基于SEM纳米切削装置的设计与实验
2015-06-05徐宗伟王志强
刘 冰,徐宗伟,兀 伟,王志强
基于SEM纳米切削装置的设计与实验
刘 冰1,2,徐宗伟2,兀 伟2,王志强2
(1. 天津大学机械工程学院,天津 300072;
2. 天津大学精密测试技术与仪器国家重点实验室,天津 300072)
针对目前纳米切削机理研究方法中切削过程无法在线高分辨力观测等瓶颈问题,设计并搭建了一套集成于扫描电子显微镜高真空条件下的纳米切削实验装置,开展了该实验装置的运动精度分析、典型单晶材料纳米切削在线观测等研究.该装置在切削及切深方向均能实现7,µm的位移输出,闭环分辨力为0.6,nm.通过白光干涉仪对纳米切削台阶加工结果的测量,分析装置运动精度,实现了切深分别为59.3,nm、115.1,nm和161.2,nm的台阶结构加工.利用直线刃金刚石刀具对单晶铜和单晶硅材料进行了纳米切削实验,实验结果表明所研制的纳米切削装置能够实现纳米尺度材料去除的在线高分辨力观测.
扫描电子显微镜;纳米切削;在线观测;运动精度
切削技术从传统切削发展到微切削,再到目前方兴未艾的纳米切削过程中,其加工精度一直在提高,切削厚度也在不断减小.虽然切削加工制造装备水平已经得到长足发展,但纳米切削技术发展依旧存在许多尚未解决的科学问题,而对材料纳米切削机理的理解不足已成为制约纳米切削技术发展的核心瓶颈.由于纳米切削受到材料尺寸效应、刀具刃口效应和切削比能急剧增加等尺度效应的影响,在材料去除机理等方面纳米切削已与传统切削存在显著不同[1-3].传统剪切理论已无法有效解释和分析纳米切削加工结果和现象,亟需深入系统地针对纳米切削机理中存在的新现象与新规律开展相关研究.
近年来,国内外已有大量的科研工作者投入到纳米切削机理的基础研究中,取得了令人瞩目的研究成果[4-9].相关研究主要通过分子动力学(molecular dynamics,MD)的理论模拟研究、原子力显微镜(atomic force microscope,AFM)刻画以及极限切削等途径展开.
哈尔滨工业大学精密工程研究所是国内最先开始纳米切削MD模拟研究的实验室,相关模拟研究发现位错的形核与运动以及缺陷的结构类型等均与纳米切削中的温度有关[10].2011年,Malekian等[11]研究了材料铝微加工中的最小切削厚度,研究发现最小切削厚度是刀具刃口半径和摩擦系数的函数,依赖于刀具几何尺寸及工件的材料属性,其平均最小切削厚度是刀具刃口半径的0.23倍.2012年,Lee[12]利用AFM探针对脆性材料Si(100)表面进行刻画实验,研究了该材料在纳米刻划过程中塑性到脆性的转变过程.Ikawa等[13]利用精密车床对最小切削厚度进行实验研究,得出最小切削厚度受刀具切削刃几何因素影响非常显著的结论.Lucca等[14]进行了高速超精密切削实验,采用单晶金刚石刀具,研究了切削刃几何因素对切屑、切入力和特殊能量现象的影响.
尽管用MD模拟已经取得了许多重要结论,但模拟结果的准确性和真实性一直具有争议和质疑,特别是其核心参数——势函数的选取与近似处理等有待进一步深入研究.基于AFM刻画加工的纳米切削机理研究中,尽管AFM探针可以加工得很锋利甚至其针尖圆弧半径可以达到纳米量级,但探针结构参数与刀具参数差别巨大,无法实现刀具所具有的前角和后角等特征形貌,降低了纳米切削加工相关机理研究的有效性和真实性;同时该方法也无法实现切削过程与切屑形态的实时在线观测.而基于超精密机床的极限切削研究存在切屑观测困难、在线搜集工艺复杂等难题,且相关离线表征分析中也会额外引入不确定因素,包括空气氧化、灰尘污染等,不利于纳米切削机理的研究.
本文针对纳米切削平台中无法有效在线高分辨力观测的问题,提出了一套旨在用扫描电子显微镜(scanning electron microscope,SEM)在线观测研究纳米切削机理的有效实验装置,并对其运动精度进行了分析和评价.
1 纳米切削装置原理及工作过程
本文所研究的纳米切削装置利用直线刃金刚石刀具按照设定的控制指令对试件进行纳米量级的切削,并通过SEM在线观测纳米切削过程,分析材料去除方式及表面质量.
纳米切削装置在硬件方面主要涉及纳米级驱动定位和在线观测功能两大关键技术.传统切削实验在大气环境即可操作,而本课题实验环境为SEM空腔体,真空度为0.1 mPa,且铁磁性材料会干扰SEM成像,因此该实验装置所有组件必须为无磁材料.图1为研制的纳米切削装置原理与实物.

图1 纳米切削装置原理与实物Fig.1Schematic and physical map of nanometric cutting device
基座采用SEM设备固有工作台为整套装置提供支撑,保证刚度的同时又具有隔震功能.三维纳米移动台采用具有纳米级分辨力的压电陶瓷驱动器,闭环分辨力为0.6,nm,行程为7,µm,能够实现金刚石刀具在x、y方向的精确定位与切削运动.采用聚焦离子束(focused ion beam,FIB)将金刚石刀具尖刀加工成直线刃,刃长10,µm,前角0°、后角8°,刃口半径约为20~30,nm.图2为基于FIB修锐的直线刃金刚石刀具SEM图像.FIB双束系统工作台具有x、y、z、R及T轴5个自由度,方便对刀时的大行程调整,快速将试件移动到距离金刚石刀具7,µm以内的待加工区域,而且T轴旋转功能能够实现SEM对纳米切削过程不同角度的在线观测.

图2 直线刃金刚石刀具形貌Fig.2 Morphology of diamond tool with straight edge
该装置的工作过程如图3所示,主要包括以下6个步骤.
(1)将金刚石刀具通过刀柄安装在纳米移动台上,被加工试件安装在粗动工作台上,调整粗动台使试件接近金刚石刀尖,通过SEM观察对刀过程,使二者之间距离d=2~3,µm为最佳位置,如图3(a)所示.此时由于SEM放大倍数仅为2,000倍,金刚石刀具呈锋利状.
(2)通过纳米移动台控制器控制金刚石刀具缓慢向试件表面移动,当SEM观察到刀具与试件有相互接触时,停止切入并记录此时刀具位置.
(3)将刀具移动到试件待加工起始点,再根据试件表面粗糙度值,控制刀具在切深方向进一步移动一定距离.
(4)对试件表面预切削,以保证金刚石的直线刃与试件表面平行,便于精确控制实际切削深度.而且,预切削能够有效减小材料表面氧化层,更有利于材料纳米切削机理的研究.
(5)保持切深方向不动,将预切削后的刀具回退到试件待加工起始点.控制刀具在切深方向进给一定切深(10,nm、50,nm、150,nm等),并将SEM放大倍数增大到100,000倍.
(6)通过纳米移动台控制器控制金刚石刀具对试件进行纳米级切削,并利用SEM对整个切削过程进行在线观测.
纳米移动台具有x、y、z 3个自由度,并能够实现联动控制.纳米切削过程可以实现不同速度切削、斜切以及正弦曲线切削等功能.

图3 纳米切削装置工作过程Fig.3 Working process of nanometric cutting device
2 装置运动精度测试
笔者研究的纳米切削装置将压电陶瓷纳米移动台集成于SEM中,用于实现直线刃金刚石刀具对不同材料的纳米切削实验.压电陶瓷存在自身蠕变的特点,虽然在闭环控制系统能够抑制陶瓷蠕变,但是在切削厚度达到纳米量级时,这种蠕变会对切削结果造成很大的影响.因此,有必要对纳米切削装置的运动精度进行分析评价.首先使用金刚石刀具切削单晶铜样品,将其加工成深度不同的台阶状结构;然后对两次切削所得的表面①和表面②进行高度差测量,如图4所示.
通过白光干涉仪三维表征手段,测试装置的运动精度和稳定性.图5为利用白光干涉仪对材料3组阶梯面之间高度差(输出切深)的测量结果. 切削用时均为15~20,s.

图4 单晶铜样品台阶结构Fig.4 Step structure of single crystal copper sample
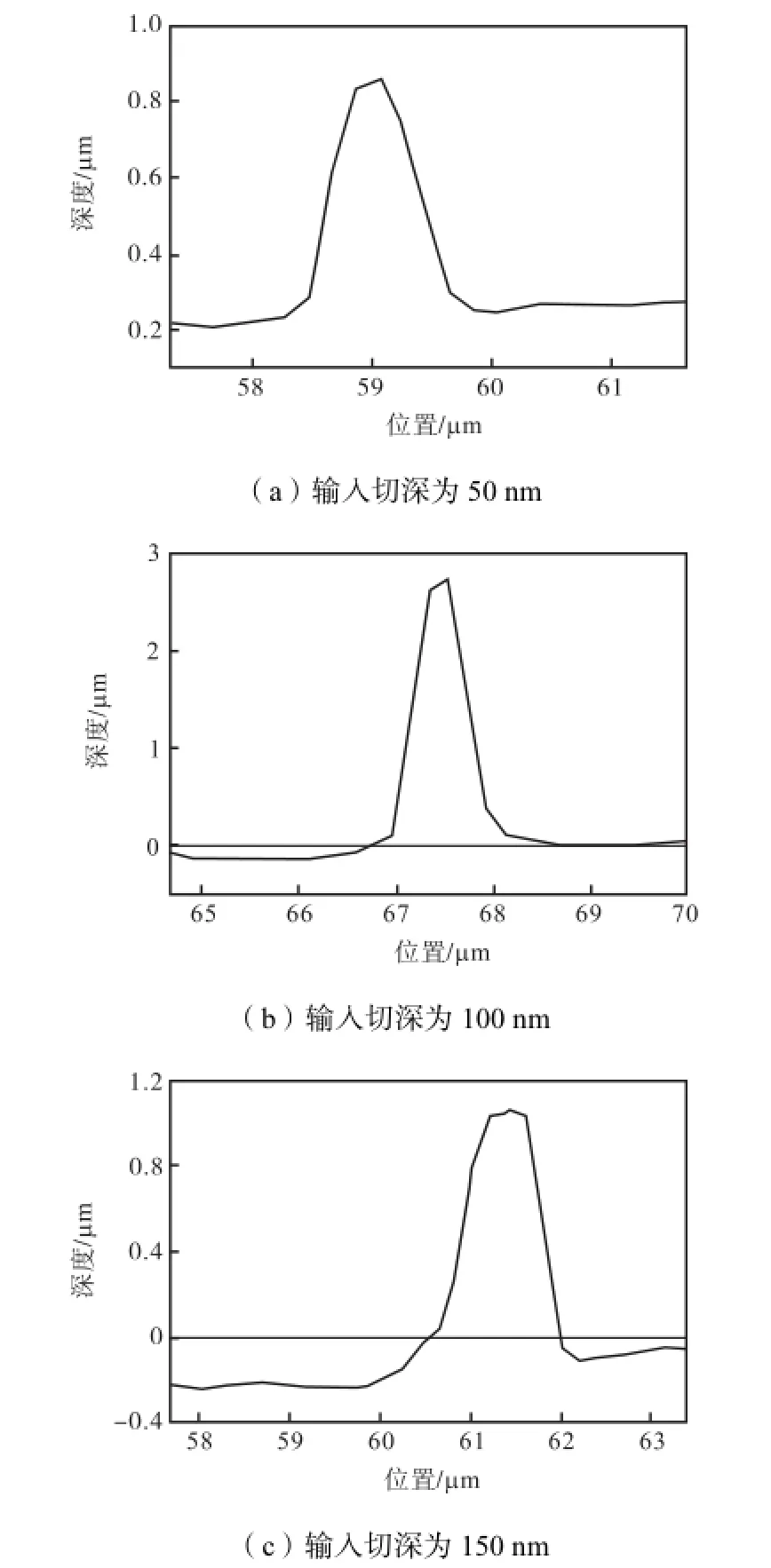
图5 台阶高度差(输出切深)测量结果Fig.5 Measurement results of height difference (output depth)between adjacent steps
通过对图5中的数据点进行分析,可以得到输入切深为50,nm、100,nm和150,nm时,输出切深分别为59.3,nm、115.1,nm和161.2,nm,这是由于压电陶瓷移动台自身的蠕变反应造成的.输入切深为100,nm时存在较大偏差是由于该切深下,切削速度较慢导致的.输入切深与输出切深相差分别为9.3,nm、15.1,nm和11.2,nm.由于切削用时为15~20,s,因此计算得出压电陶瓷蠕变造成漂移速率小于1,nm/s,对纳米切削实验的影响较小,运动精度基本能够满足实验需求.通过后续的蠕变漂移分析及有效控制,有望实现稳定切削厚度的纳米切削.
3 典型单晶材料纳米切削实验
3.1 单晶铜纳米切削实验
利用研制的纳米切削装置对单晶铜和单晶硅材料进行了纳米切削实验.采用美国Moore公司的超精密车床Moore 350将单晶铜样品加工成宽度为10,µm的凸台结构,如图6所示.该结构能够避免非参与切削的铜材料与金刚石侧刀面相接触对切削结果造成的影响.

图6 典型单晶铜样品制备Fig.6 Typical single crystal copper sample preparation
图7 为单晶铜的低速纳米切削过程中某一时刻的SEM图片,预设切削深度为50,nm.切削过程中通过SEM在线观察,发现切削开始时材料以推挤的方式在前刀面呈现出丘陵状;随着切削距离的增加,切屑沿前刀面流出,呈卷曲状.当切削完成退刀时,有部分切屑残留在前刀面.通过SEM测量切屑厚度为73.2,nm.

图7 单晶铜纳米切削SEM图Fig.7SEM image of nanometric cutting on single crystal copper
3.2 单晶硅纳米切削实验
利用研制的纳米切削装置,利用金刚石刀具对单晶硅进行了斜切实验.切削过程中背吃刀量从0连续增加到1,µm,实验结果如图8(a)所示.可以看到,图片下方由于背吃刀量较小,使此区域的切削厚度小于单晶硅脆塑转变临界厚度,表面没有脆性裂纹,此区域为塑性去除区.图片上方由于背吃刀量增大到超过脆塑转变临界厚度,材料表面产生了脆性裂纹,此区域为脆性去除区.图8(b)为切削厚度为2,µm时的脆性切削结果.切削开始时,材料表面萌生裂纹;随着切削进行,裂纹逐渐扩大甚至产生脆性剥离,形成凹坑.凹坑的大小与切削厚度有关,切削厚度越大,脆裂凹坑的尺寸也越大.而且,从SEM在线观测结果可以看出切屑的二次电子成像明显亮于硅片基底,结合已有相关文献[15-16],推测可能是由于材料发生了明显相变所致.
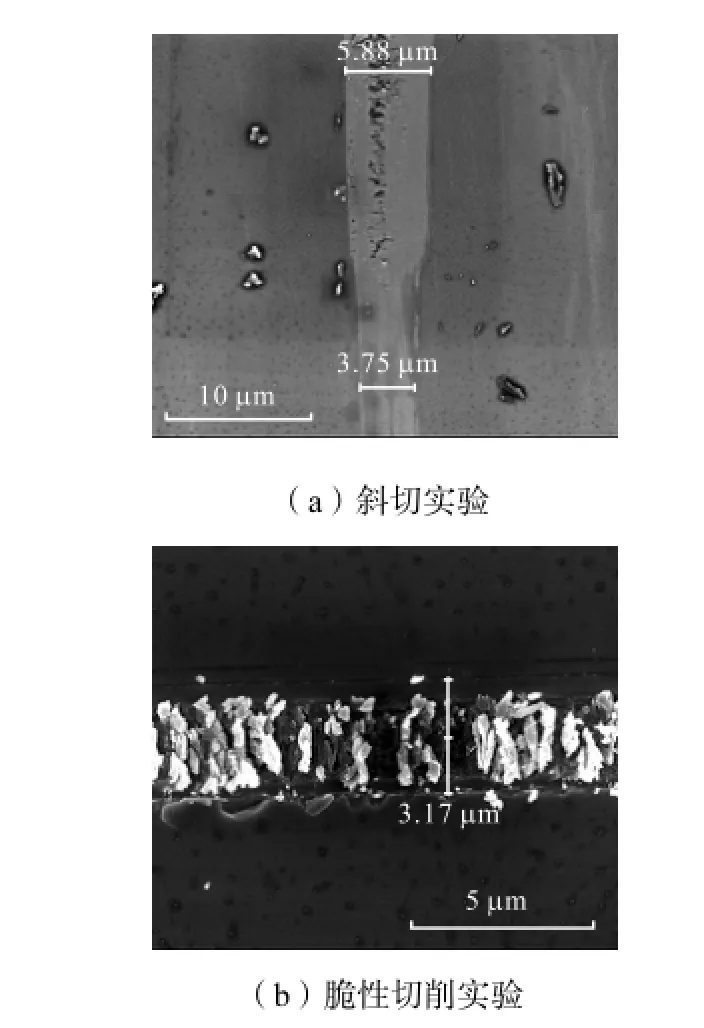
图8 单晶硅纳米切削实验SEM图Fig.8 SEM image of nanometric cutting on single crystal silicon
上述实验分析结果表明,利用该装置研究纳米切削机理,区别于利用AFM刻画及超精密极限切削实验对纳米切削机理的研究,有利于实现材料纳米切削的在线高分辨力观测和表征,结合电子束背散射衍射EBSD及能谱EDX等功能可以开展对纳米切削制造的亚表面损伤等制造完整性分析和评价.
4 结 论
(1)利用所设计的装置研究了纳米切削机理,与已有的研究方法相比,能够更直观地分析研究纳米切削过程中材料去除机理、切屑形态以及材料表面质量等.
(2)通过白光干涉仪测量方法,对比金刚石刀具的设定切深与实际切深,对纳米切削装置进行了运动精度的分析评价,得出纳米移动台的蠕变漂移率不超过1,nm/s.
(3)对单晶铜和单晶硅进行了纳米切削实验研究,切削过程清晰可见,分辨力高,有利于对纳米切削机理进行更直观的研究.
[1] Fang F Z,Venkatesh V. Diamond cutting of silicon with nanometric finish[J]. CIRP Annals:Manufacturing Technology,1998,47(1):45-49.
[2] Fang F Z,Wu H,Zhou W,et al. A study on mechanism of nano-cutting single crystal silicon[J]. Journal of Materials Processing Technology,2007,184(1/2/3):407-410.
[3] Lai M,Zhang X,Fang F Z. Study on critical rake angle in nanometric cutting[J]. Applied Physics A:Materials Science & Processing,2012,108(4):809-818.
[4] Sato M,Yamazaki T,Shimizu Y,et al. A study on the microcutting of aluminum single crystals[J]. JSME International Journal:Vibration,Control Engineering,Engineering for Industry,1991(4):540-545.
[5] Taminiau D,Dautzenberg J. Bluntness of the tool and process forces in high-precision cutting[J]. CIRP Annals:Manufacturing Technology,1991,40(1):65-68.
[6] Yuan Z,Zhou M,Dong S. Effect of diamond tool sharpness on minimum cutting thickness and cutting surface integrity in ultraprecision machining[J]. Journal of Materials Processing Technology,1996,62(4):327-330.
[7] 唐玉兰,梁迎春,程 凯,等. 单晶铜纳米切削过程的研究[J]. 纳米技术与精密工程,2004,2(2):132-135.
Tang Yulan,Liang Yingchun,Cheng Kai,et al. Study on nanometric cutting process of monocrystalline copper by molecular dynamics[J]. Nanotechnology and Precision Engineering,2004,2(2):132-135(in Chinese).
[8] 王 研,郑丽芬,胡晓东,等. 利用 AFM 在不同加工参数下实现纳米加工[J]. 天津大学学报,2004,37(1):33-36.
Wang Yan,Zheng Lifen,Hu Xiaodong,et al. Nano-fabrication in different fabrication parameters by AFM [J]. Journal of Tianjin University,2004,37 (1):33-36(in Chinese).
[9] 徐宗伟,李龚浩,兀 伟,等. 滚压印圆柱母光栅的微刻划制造[J]. 纳米技术与精密工程,2013,11 (6):473-478.
Xu Zongwei,Li Gonghao,Wu Wei,et al. Precise micro fabrication of roller grating template[J]. Nanotechnology and Precision Engineering,2013,11(6):473-478(in Chinese).
[10] Guo Y,Liang Y,Chen M,et al. Molecular dynamics simulations of thermal effects in nanometric cutting process[J]. Science China Technological Sciences,2010,53(3):870-874.
[11] Malekian M,Mostofa M,Park S,et al. Modeling of minimum uncut chip thickness in micro machining of aluminum[J]. Journal of Materials Processing Technology,2012,212(3):553-559.
[12] Lee Seoung Hwan. Analysis of ductile mode and brittle transition of AFM nanomachining of silicon[J]. International Journal of Machine Tools and Manufacture,2012,61:71-79.
[13] Ikawa N,Shimada S,Tanaka H,et al. An atomistic analysis of nanometric chip removal as affected by toolwork interaction in diamond turning[J]. CIRP Annals:Manufacturing Technology,1991,40(1):551-554.
[14] Lucca D,Rhorer R,Komanduri R. Energy dissipation in the ultraprecision machining of copper[J]. CIRP Annals:Manufacturing Technology,1991,40(1):69-72.
[15] Cheong W C D,Zhang L C. Molecular dynamics simulation of phase transformations in silicon monocrystals due to nano-indentation[J]. Nanotechnology,2000,11(3):173-180.
[16] Zhang Z,Wu Y,Guo D,et al. Phase transformation of single crystal silicon induced by grinding with ultrafine diamond grits[J]. Scripta Materialia,2011,64(2):177-180.
(责任编辑:金顺爱)
Design and Experiment on SEM Based Nanometric Cutting Device
Liu Bing1,2,Xu Zongwei2,Wu Wei2,Wang Zhiqiang2
(1. School of Mechanical Engineering,Tianjin University,Tianjin 300072,China;2. State Key Laboratory of Precision Measuring Technology & Instruments,Tianjin University,Tianjin 300072,China)
To solve the problem that online high-resolution observation failed to be realized in cutting process with the current nanometric cutting mechanism,a nanometric cutting device under high vacuum condition based on SEM was designed and established. Motion accuracy analysis of the device was carried out and nanometric cutting of typical single crystal materials with online observation was researched. The proposed device can realize displacement output in the range of 7 µm with closed-loop resolution of 0.6,nm in both cutting direction and depth direction. The motion accuracy of the device was measured by white light interferometer. Step structures with different cutting depths were machined and the height differences between the steps were 59.3 nm,115.1 nm and 161.2 nm,respectively. Nanometric cutting experiment was carried out on single-crystal copper and silicon by using diamond tool with straight edge. The experimental result indicates that the developed nanometric cutting device enables nanoscale material removal behavior to be achieved with online high-resolution observation.
scanning electron microscope;nanometric cutting;online observation;motion accuracy
TH122;TH69;TH162.1
A
0493-2137(2015)01-0056-06
10.11784/tdxbz201404001
2014-04-01;
2014-05-04.
国家重点基础研究发展计划(973计划)资助项目(2011CB706703,2011CB706700);国家自然科学基金资助项目(51275559).
刘 冰(1985— ),男,博士研究生,13920809662@163.com.
徐宗伟,zongweixu@163.com.
时间:2014-05-16.
http://www.cnki.net/kcms/doi/10.11784/tdxbz201404001.html.
