固体酸催化制备乙酰乙酸乙酯的工艺研究
2015-06-09巩新伟崔广平葛晓萍
巩新伟,崔广平,高 超,葛晓萍
(青岛科技大学 化工学院,山东 青岛 266042)
乙酰乙酸乙酯又名丁酮酸乙酯(EAA),是一种重要的化工合成中间体。其广泛用于合成吡啶、吡咯、吡唑酮、嘧啶、嘌呤和环内酯等杂环化合物,还广泛用于药物合成[1-2]。乙酰乙酸乙酯与多种苯胺缩合,可制成颜料,用于油漆工业,与苯肼缩合可生成吡唑酮衍生物进一步制造燃料[3]。
目前,相关文献报道的乙酰乙酸乙酯的合成方法主要有3种。传统的生产方法是以金属钠为催化剂,该方法所得产物收率只有约45%,且操作安全性差[4]。工业上乙酰乙酸乙酯的制备主要是以浓硫酸为催化剂,该工艺副反应较多,产物收率较低,且精制困难;后处理工艺繁琐、三废量大;对生产设备腐蚀严重,操作安全性差,易对人体造成伤害[5-6]。近年来出现了以碱性载体KF-Al2O3为催化剂的合成方法,该方法所得产物收率较低,只有约80%,且催化剂重复利用性能差[7]。
作者以固体酸类中的阳离子交换树脂为催化剂,在工业上使用的反应温度、时间、物料配比等反应条件下,对双乙烯酮制备乙酰乙酸乙酯的反应进行了研究,取得了比较满意的结果。该方法一方面提高了产物收率和纯度,另一方面克服了现有生产方法三废量大、设备腐蚀严重、催化剂重复利用性能差的缺点。
1 实验部分
1.1 试剂与仪器
双乙烯酮:质量分数97.0%~97.5%,青岛双桃精细化工(集团)有限公司;无水乙醇:AR,天津市科密欧化学试剂有限公司;阳离子交换树脂TZ-A、TZ-B、TZ-C:工业品,齐鲁石化公司研究院。
DM型直热电热套、ZNCL-G型磁力搅拌器:郑州英峪予华仪器有限公司;SP-502气相色谱仪:山东鲁南分析仪器有限公司;VERTEX 70红外光谱仪:布鲁克光谱仪器公司。
1.2 实验原理
由双乙烯酮制备乙酰乙酸乙酯的反应方程式如下。

1.3 合成方法
1.3.1 催化剂的制备
将钠型阳离子交换树脂以稀盐酸交换成氢型,水洗至中性,再用乙醇和丙酮先后浸泡洗涤数次,以除去其中的水分,60 ℃烘干备用。
1.3.2 乙酰乙酸乙酯的合成
向装有温度计、搅拌器、恒压滴液漏斗、球形冷凝管的四口烧瓶中加入乙醇和一定量的催化剂,升温至乙醇沸腾,将110 g双乙烯酮缓慢滴加进行酯化反应[n(双乙烯酮)∶n(乙醇)= 1∶1.25 ],待双乙烯酮滴加至二分之一时,滴加速度适当减慢,控制反应温度不超过120 ℃,滴加完毕后,保温40 min。再进行常压蒸馏至釜底温度140 ℃,得前馏分,其主要成分为乙醇、乙酸乙酯、丙酮和少量的水。待釜底温度降至40 ℃,进行减压蒸馏,维持系统真空度大于0.086 MPa得主馏分乙酰乙酸乙酯产品,称重,以双乙烯酮投料量为基准计算产品收率。
乙酰乙酸乙酯含量测定采用具有导热池检测器的气相色谱仪SP-502,色谱柱为20% SE-30,色谱条件为:柱温130 ℃,汽化室温度190 ℃,进料量1 μL,载气压力为0.1 MPa,色谱数据处理采用归一化法。
2 结果与讨论
2.1 催化剂种类对反应结果的影响
分别将浓硫酸、阳离子交换树脂TZ-A、TZ-B、TZ-C作为酯化反应的催化剂,以产品收率表征催化剂活性,以w(产品)表征催化剂选择性,结果见表1。

表1 催化剂种类对反应结果的影响
由表1可知,固体酸TZ-A作催化剂时,催化剂活性和选择性均高于浓硫酸的活性和选择性;固体酸TZ-B作催化剂时,催化剂活性与浓硫酸活性相当,但选择性高于浓硫酸;固体酸TZ-C作催化剂时,催化剂活性和选择性与浓硫酸相当,但与TZ-A和TZ-B的活性和选择性存在明显差距,故选择TZ-A和TZ-B为较佳的催化剂。固体酸TZ-A、TZ-B均可代替浓硫酸作催化剂合成乙酰乙酸乙酯。
2.2 m(催化剂)对反应结果的影响
分别考察TZ-A、TZ-B 2种催化剂用量对反应结果的影响,结果见图1、图2。

m(催化剂)/g图1 催化剂TZ-A用量对反应结果的影响
由图1可知,催化剂TZ-A用量在0.5~2.5 g时,随着催化剂用量的增加,产品收率基本保持不变,这表明随着催化剂用量的增加,催化剂活性基本不变。催化剂用量在0.5~1.5 g时,w(产品)提高明显,当m(催化剂)>1.5 g时,w(产品)基本不变,这表明m(催化剂)=0.5~1.5 g时,催化剂选择性明显提高,m(催化剂)>1.5 g时,催化剂选择性基本不变,故该实验条件下催化剂TZ-A的较佳用量为m(催化剂)=1.5 g。

m(催化剂)/g图2 催化剂TZ-B用量对反应结果的影响
由图2可知,催化剂m(TZ-B)=0.5~2.0 g时,随着催化剂用量的增加,产品收率和w(产品)提高,这表明催化剂活性和选择性提高。当m(催化剂)>2.0 g后,产品收率和w(产品)基本不变,这表明m(催化剂)>2.0 g时,催化剂选择性基本不变,故该实验条件下催化剂TZ-B较佳用量为m(催化剂)=2.0 g。
2.3 催化剂回用性能对反应结果的影响
分别以TZ-A和TZ-B为催化剂,考察催化剂回用性能对反应结果的影响,结果见图3。
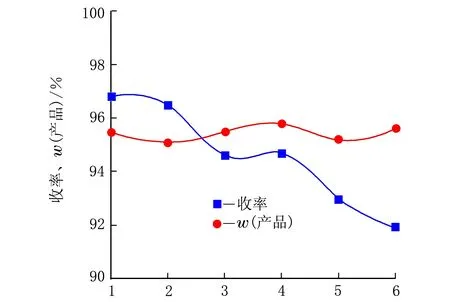
回用次数图3 催化剂TZ-A回用性能对反应结果的影响
由图3可知,随着催化剂TZ-A使用次数的增加,w(产品)在催化剂连续使用6次后无明显变化,均在95%以上。产品收率有所降低,但降幅不大,由97%降至92%。
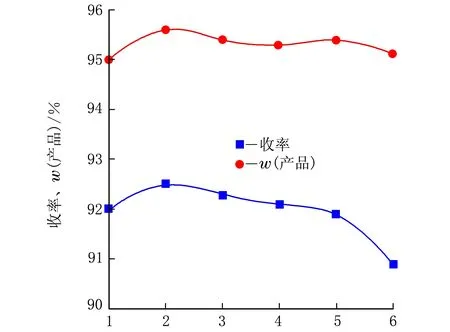
回用次数图4 催化剂TZ-B回用性能对反应结果的影响
由图4可知,催化剂TZ-B连续使用5次,其活性和选择性均无明显变化,第6次使用时,产品收率略有降低。
导致产品收率降低的原因可能为:(1)活性组分在反应中有所流失,催化剂回用5~6次后,发现少部分催化剂颗粒强度降低,产生少量粉末,致使活性组分流失;(2)反应中催化剂上可能有积炭。积炭的产生覆盖了酸中心,同时积炭阻塞催化剂孔道,使反应物向催化剂孔道的扩散减少,致使活性降低。
2.4 产物结构表征
产物结构表征采用红外光谱,谱图见图5。

3 结 论
(1) 对于乙酰乙酸乙酯的合成反应可以采用固体酸TZ-A、TZ-B、TZ-C代替浓硫酸作催化剂,其中TZ-A和TZ-B为催化剂时均可得到较高收率、较高纯度的产品。
(2) 在双乙烯酮投料量为110 g,n(双乙烯酮)∶n(乙醇)= 1∶1.25的实验条件下,催化剂TZ-A的较佳用量为m(催化剂)=1.5 g;催化剂TZ-B的较佳用量为m(催化剂)=2.0 g。
(3) 催化剂TZ-A连续使用6次后,催化活性和选择性无明显下降,表现出良好的回用性能。催化剂TZ-B回用5次较为合适。
[ 参 考 文 献 ]
[1] 曾昭琼.有机化学(第三版)[M].北京:高等教育出版社,1994:404-405.
[2] 丁国华,刘铮,沈方明.微波辐射合成7-羟基-4-甲基香豆素[J].广西科学,2002,9(1):46.
[3] 张先亮,陈新兰.精细化学品化学[M].武汉:武汉大学出版社,1999:132.
[4] 曾昭琼.有机化学(第三版)[M].北京:高等教育出版社,1994:138-139.
[6] 郑嗣华,李国珍,等.强酸性阳离子交换树脂催化合成α-萘乙酸甲酯的研究[J].精细石油化工,1998,1(1):35-36.
[7] 喻国贞,刘新强.乙酰乙酸乙酯合成方法改进及研究[J].江西化工,2011(1):65-67.
