钛合金在航空领域的应用及其先进连接技术
2015-05-31山东大学材料液固结构演变与加工教育部重点实验室李亚江
山东大学材料液固结构演变与加工教育部重点实验室 李亚江 刘 坤
先进航空装备的制造对新型材料与焊接技术的发展具有强大的推动作用,在解决航空制造技术关键问题时,新型材料(尤其是钛合金)与焊接的优势越来越明显,如减轻结构重量、提高结构性能等,焊接技术已由原来的辅助制造工艺演变转成为飞机制造中的关键技术。
钛合金在航空领域的应用
钛合金以其突出的性能优势在航空、航天、军事、化工、医疗、海洋石油开采等领域有较广泛的应用,被誉为“太空金属”、“海洋金属”、“智能金属”等[1]。钛合金是一种对发展国防高新技术武器装备有重要作用的新型金属结构材料,已被世界多个军事强国列为重点发展的21世纪具有战略意义的新型结构金属材料。随着国民经济持续快速发展,钛合金已在航空航天及武器装备领域获得应用,中国对钛合金的需求量更是以每年20%~30%的速度增加。
20世纪50年代,美国开发了第一种真正用于飞行的钛合金(Ti-13V-11Cr-3Al),这种高强可热处理的钛合金在高速预警机中得到了应用。在20世纪60年代,钛合金在非军用航空发动机和宽体喷气式飞机(如波音747)中得到了广泛的应用。70年代,钛合金在航空领域的应用约占美国整个钛合金市场应用量的80%。80~90年代,欧洲、俄罗斯飞机上钛及钛合金的应用呈大幅度增加趋势,日本在飞机上钛合金的用量也在逐年增加。
1 钛合金在飞机机体上的应用
钛合金是继钢铁和铝合金之后应用于航空航天领域的又一种新型轻质结构材料,它的应用水平已成为衡量飞机选材先进程度的一个重要标志。
钛合金是飞机机体和发动机的重要结构材料之一,作为减重效果良好的机体材料,近50年来钛合金在商用及军用飞机领域的用量伴随各自产品的升级换代呈稳步增长趋势。军用飞机上钛合金使用量已达到30%~40%。美国率先把破损安全设计概念和损伤容限设计准则成功应用在先进战斗机上,F-22战斗机大量采用损伤容限型钛合金及其大型整体构件,以满足高减重和长寿命的设计需求[2]。钛合金在民用飞机上使用量也可占到约10%~15%,其中波音787机体钛合金用量达15%,创下民用客机机体钛合金用量最高记录,波音787的材料使用情况如图1所示。
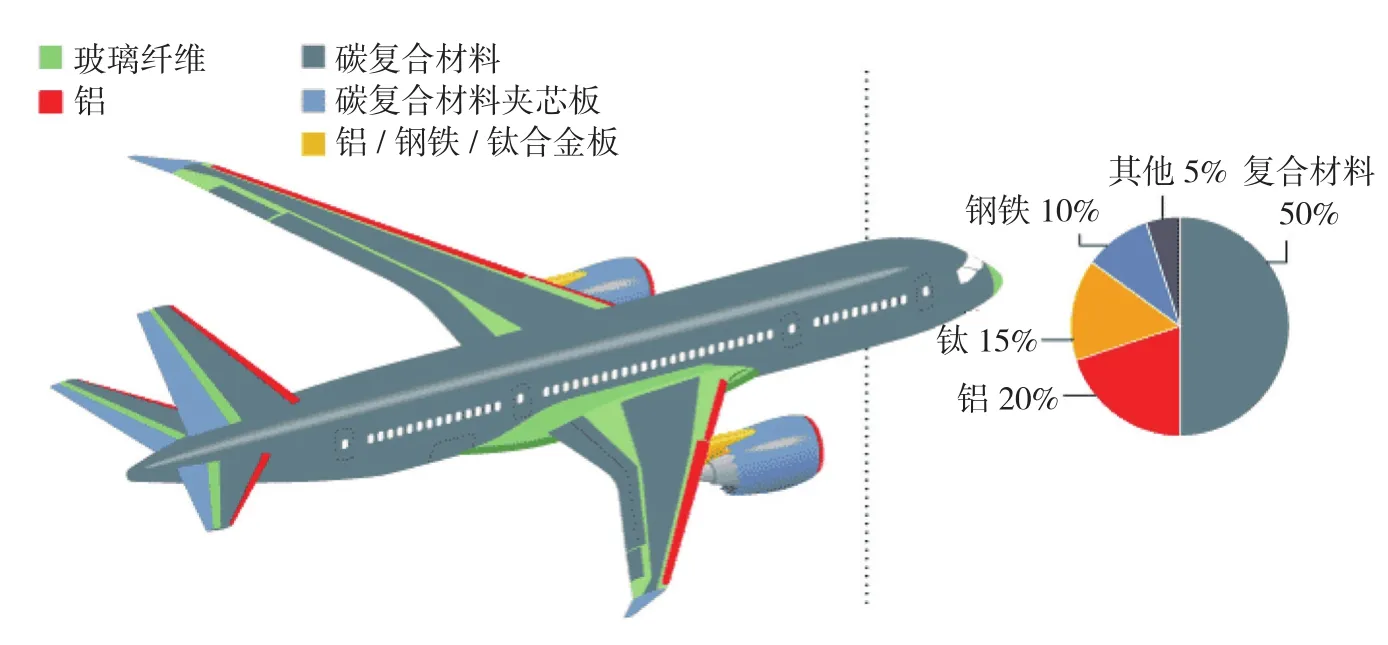
图1 波音787材料使用情况
钛合金在现代飞机上的应用范围更加广泛,飞机机身、液压管道、起落架、座舱窗户框架、蒙皮、紧固件、舱门、机翼结构、风扇叶片、压缩机叶片等部位多采用钛合金。
2 钛合金在发动机上的应用
航空发动机直接影响着飞机的性能、可靠性以及经济性,是一个国家科技、工业和国防实力的重要体现[3]。
航空发动机压气机叶片、盘和机匣等零件的制造主要采用高温钛合金,这些零件要求材料在高温工作条件下(300~600℃)具有较高的比强度、高温蠕变抗力、疲劳强度、持久强度和组织稳定性。随着航空发动机推重比的提高,高压压气机出口温度升高导致高温钛合金叶片和盘的工作温度不断升高。经过几十年的发展,固溶强化型的高温钛合金最高工作温度由350℃提高到了600℃。
我国在航空发动机上使用的工作温度在400℃以下的高温钛合金主要有TC4和TC6,应用于发动机工作温度较低的风扇叶片和压气机第1、2级叶片; 500℃左右工作的高温钛合金有TC11、TA15和TA7合金,其中TC11是我国目前航空发动机上用量最大的钛合金。
单纯采用固溶强化的钛合金难以满足600℃以上温度环境对蠕变抗力和强度的要求。有序强化的钛-铝系金属间化合物因其高比强度、比刚度、高蠕变抗力、优异的抗氧化和阻燃性能,而成为600℃以上温度非常有使用潜力的候选材料,其中Ti3A l基合金长期工作温度在650℃左右,而TiA l基合金工作温度可达760~800℃。
钛合金的先进连接技术
钛合金的应用优势已经越来越来明显,大量使用钛合金是今后航空工业发展的趋势,而钛合金结构的先进焊接加工一直是航空制造领域最为关注的问题。
1 钛合金的激光焊接
针对飞机薄壁类钛合金构件的激光焊接,国内外学者进行了不断地探究。北京航空制造工程研究所对钛合金的激光焊接加工进行了多角度的研究,巩水利课题组[4-5]对钛合金CO2激光焊接进行了多角度的研究,确定了2.5mm钛合金板的合理激光焊接工艺参数。在穿透焊条件下,CO2激光和YAG激光焊接薄板钛合金焊缝都具有钉形和近X形两种典型的截面形貌。焊缝成形与焊接热输入及激光功率密度有密切联系。随焊接热输入和激光功率密度的增大,焊缝截面由钉形向近X形转变。在采用同样工艺规范获得近X形焊缝成形时,YAG激光焊缝的对称度显著高于CO2激光焊缝。
针对钛合金激光焊的咬边缺陷,陈俐等[6]将A-TIG焊用活性剂应用到钛合金的CO2激光焊上,可有效改善焊缝咬边缺陷,并降低了激光深熔焊的激光功率密度和焊接热输入阈值。活性剂主要从3个方面改善钛合金激光焊焊缝成形:首先增加了钛合金对激光能量的吸收;其次,降低了熔池表面张力,改变表面张力流方向;再次,不容忽略的是降低了光致等离子体的电离度,缩小等离子体云。
在航空结构的设计中,要求材料不仅具有高的比强度和塑性,还应具有高的断裂韧性和疲劳强度。北京工业大学李晓延等[5]对钛合金薄板激光焊和活性激光焊接头的疲劳性能进行了试验研究,发现钛合金薄板激光焊及活性激光焊接头的中值疲劳寿命低于母材的疲劳寿命,高应力水平时钛合金激光焊接头的疲劳寿命降低较多,低应力水平时趋于母材的疲劳寿命。
脉冲激光技术的发展对钛合金的焊接提供了新的工艺措施,土耳其科贾埃利大学Akman等[7]对3mm厚的Ti6Al4V钛合金板进行Nd:YAG脉冲激光焊接,并指出脉冲能量和脉冲持续时间是影响熔深的最重要两个参数,不同参数下获得的激光焊接头如图2所示(峰值功率为单位脉冲停留时间内的激光能量)。
钛合金激光焊接头为一个非均匀体,其组织和性能都存在大梯度变化,接头的塑性损伤行为与均匀材料的塑性损伤行为有着较大差异。西安交通大学张建勋课题组[8]对钛合金激光焊接头的塑性损伤行为进行了研究,发现钛合金激光深熔焊接接头的塑性损伤过程分为微孔洞的产生、长大与聚合方式;微孔洞在整个接头区程呈不均匀分布,体积分数沿焊接接头从焊缝、热影响区至母材呈非线性分布;焊接接头的微孔洞损伤规律和载荷大小相关,在载荷较小时焊缝的损伤大于热影响区和母材损伤,随着载荷值的增加,热影响区的孔洞体积分数的增长速度比焊缝快,当载荷增加到一定程度,热影响区和母材的损伤程度要大于焊缝。
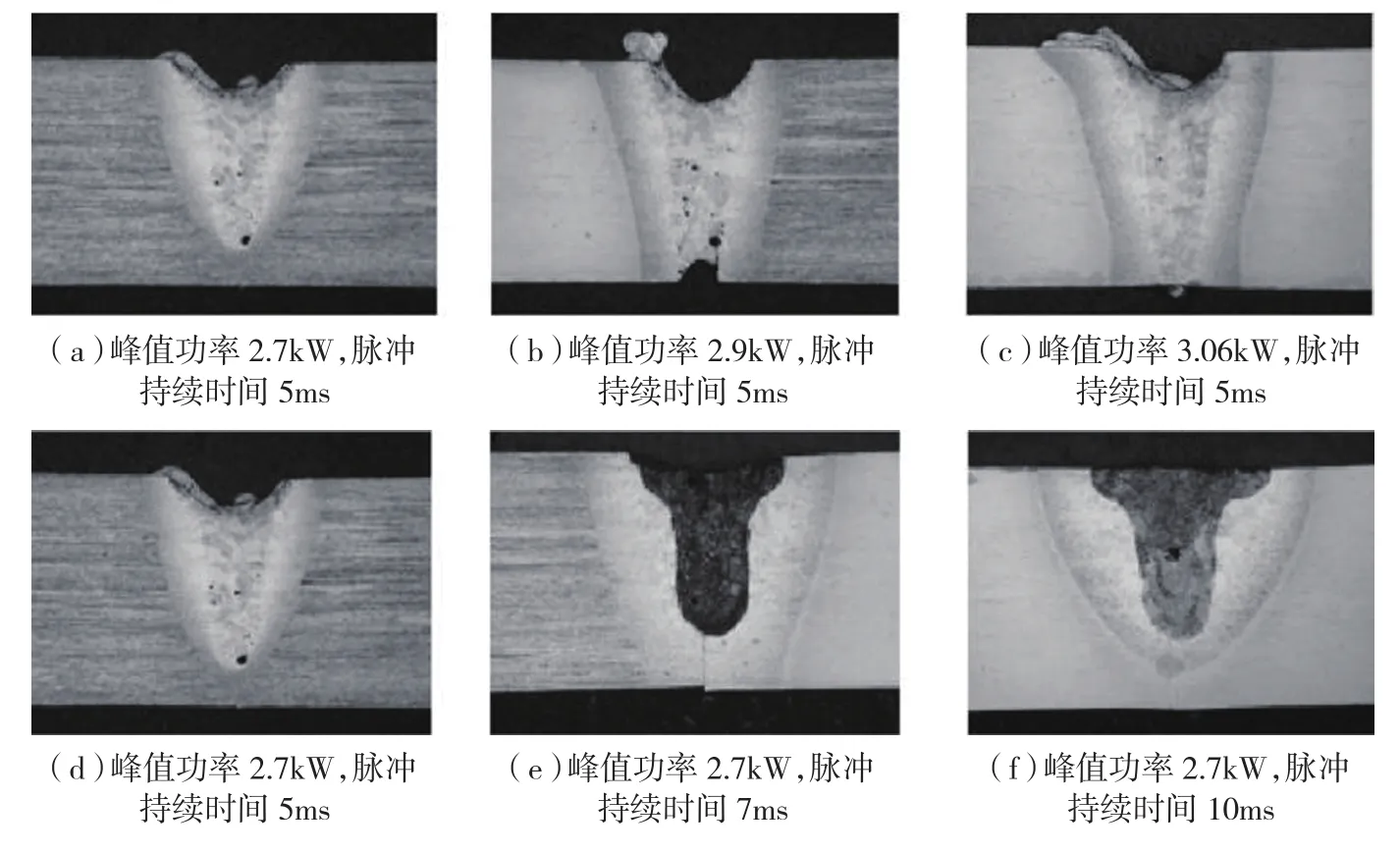
图2 不同脉冲激光参数下的接头熔深
在工艺方面,激光束的离焦量也是影响接头成形质量的关键因素。异种钛合金激光焊接时激光束的离焦量更为重要。天津大学胡绳荪课题组通过调整不同的离焦量对BTi-6431S/TA15异种钛合金进行焊接,获得的接头形貌如图3所示[9]。在熔合区有α’马氏体和细针状α相生成,并且在离焦量为-0.2mm时,α’马氏体的数量要少于离焦量为0.2mm时,在两侧高温热影响区都发生了α’马氏体和细针状α相的转变,而在低温热影响区呈现出初生相α和次生相α与β相的混合组织。但试验组设置离焦量数值较少,不能很好地反映出影响规律。
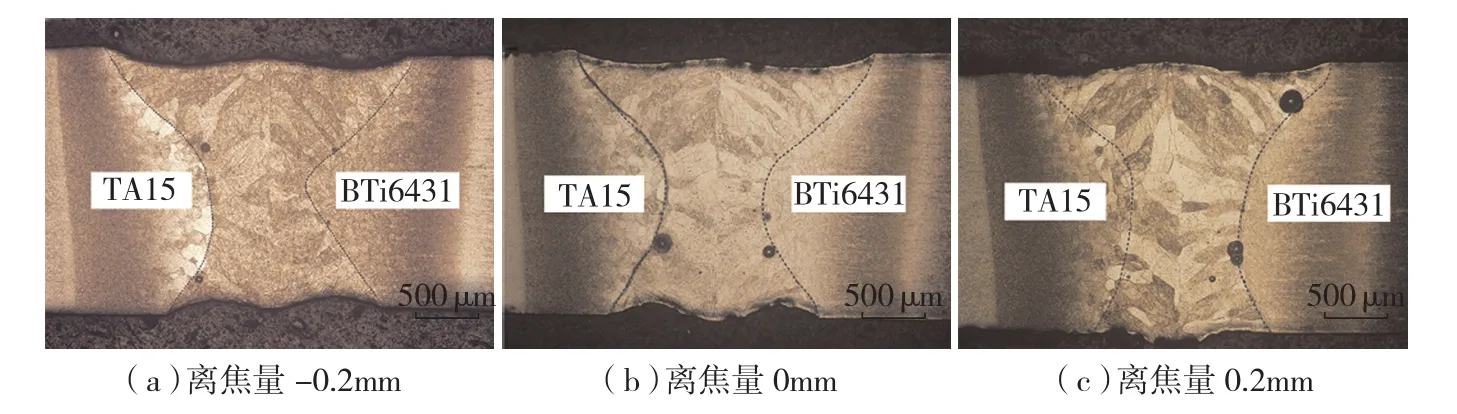
图3 不同离焦量对BTi-6431S/TA15钛合金激光对接接头形貌的影响
2 钛合金的电子束焊接
电子束焊接作为一种先进的高能束流加工方法,从20世纪60年代初,开始应用于原子能工业、飞机制造业和宇航工业中贵重金属的焊接。随着航空和宇航等尖端技术的应用而迅速发展起来,小到微型压力传感器,大到航天器外壳,航空航天零部件所用材料的独特性及焊接要求的特殊性,使电子束焊接迅速成为这些重要零部件加工所必须采用的工艺,大量应用于飞机重要承力件和发动机转子部件的焊接上。
钛在高温时会迅速吸收O2和N2,使接头脆化,采用真空电子束可获得优质焊缝,真空电子束焊焊接钛及钛合金具有独特的优势。美国的F-22战斗机机身段上,由电子束焊接的钛合金焊缝长度达87.6mm,厚度为6.4~25mm。另外,电子束焊接技术还用来焊接汽轮机喷管隔板、高温蒸汽机转轴、汽轮机定子、燃气涡轮叶片、航空发动机转子、摇臂组件、机匣、功率轴、飞机梁、起落架等。
通过采取合理的焊接工艺措施可实现钛合金厚板的电子束焊接。印度National Institute of Technology Calicut的 Saresh等[10]对17.5mm的钛合金厚板进行单道电子束焊接,但接头未能实现全穿透焊接;当采用双道双面电子束焊接时,可实现17.5mm厚度的钛合金板的全穿透焊,但背面焊接要尽量紧随在正面焊完成之后,避免由焊接接头污染造成的熔合区空洞。
获得具有可靠性能的接头是电子束焊接钛合金的关键,因为接头性能的可靠性将直接影响钛合金结构的安全性,尤其在航空装备领域结构的安全性是至关重要的。北京工业大学史耀武课题组[11-12]用电子束焊接50mm厚TC4-DT钛合金板,发现电子束焊接使TC4-DT钛合金焊缝金属强度增加、塑性和韧性降低、应变硬化能力增强。接头拉伸试验的断裂位置均在离焊缝较远的母材上,母材为整个接头的薄弱环节。母材和焊缝金属拉伸断口均表现出延性韧窝断裂特征,并且焊缝金属拉伸性能的变化与电子束焊接过程中冷却速度快、在焊缝区形成了粗大口柱状晶及针状马氏体有关。
3 钛合金的摩擦焊接
目前对航空领域钛合金的摩擦焊接主要有线性摩擦焊和搅拌摩擦焊。两者都是新型的固相连接方法,连接过程中金属不熔化、不变形,焊接接头的拉伸强度优于熔焊接头的强度,这两种摩擦焊接方法成为航空发动机中关键的制造技术。
航空发动机压力机出口为适应不断提高的高温环境,温度梯度较大的压力机盘心与盘缘需要采用不同的钛合金材料,采用线性摩擦焊可实现异种钛合金的连接,从而满足航空发动机双性能整体叶盘的需求。北京航空制造工程研究所刘颖等[13]对TC4/TC17异种钛合金线性摩擦焊接头的拉伸、高周疲劳力学性能进行了分析,发现接头的室温拉伸和高温拉伸强度均介于TC4母材和TC17母材之间,高周疲劳性能达到TC4母材高周疲劳强度的95%以上。
日本大阪大学Liu等[14]研究了钛合金搅拌摩擦焊过程中织构对接头搅拌区应变局部化的影响,在拉伸变形的初期阶段,搅拌区发生了明显的塑性变形,主要是因为搅拌区与母材相比,具有较高的棱柱状滑移的Schmid因子。在拉伸变形量大于0.1时,搅拌区与母材的Schm id因子差异明显减弱,但晶粒尺寸的影响作用加强。
4 钛合金的复合焊接
复合焊作为一种新型焊接方法用于航空钛合金的加工也越来越引起研究学者的关注,近年来的相关研究主要集中在钛合金的激光/电弧复合焊接技术。
激光和等离子弧复合具有明显“协同效应”,可以增大焊缝熔宽和熔深,并且可以实现同轴复合,使其在复合焊接技术中具有很强的竞争力。姚伟等[15]在对钛合金激光/等离子电弧复合焊与单一激光焊的焊缝成形进行比较的基础上,研究了激光在复合等离子电弧后主要焊接工艺参数对焊缝成形的影响,发现激光功率增大和焊接速度降低,复合焊与单一激光焊焊缝的横截面形貌均由钉形向近X形转变。与单一激光焊相比,复合焊焊缝的余高和咬边较大。激光/等离子弧“协同效应”随激光功率和焊接速度变化而不同,从而影响复合焊焊缝的熔宽和熔宽比。
在TIG焊基础上复合激光热源有助于提高接头成形质量和性能。中科院沈阳自动化所王敏等[16]采用TIG焊、激光-TIG电弧复合焊工艺,以及单面焊背面双侧成形焊接技术对钛合金T型结构进行焊接,发现近缝区及热影响区晶粒长大倾向明显要小于TIG焊接头,激光-TIG电弧复合焊头的抗弯曲强度明显高于TIG焊接头,复合焊接的疲劳强度相比TIG焊提高约50%,并指出激光-TIG电弧复合焊工艺焊接钛合金T型结构综合力学性能优于TIG焊接头。
结束语
随着材料科学的发展以及能源危机的挑战,航空工业对耐高温、高强度及高韧度的航空材料提出了更高的要求,对高强度、高弹性模量、低密度、耐高温的新型钛合金的需要越来越迫切,作为制造航空发动机和飞机机体的钛合金在未来航空领域的应用必将涉及到同种或异种钛合金的连接问题。虽然国内外学者针对钛合金的连接已探究了多种高能束焊接、摩擦焊接以及复合焊接等先进技术,但是在航空制造应用中遇到的实际技术难题还需要进一步攻克。
[1] 张利军,王幸运,郭启义,等. 钛合金材料在我国航空紧固件中的应用. 航空制造技术,2013(16): 129-133.
[2] 刘全明,张朝晖,刘世锋,等. 钛合金在航空航天及武器装备领域的应用与发展.钢铁研究学报,2015,27(3): 1-4.
[3] 李亚江,夏春智,Puchkov U A,等.高能束流焊接技木在航空发动机耐热村料中的应用. 航空制造技术,2009(9): 40-44.
[4] 李晓延,巩水利,陈俐,等. TC4钛合金薄板高能束焊接接头疲劳性能研究. 航空材料学报,2005,25(4): 26-29.
[5] 李晓延,巩水利,陈俐,等. 钛合金薄板激光焊接头的疲劳性能. 航空制造技术,2007(S): 165-168.
[6] 陈俐,巩水利,姚伟,等. 活性剂对钛合金激光焊焊缝成形影响. 焊接,2008(11):32-37.
[7] Akman E,Demir A,Canel T,et al.Laser welding of Ti6Al4V titanium alloys. Journal of Materials Processing Technology,2009,209(8):3705-3713.
[8] 张建勋,宋旭,董丽娜,等. 钛合金激光焊接接头塑性损伤行为分析. 焊接学报,2011,32(5): 1-4.
[9] Zhang H,Hu S,Shen J,et al. Effect of laser beam offset on microstructure and mechanical properties of pulsed laser welded BTi-6431S/TA15 dissimilar titanium alloys.Optics & Laser Technology,2015,74: 158-166.
[10] Saresh N,Pillai M G,Mathew J.Investigations into the effects of electron beam welding on thick Ti-6A l-4V titanium alloy.Journal of Materials Processing Technology,2007,192-193: 83-88.
[11] 芦伟,史耀武,李晓延,等. TC4-DT钛合金电子束焊接接头的拉伸性能. 稀有金属材料与工程,2013,42(9): 1945-1948.
[12] 芦伟,史耀武,雷永平,等. 厚壁TC4-DT钛合金电子束焊接接头的微观组织特征. 稀有金属材料与工程,2013,42(1): 54-57.
[13] 刘颖,张田仓,李晶,等. TC4/TC17钛合金线性摩擦焊接头性能分析. 航空材料学报,2011,31(S): 112-116.
[14] Liu F C,Liao J,Gao Y,et al.Influence of texture on strain localization in stir zone of friction stir welded titanium. Journal of Alloys and Compounds,2015,626: 304-308.
[15] 姚伟,巩水利,陈俐,等. 激光/等离子电弧复合热源能量参数对钛合金焊缝成形的影响. 焊接学报,2006,27(9): 81-84.
[16] 王敏,杨磊,于瑛,等. 钛合金T-型结构单面焊背面双侧成形焊接接头组织与性能. 航空材料学报,2012,32(1): 45-50.
