全自动装箱机的PLC控制的设计
2015-05-30张志祥李吉星沈舷马国振吴晨诚孙冠楠
张志祥 李吉星 沈舷 马国振 吴晨诚 孙冠楠
【摘 要】全自动装箱机采用PLC和人机界面两级控制的结构,PLC控制各部分的运行,人机界面则是通过发出命令去控制PLC的运行,以达到进行全自动控制的目的。在设计时着力于提高包装机械的自动化程度,实现柔性化生产。
【关键词】全自动装箱机 PLC控制 设计
本项目研究的全自动装箱机,是一种应用机电一体化技术的包装机械,它按产品自动包装工艺要求组合成全自动包装系统,在生产过程中能实现检测与控制、故障的诊断与排除,将微机技术引入到包装机械中,将实现全面自动化,实现高速、优质、低耗和安全生产。
1 设计任务分析
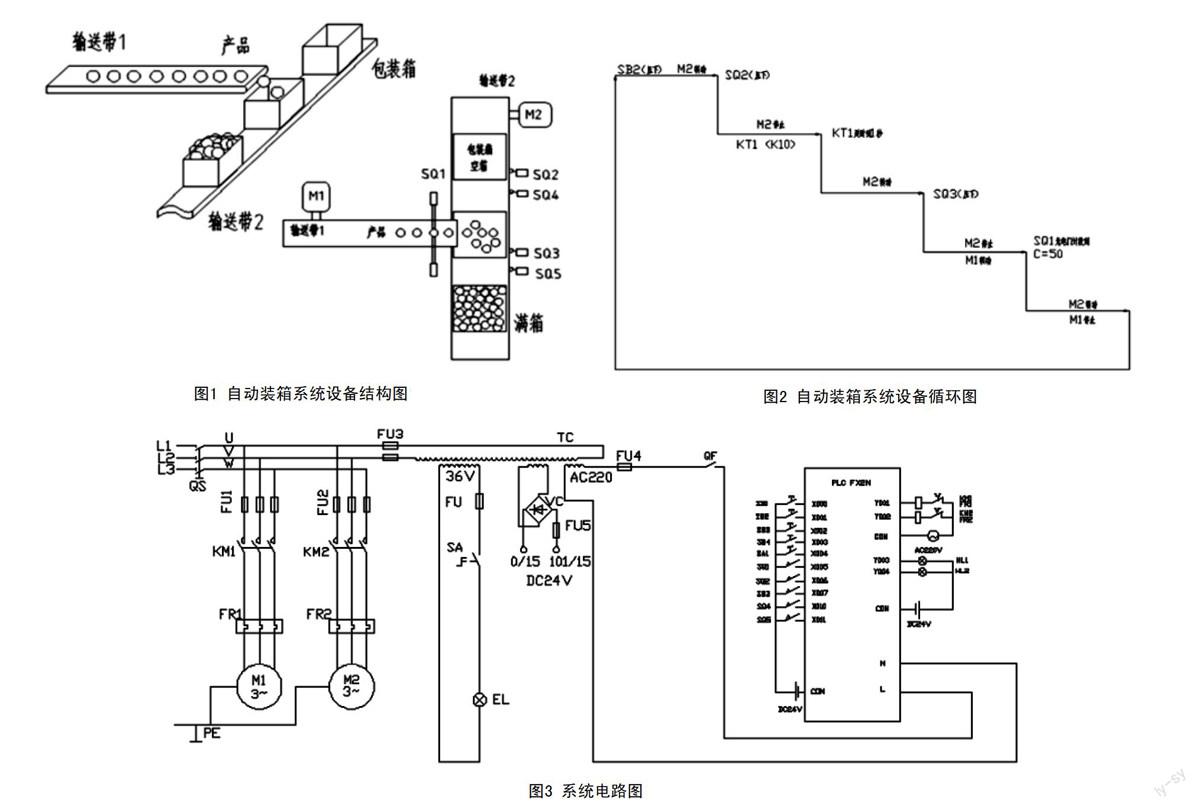
(1)设备机构组成分析。图示自动装箱系统由成直角分布的2条输送带组成,1条输送带输送产品,另一条输送带输送包装箱。产品装箱过程中需要对产品进行计数,每箱为50个产品。包装箱输送带将空包装箱送到装箱位置,并将满箱移出。系统中输送带由电动机驱动,使用光电开关对装箱产品进行计数,通过行程开关检测包装箱是否到达预定位置。系统设备结构如图1所示,图2为循环图。
(2)设备工作过程分析。自动装箱系统的工作过程:启动输送带1后,产品被送往装箱位置,并在经过光电开关计数时进行计数,计数后的产品掉入包装箱。当计数到达给定数值后,输送带1停止运转,输送带2启动运转,将装满产品的包装箱,移出装箱位置,而将空包装箱移入装箱位置,当包装箱到达预定位置,输送带2停止运转,由此结束一次装箱工作循环过程。
2 控制方案设计
任务分析。自动装箱系统的控制要求,是通过满足自动装箱系统工作要求行成的,控制系统的功能必须满足自动装箱系统所有的工作要求。
自动装箱系统的工作要求包含三个方面,工作方式要求,工作过程要求,安全稳定工作要求。为保证物品输送系统能够处于正常工作,自动装箱系统要求其具备二种工作方式:整机全自动循环工作和输送带能够点动向前调整。
3 设计主电路
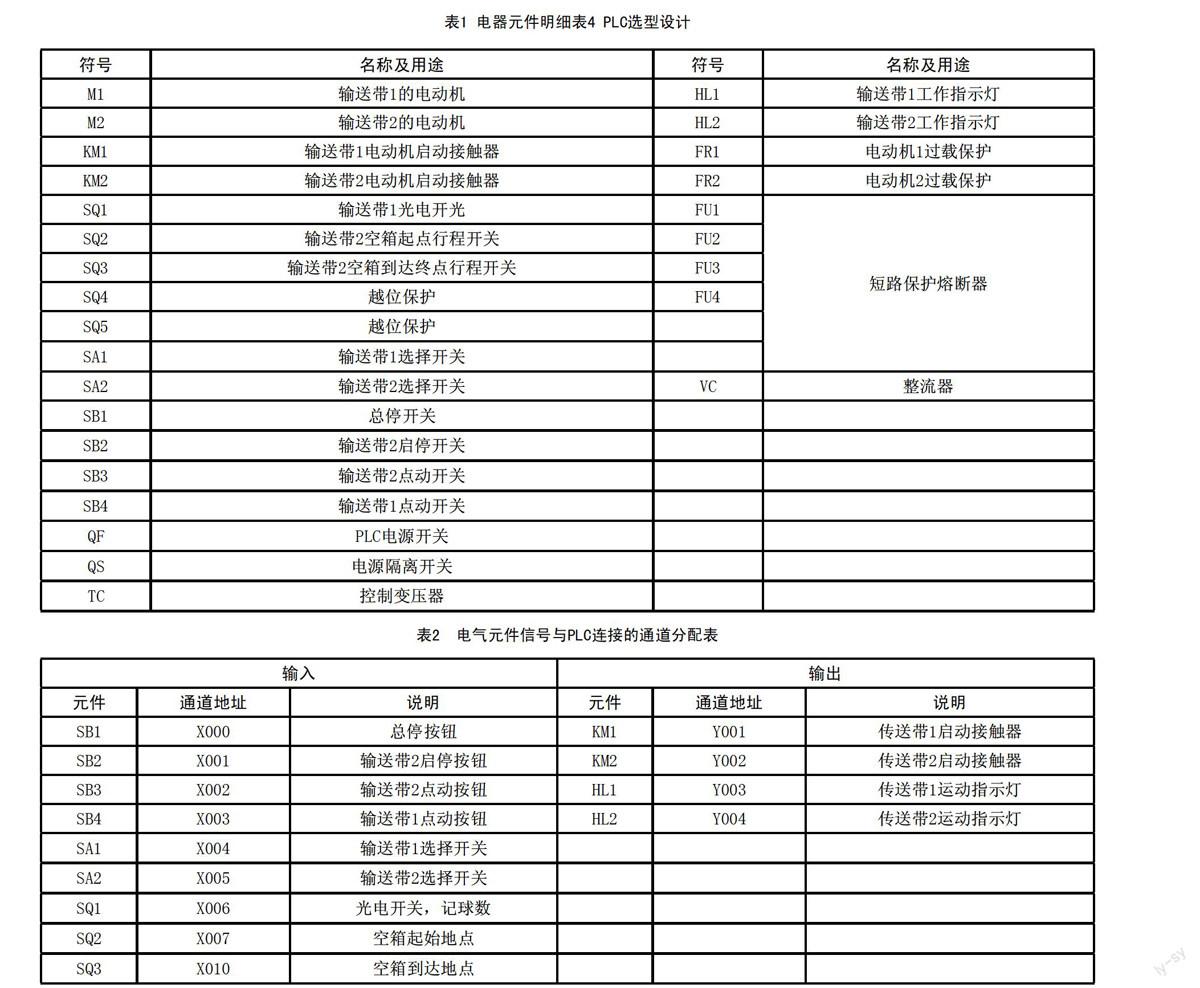
生产线自动装箱的电气控制系统主要有两部分组成,即电动机驱动系统(主电路)和由PLC设备构成的控制部分,驱动系统通过交流接触器主触点控制电动机电路的断开与接通,采用熔断器和热继电器进行短路和过载保护,同时采用控制变压器和整流器,系统电路图如图3-1所示,电器元件明细表如表1所示。
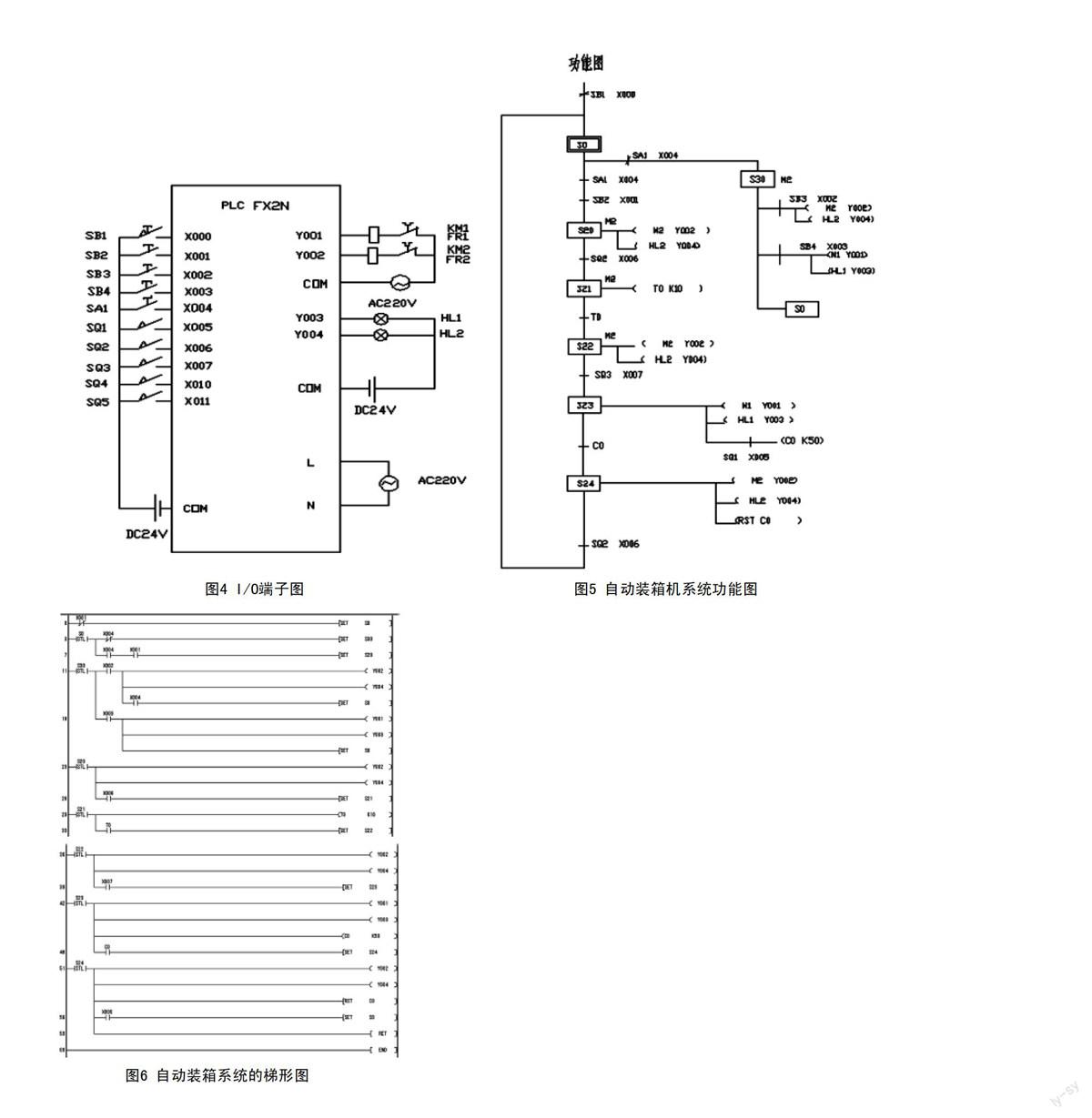
(1)I/O分配表。电气元件信号与PLC连接的通道分配表见表2。
(2)I/O端子接线图。根据生产线自动装箱机电路图绘制出生产线自动装箱机的I/O端子接线图,如图4所示。
5 控制流程分析
(1)功能图。三菱系列PLC用于步进控制法,其控制流程设计采用与流程图功能一致的状态转移图(功能图)描述。首先输送带2上有包装箱空箱,然后输送带2运动到达指定位置后,输送带1运动,光电开关开始对产品计数,计满50个以后,传送带1停止2运动,完成一次循环。各步使用状态器S0、S20S25、S30S31,设计完成的设备自动工作流程图如图5所示。
(2)梯形图。根据前一节的自动装箱系统功能图,在三菱编程软件fxgpwin上绘制梯形图,如图6所示。
(3)指令表。在三菱编程软件fxgpwin上可很方便地把梯形图自动转化为指令表。
结语
通过对自动装箱机工作过程的分析,按照其特定的工作方式,运用控制技术实现安全稳定工作要求。
参考文献
[1]汪小澄,袁立宏,张世荣.可编程序控制器运动控制技术[M].北京:机械工业出版社,2006.10.
[2]陈志新,宗学军.电器与PLC控制技术[M].北京:北京大学出版社,2006.8.
[3]张万奎.机床电气控制技术[M].北京:中国林业出版社,006.8.
[4]杨仲林.包装自动控制技术及应用.[M].北京:中国轻工业出版社,2008.6.
[5]海心,赵华主编.机电傳动控制[M].高等教育出版社出版,2008.10.
[6]三菱FX1N-232BD,FX2N-485BD使用手册。
