIU Guangwen,GE Peisheng. Control system of color masterbatch addition and its application in PET directly spinning process[J]. China Synthetic Fiber Industry, 2005, 28(5): 61-62.
[5] CHEN Jianguo. The structure optimization and simulation of spiral static mixer[C]// Materials for Renewable Energy & Environment (ICMREE), 2011 International Conference. Shanghai : IEEE, 2011: 1820-1822.
[6] 姜兆辉,金剑,肖长发. 熔体直纺在线添加制备差别化聚酯纤维研究进展[J].高分子通报,2011(5): 10-15. JIANG Zhaohui,JIN Jian,XIAO Changfa. The progress in preparation of differential polyester fiber by directly melt spinning with on-line addition[J]. Polymer Bulletin, 2011(5): 10-15.
[7] 王峰,阎华,张震,等. 随动式动态混合器的混合性能[J].化工进展,2013, 32(11): 85-88. WANG Feng,YAN Hua, ZHANG Zhen,et al. Studies on mixing performancesof the servo dynamic mixer[J]. Chemical Industry and Engineering Progress, 2013, 32(11): 2574-2578.
[8] WU Qing,LI Nan,LI Quanlai. The structure and flow field analysis for a new static and dynamic combined high efficient mixer[C]// Mechanic Automation and Control Engineering (MACE), 2011 Second International Conference on. Danvers : IEEE, 2011: 5437-5439.
[9] YANG Juqing,LIU Jiaoyue. The design and application of automatic control system copper cold rolling mill based on PLC[C]// 2011 International Conference on Electrical and Control Engineering (ICECE). New York: IEEE, 2011: 2646-2648.
[10] 廖常初.S7-300/400 PLC应用技术[M].2版.北京:机械工业出版社,2008: 87-254. LIAO Changchu.Application Technology of S7-300/400 PLC[M]. 2nd ed. Beijing:China Machine Press, 2008: 87-254.
[11] LIU Yan,JI Zhengbiao. Design of PLC control system for manufacturing coal slurry[C]// 2010 International Conference on Electrical and Control Engineering (ICECE). New York : IEEE, 2010: 778-781.
[12] LI Zhaoyong,ZHANG Shouming,SHAO Hualiang. The application and research of the liquid level control technology used in mineral flotation process which based on the modbus communication protocol[C]// Control and Decision Conference(CCDC), 2013 25thChinese. Guiyang : IEEE, 2013: 3603-3606.
欢迎订阅《针织工业》
《针织工业》是国家新闻出版广电总局批准的国内外公开发行的针织专业科技期刊,创刊于1973年,由天津市针织技术研究所、中国纺织信息中心联合主办,由全国针织科技信息中心出版发行。
《针织工业》主要报道针织行业的新技术、新工艺、针织新产品开发研究情况以及针织行业发展的相关资讯,以推广应用技术为主,注重针织工艺理论与生产实践相结合,技术与经济相结合,技术与信息相结合,是针织工程技术人员、管理人员及纺织院校师生必不可少的读物。《针织工业》技术性强、信息量大、知名度高、发行覆盖面广。
《针织工业》为月刊,大16开,国内外公开发行。国际标准刊号ISSN 1000-4033,国内统一刊号CN 12-1119/TS,广告经营许可证号1201044000113。邮发代号6-24,国内定价15元/期,全年12期,共计180元(含邮费)。读者可在当地邮局订阅,亦可向编辑部直接订阅。
地址:天津市南开区鹊桥路25号 《针织工业》编辑部 300193
电话:022-27385020 27382711 27380390-8116 传真:022-27384456
E-mail:zzgyggb@163.com(广告);zzgy1973@163.com(投稿)
网站:www.knittingpub.com或www.针织工业.com
购书网店: http://zhenzhishuwu.taobao.com
官方微信:zzgy1973
Design of PLC control system of on-line addition dynamic mixer
SHEN Bo, ZHANG Qi, YANG Bo, YUE Yongwang
(StateKeyLaboratoryofBiobasedFiberManufacturingTechnology,ChinaTextileAcademy,Beijing100025,Beijing)
Based on the programmable logic controller (PLC) and the MODBUS industrial communication network technology, an automatic control system for dynamic mixer is designed, which can add mixed functional masterbatch dynamically with the change of the flow of spinning raw material. Signals from the production field are transmitted to PLC via the MODBUS network, then the PLC calculates control signals according process requirements and control algorithms of the dynamic mixer, and sends the control signals to control devices or regulators via the MODBUS network as well. The system is a part of the whole spinning process control system. It can change the situation that the original system only can add functional masterbatch with time according to fixed volumes, and realizes real-time dynamic adjustment of the injection volume of functional masterbatch with the change of the state of the spinning device, ensuring the injection proportion constant in real time. The system also can solve the problem of original instrument control system on response. The actual application results show that the quality and stability of the spinning process are improved significantly.
programmable logic controller; MODBUS; dynamic mixer; automatic control system; spinning
10.13475/j.fzxb.20140801405
2014-08-05
2015-07-15
沈波(1963—),男,工程师。主要研究方向为电气及其自动化。岳永旺,通信作者,E-mail:yueyongwang@126.com。
TP 23.5;TS 152.7
A
