非线性分析在多点成形设备中的应用
2015-06-07范颖
范 颖
(1.中国海洋大学,山东 青岛 266100;2.泰安华鲁锻压机床有限公司 技术中心,山东 泰安 271000)
0 引言
多点成形设备由4个基本的系统组成,分别是三维软件绘图系统、数字控制系统、多点成形设备、三维坐标测量装置。这4个最基本的系统可以形成一个闭式循环,实现设备的全自动化运行。4个基本系统中,数字控制系统各动作参数的制定最为重要,直接影响到产成品的成形质量。为了获得这些参数,对多点成形过程进行有限元数值分析,并将有效的参数数据编入控制系统进行成形控制,通常采用有限元分析中的非线性分析获得这些参数数据。本文以钢板多点成形为例介绍非线性分析在多点成形设备中的应用。
1 钛合金钢板的成形
钛合金钢板在淬火状态下具有很好的塑性,板材能连续生产,常被用于冷加工,淬火时效后有很高的强度,可焊性好,在高的屈服强度下有高的断裂韧性,常被用作飞机蒙皮等钣金件的生产加工。本文采用钛合金钢板冷加工成形,钢板尺寸1500m×400m×3m,用多点成形设备加工成如图1所示的弧形板。钛合金钢板的弹性模量为1.19×105MPa,泊松比为0.33。由于钢板较长,因此进行有限元分析时将该问题简化为平面应变问题,选取钢板横截面建立几何模型进行求解。单元类型选取PLANE183单元,首先建立图2所示的几何模型,图中小圆直径为20mm,代表多点成形设备中的离散点,上面的19个离散点称为压点,下面的19个离散点称为支撑点,中间是成形钢板的横截面。几何模型建成后进行有限元网格的划分、边界条件的设置及施加载荷,分析类型采用非线性分析,结果如图3所示。图3显示的是钢板被离散点压弯变形的总位移云图。钢板在各压点处节点的总位移量汇总见表1。因为变形对称,只选取1~10个压点处节点的位移值。并将此值与理论值并列于表中。表1显示实际位移和理论位移有一定的偏差。

图1 弧形板成形图
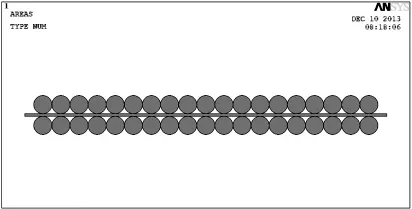
图2 钢板压弯前的几何模型

图3 钢板被离散点压弯变形的总位移云图
图4是图3中前6个离散点总位移云图的放大图,图中显示钢板的变形不够平滑,说明支撑点的位置不够准确。
为此,在第二次分析中增加了几何位置和载荷的补偿量,几何位置的补偿量加在了下面的支撑点上,如图5所示。

表1 节点总位移量汇总表

图4 总位移云图的放大图

图5 压点位置补偿后钢板的几何模型
分析结果如图6所示,1~10个压点处节点的总位移值与理论值一致。
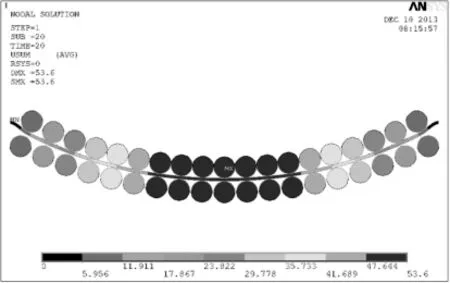
图6 压点位置补偿后钢板变形的总位移云图
图7是图6中前6个离散点总位移云图的放大图,图中显示钢板变形很平滑,说明支撑点的位置是合理的。
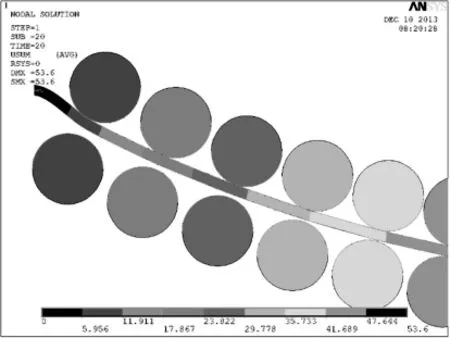
图7 压点位置补偿后总位移云图的放大图
通过分析得知,第二次给定的参数比第一次给定的参数更为合理。
2 结论
有限元非线性分析可以提供多点成形设备控制系统所需控制参数。如果有限元非线性分析的前处理及求解阶段的各参数设置准确,则分析得出的结果就越接近理论值。将提取到的参数输入多点成形设备控制系统,即可实现多点成形设备钣金件的成形加工。
[1]王庆五.ANSYS10.0机械设计高级应用实例(第2版)[M].北京:机械工业出版社,2006.
[2]徐芝纶.弹性力学简明教程[M].北京:人民教育出版社,1980.
[3]G.R.Liu,著.龙述尧,译.有限元法实用教程[M].长沙:湖南大学出版社,2004.
[4]范钦珊.材料力学[M].北京:清华大学出版社,2004.
[5]隋 振.板材多点成形设备中基本体的调平技术[J].锻压装备与制造技术,2003,38(2).
[6]龚学鹏.连续多点成形设备的研究[J].锻压装备与制造技术,2008,43(1).