Borgwarner VCT进排气链轮开发中遇到的问题及改进
2015-06-08许传娜
许传娜
东睦新材料集团股份有限公司
Borgwarner VCT进排气链轮开发中遇到的问题及改进
许传娜
东睦新材料集团股份有限公司
本文对Borgwarner VCT项目中的进排气链轮的研发过程遇到的问题及解决进行探讨
多台阶销孔密度销孔高频热处理表观硬度;销孔高频处理后宽度
产品开发背景介绍
博格华纳摩斯链条是全球领先的链条系统设和计制造商,主要为发动机正时系统、自动变速器及扭矩分配系统(包括四轮及全轮驱动应用)提供产品。公司在气门正时及动力传动链条系统技术方面领先全球水平。全面集成的正时链条系统包括滚子、套筒及无声链、链轮、张紧器、控制臂、导向臂及可变凸轮正时相位调节器。摩斯链条Hy-Vo®哈瓦链为动力传动系统,包括用于四轮及全轮驱动的分动箱和所有自动变速器提供最优质的产品。博格华纳摩斯链条在可变凸轮正时(VCT)方面的突破性技术,代表着向下一代凸轮相位调节器迈出的重要一步。其相位调节器产品包括凸轮扭矩驱动(CTA)™及扭矩助动(TA)™相位器,为顶阀及顶置式凸轮发动机提供了便利。与传统的油压驱动相比,采用可变凸轮正时技术的发动机可提高燃油效率、减少废气排放,增强车辆性能。(如下图)
A-齿侧表面1mm范围内,显微硬度653HV0.1Min
齿侧宏观硬度HRA65.3Min;
B-金相组织:95%马氏体Min(齿表面0.25mm范围内)
C-齿订至F1范围内,齿部无变形;
D-齿根:淬硬层0.25-1.5mm,金相组织:50%马氏体Min;
E-HRB100Max.
F-F1=齿顶至齿侧与齿根圆弧交点间所包含的截面,F2=2XF1。
G-F1=齿顶至齿侧与齿根圆弧交点间所包含的截面,F2=2XF1。
1.淬硬层要求范围内,金相组织50%马氏体Min;
2.淬硬层深度范围内,显微硬度653 HV0.1Min;
3.宏观硬度HRA 65.3Min;
4.表面0.25mm范围内,金相组织:95%马氏体Min,且无变形。
根据客户图纸要求,制定生产工艺如下:

其中的制作难点:
1.销孔淬火表观硬度HRA65.3Min,销孔宽度8.75±0.03,销孔高频处理后能否完全达到图纸要求及尺寸控制;
2.销孔深度5mm,产品总高7.55,用上冲成形销孔,需要做假冲头;
3.销孔形状复杂,电加工制作成形用冲头时,难度高,而且该冲头有2个台阶,此处成型件的密度会偏低。
经过上述分析,第一次试制如下:
1.原料的选择
根据图纸要求,且考虑到产品以后批量生产的稳定性,选择进口的预混合铁粉;
2.模具设计及成型压机的选择
通过对产品形状结构分析,成形模具3上3下,压机选用进口的450吨CNC压机;
3.烧结
采用美国电炉,因该产品直径大,厚度薄,所以烧结重点控制产品的平面度,控制叠烧的数量,最后采用2层叠烧。
4.精整
采用普通500T精整油压机,通过下压高度控制链轮的跨棒距,销孔尺寸用下芯棒保证,防止精整下压后,销孔上部尺寸变小。
5.热处理
首先是销孔的高频淬火深度及微观硬度,我司对这种销孔的高频淬火也是首次尝试,经过多次的实验后成功得到纵向淬火深度3.3Min,并保持最深处的淬火宽度0.25Min。
销孔热处理后显微硬度符合客户的图纸要求,数据为HV0.1787,HV0.1875,HV0.1786,HV0.1876。
但是销孔宏观硬度图纸要求HRA65.3Min,实测结果NG,数据如下:


淬火前后槽宽尺寸对照表

第一次试制后失败经验总结:
1.没有充分考虑到,销孔口部形状复杂会导致最终产品热处理表观硬度不足;
2.因首次设计盲孔高频淬火产品,对高频后槽宽收缩量估计不足,导致成品槽宽超下差。
整改措施:
1.收集整理销孔槽宽淬火前后数据,调整成型模具数据;
2.淬火硬度不足主要原因是密度疏松造成,而密度疏松是销孔口部的形状决定的,所以在积极与客户沟通,了解销孔形状及相应的功用后,大胆的修改了销孔口部形状,删除了口部的R角,用0.9X45°X0.2倒角代替,并用后续的精整工序消除冲头倒角平台。
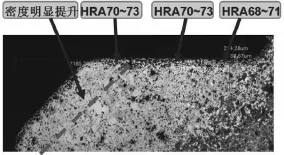
按照上述措施实施后,销孔形状更改后,精整工序去除销孔两侧平台并增加R角的实测数据完全符合客户对此处的功能需求,而且销孔形状变更后,高频淬火的表观硬度达到了图纸要求HRA65.3Min,具体如下:
销孔形状变更后,销孔槽宽经成型模具修正后,淬火后亦达到客户图纸要求,具体淬火前后槽宽尺寸对照表如下:

总结:经过上述改进,我司已经成功的向Borgwarner提交了合格样品,通过对上述VCT进排气链轮的开发,我们积累了盲孔高频淬火的宝贵经验,在开发遇到瓶颈时,积极与客户沟通,共同解决问题,提升了我们公司在客户心目中的地位,增强了市场竞争力。
许传娜(1977-),女,吉林磐石人,工程师,本科,研究方向:粉末冶金零件制造。
