后张法预应力混凝土预制T梁施工质量控制
2015-05-30董南
董南
【摘 要】由于后张法预应力混凝土T梁具有截面尺寸小、自重轻、施工速度快等优点 ,往往采用工場化集中生产,在生产过程中,一旦某个环节控制不严,便会导致鉴T梁批量的出现质量问题。鉴于T梁预制施工的特殊性和重要性, 2005年8月铁道部科技司发布“关于客运专线预制预 应力混凝土简支梁生产许可证有关事项的通知”(科技技[2005]84号),要求:“生产客运专线预制预应力混凝土简支梁的企业,必须取得全国工业产品生产许可证才具有生产该产品的资格。”本文以T梁预制各道工序为中心,阐述了T梁预制生产过程中的质量控制重点。
【关键词】工场化;T梁;预制;质量控制
1、工程概况
新建兰州至中川机场铁路工程,线路总长度60.516km。大、中桥梁长19.05km,隧道长6.56km座,桥隧总长25.61km,桥隧比重42.32%。全线设兰州西、陈官营、福利区、西固、兰州新区、中川机场站6个车站。
兰新线至兰州北编组站货车联络线,下行线线路长22.425km,出入段环线长3.096km,线路总计全长25.521km。下行线桥梁长2.448km/6座,隧道长15.98km/13座,桥隧占线路总长82.18%。
中铁大桥局股份有限公司皋兰制梁场地处兰州市安宁区皋兰县,位于线路DK28+700处右侧,供梁范围为铁路线DK26+452—DK53+890,共计15座大桥,供梁线路约27.4km,供梁数量为368双线孔简支T梁(其中32mT梁330孔,24mT梁38孔),并于2014年1月8日一次获得了中国铁路总公司和全国铁路产品生产许可证办公室颁发的T梁生产许可证。
2、产品质量检验标准
预应力混凝土铁路桥简支梁产品生产许可证检验项目及判定标准表主要包括14项关键项点及48项主要项点,总计11类62项检验标准。关键项点合格率100%,主要项点评分采用折合计分法计分。外形外观样品梁平均得分大于或等于85分,且单件梁得分不得低于80分;以上两条件同时具备,方可判为产品质量合格。
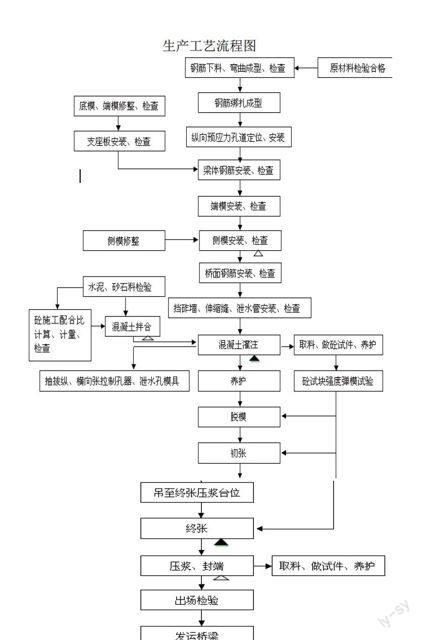
3、生产工艺
3.1、台座
首先是承担桥梁预制、存放的台座。台座的设计必须根据地质情况,经过计算满足制梁、存梁时各种荷载的要求,控制地基不均匀沉降;同时台座的设置必须满足生产施工的需要,合理布局,充分考虑施工场地的利用,节省工序之间的流程时间。
3.2、模板制作、安装
预制铁路桥简支T梁的模板由底模、侧模、端模等部件组成。模板的设计满足预设反拱、预留压缩量及模板在安装、浇筑、振捣、拆模、张拉等工艺时强度、刚度和稳定性的要求。同时,模板的设计、制造必须保证梁体各部位形状与尺寸,满足装、拆模方便的要求。拆模时,必须先拆除支座板上定位螺丝,采用施顶脱模,模板两端千斤顶着力必须均匀,同时防止拉倒模板和克损梁体,吊模板时先将模板拉开再行起吊,不得先起钩,防止模板顶撞桥面混凝土。
3.3、钢筋的制作安装
3.3.1、钢筋的加工
钢筋对焊的操作人员必须有岗位证书,持证上岗,同时确保钢筋加工设备运转情况良好,待加工钢筋平直,无弯曲,外观无油污、铁锈、伤痕等。加工前,下料人员应先根据下料单进行试弯,并根据供料尺寸的情况统筹安排以减小钢筋的损耗,构造筋下料长度允许偏差为±10mm,切断刀口平齐,两端头不得弯曲。弯制好的半成品钢筋在检查合格后,分类堆放并挂牌标识。
3.3.2、钢筋的焊接
热轧钢筋连接必须采用闪光对焊,不得采用搭接接头。钢筋的闪光对焊在碰焊棚内进行,焊接时的环境气温不低于0℃。每批钢筋焊接前,先选定焊接工艺和参数,按实际条件进行试焊,并检验接头外观质量及规定的力学性能。仅在试焊质量合格和焊接工艺(参数)确定后,方可成批焊接。完成的闪光对焊接头以200个为一批,分批进行外观检查和力学性能检验。
3.3.3、钢筋的绑扎
钢筋骨架绑扎采用桥面和梁体钢筋分别整体绑扎方法。为保证钢筋绑扎尺寸准确,梁体、桥面钢筋和定位网钢筋必须在胎模上成型,然后在制梁台座上拼装绑扎成整体钢筋笼钢筋骨架安装时,为控制梁体各部位保护层厚度,在钢筋外侧放置或悬挂与梁体同寿命的混凝土垫块,且保证梁体的耐久性及强度。绑扎铁丝尾段不得伸入保护层内,钢筋最小净保护层除顶层30mm外,其余均为35mm。
3.4、混凝土灌注
3.4.1混凝土的拌制、运输
按照选定的配合比配制符合施工要求的混凝土拌合物,采用运输罐车将混凝土运送到现场后,用现场门吊配合料斗将混凝土送入指定的位置,保证布料准确均匀。浇筑梁体底板和腹板混凝土采用斜向分段分层法从一端向另一端连续浇筑。
3.4.2 混凝土灌注
浇筑混凝土前,应针对浇筑起点、浇筑进展方向、浇筑厚度浇筑方法、振捣方法以及钢筋混凝土保护层厚度的控制措施对现场作业人员进行交底。并对模板、钢筋做好浇筑前的检查及混凝土性能的测试,确保现场满足浇筑条件。
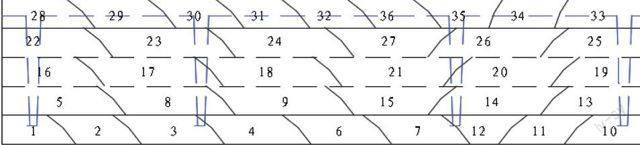
梁体混凝土的灌注采用连续浇筑一次成型。浇注方法为:纵向分段,斜向分层(以30~45°为宜),由一端向另一端循序渐进地施工方法,每层厚度不超过30cm(腹板不超过20cm)。每次振捣按混凝土所浇筑的部位使用相应区段上的腹板振动器,并辅以插入式振动器振动。振捣混凝土必须密实并防止过振、漏振;振捣时振捣棒不得碰撞模板和预应力筋管道。
纵向分段斜向分层浇筑示意图
两层混凝土浇筑的间歇时间在环境温度30℃以上时不超过1小时,在30℃以下时不超过1.5小时,一片梁的浇筑时间不宜超过3.5小时,并做好现场值班记录,如实填写灌注记录表。
3.4.3 混凝土养护
梁体混凝土浇筑完成后,即应按规定用保水性能良好的材料进行覆盖养护。梁体的养护分为自然养护(夏季)和蒸汽养护(冬期)两种。
3.4.1 蒸汽养护
采用蒸汽养护时,应合理布置蒸养管道,确保整个T梁养护温度一致。同时按工艺要求在混凝土内或预应力孔道内安装T梁混凝土测温感应元件,通过导线传至梁体外采集混凝土温度数据,对养护棚内温度实施跟踪。蒸汽养护分为静停、升温、恒温、降温四个阶段。通过加汽或停汽,将升温幅度控制在10℃/h之内,根据实测温度调整蒸汽量,保证混凝土温差满足标准要求(梁体混凝土芯部与表层、表层与环境温度之差不超过15℃)。
3.4.2自然养护
在自然气温较高的情况下可采用梁面洒水养护,养护用水应可采用混凝土的拌和用水或符合饮用标准的自来水,T梁端部、外侧腹板其他由于无法进行覆盖洒水养护部位采用喷涂养护液进行养护。当日平均气温低于5℃,不得进行浇水养护,应喷涂养护剂,采取保温措施进行养护。养护的时间从灌注完开始计时,不少于14天。
3.5、模板拆除
混凝土强度达到25MPa,且能保证构件棱角完整,联接板根部、隔墙根部及梁面板腋部不开裂时方可拆模。拆模时梁体表面温度与环境温度之差不得超过15℃,否则梁体必须予以覆盖。
3.6、预应力施工
3.6.1 预应力成孔
预应力孔道采用抽拔橡胶棒成孔的方法。在橡胶抽拔棒安装前,在每根橡胶抽拔棒孔内穿一根钢绞线限制橡胶抽拔棒的弯曲、下垂。安装时按照设计图中预应力筋的曲线坐标在梁底和腹板上进行定位,并用定位钢筋网进行固定。制孔橡胶管在跨中采用内径比橡胶管直径大1mm、厚度为0.5mm、长度为300mm的短铁皮管套接,铁皮中间用扎丝缠紧,两端用胶带缠紧,并用扎丝绑牢,以防止水泥浆进入管道内部。两根橡胶管在跨中必须对接,其间隙不得大于10mm。橡胶管
3.6.2钢绞线的制作和穿束
开盘用卷扬机牵引或人工牵引,用钢尺丈量,下料可采用砂轮机切割,严禁钢绞线受拉部位受到火花灼伤。每个孔道内的钢绞线,尽量采用同一盘上的钢绞线,以求力学性能一样,防止因弹性模量互不相等而产生应力不均的现象。
穿束过程中要根据穿入孔道内钢绞线的弹性模量做好钢绞线使用台账,确保钢绞线的追溯性。钢绞线穿入后要及时将露出的部分用帆布袋密封,防止养护用水和雨水打湿生锈。
3.6.3 预应力张拉
預施应力按初张拉和终张拉两个阶段。当混凝土强度达到33.5Mpa以上,方可进行初张拉;当混凝土强度达到58.5Mpa以上及弹性模量达36GPa且混凝土龄期不少于14天时可进行终张拉。张拉时,梁两端同时先对千斤顶主油缸充油,使钢绞线束略为拉紧,充油时,随时调整锚圈、千斤顶位置,使孔道、锚具和千斤顶三者之轴线互相吻合,同时注意使每根钢绞线受力均匀,使两端基本同步张拉,保持千斤顶加压速度相近,使两端同时达到同一荷载值。张拉钢绞线束采用两端同时逐级加载的办法进行,升级加载值为读数5MPa的倍数到接近钢绞线的控制应力时,两端再同时加载到钢绞线束的控制力,持荷2分钟,并维持油压表读数不变,然后主油缸回油,钢绞线束锚固,最后回油卸顶,张拉结束。张拉顺序严格按设计图纸进行。终张时对初张拉的预应力束进行补拉。张拉完毕24h后复查,确认无滑丝、断丝现象并检查钢绞线回缩量,符合要求时即可进行钢绞线头的切割,切割处距工作锚表面35mm±5mm,且钢绞线端头距梁端面≥40mm。
3.6.4 张拉质量要求:
(1)以应力控制为主,伸长值做为校核:实际伸长量不超过计算伸长量的±6%(两端之和),每端钢绞线回缩量控制在6mm以内。
(2)锚固后,夹片外露必须平齐,错牙不超过1mm。终拉后的24h内,每端各钢绞线的回缩量不大于1mm。
(3)夹片式锚具回缩量:当有顶压时不得大于4mm,无顶压时不得大于6mm。
(4)每片梁滑丝、断丝总数不得超过钢绞线总丝数的5‰,并不得位于梁体同一侧,且一束内断丝不得超过1丝。
(5)后张梁终张后实测梁体弹性上拱,实测梁体弹性上拱不大于1.05倍设计计算值。终张拉30d时梁体拱度≤L/1000。
(6)张拉过程中出现以下情况之一者,需要换锚具或换钢绞线重新张拉:
后期张拉时发现早期张拉的锚具当中夹片断裂者; 锚具内夹片断裂者;
锚环可见裂纹者;切割钢绞线或者压浆时又发生滑丝者。
3.6.5 张拉安全注意事项:
(1)高压油管使用前作耐压试验,不合格的不能使用。
(2)油压表安装必须紧密满扣,不得漏油。
(3)张拉时,应按有关要求在两端做好防护,千斤顶后面不准站人,也不得踩踏高压油管。
(4)张拉时发现张拉设备运转声音异常,立即停机检查维修。
(5)锚具、夹具均设专人妥善保管,不得锈蚀、积灰、损伤。
(6)千斤顶不得超出规定的行程,转移油泵时对油压表有震动影响时必须将油压表拆卸下来另行携带转送。
3.7、压浆
钢绞线束张拉完毕,经检查签证后才能进行压浆,为减少预应力的损失,张拉后必须在24h~48h内进行孔道压浆。压浆前,清除梁体孔道内杂物和积水。管道压浆采用真空辅助压浆。压浆设备采用连续式泵。采用真空泵抽吸预应力孔道内的空气,使孔道压力稳定在-0.06~-0.08MPa的真空度,然后在孔道的另一端用压浆机以0.5~0.6MPa的压力将拌制好的浆体压入预应力孔道,以提高孔道压浆的密实度。
压浆时由梁一端压入浆体,管道出浆口装有三通管,当另一端喷出的浆体浓度与进浆浓度一致时,关闭出浆口,继续压浆,浆体注满管道后,在压力达到0.5~0.6MPa时,关闭进浆口,且持压3min,待浆体初凝不流动时方可拆卸浆阀,以确保孔道内浆体饱满密实。压浆时最大压力不超过0.6MPa。灌浆顺序先下后上,缓慢进行。互相串通的孔道必须同时压浆。同一孔道的压浆工作必须一次完成,不得中途停压,否则必须用清水冲洗干净已压浆的孔道,以便重新压浆。水泥浆终凝后,方可卸拔压浆阀门。浆体自拌制压入孔道的延续时间,不得超过40min。压浆后从锚垫板压出浆孔检查压浆密实情况,如有不实,及时补灌,以保证孔道完全密实。
3.8、封锚
压浆完后在三天内封锚。封锚混凝土采用强度等级同梁体的补偿收缩混凝土,掺合料及配合比由试验确定。
封锚顺序依次为:锚穴周边混凝土凿毛—→清扫干净—→涂刷锚具、锚垫板及外露钢绞线的防水涂料—→湿润锚穴周边混凝土—→填塞补偿收缩细石混凝土并捣实—→抹平表面—→对混凝土圆周进行防水处理。
4、梁体缺陷分析与相应防范措施
4.1麻面
原因分析:a.混凝土搅拌不均匀;b.模板表面不平整;c.脱模剂涂刷不均匀。
预防措施:a.搅拌时间至少保证2min;b.模板表面打磨光滑平整;c.脱模剂刷均匀。
4.2蜂窝
原因分析:a.振捣操作不规范;b.混凝土坍落度过小;c.混凝土离析。
预防措施:a.严格振捣操作;b.混凝土坍落度控制在140~180mm;c.合理选择配合比,避免水胶比过大;d.混凝土入仓自由下落高度不超2m。
4.3气泡
原因分析:a.水胶比过大;b.过量使用引气型外加剂;c.搅拌、振捣不到位;d.原材料级配不当。
预防措施:a.选择合适的配合比,选用适量引气型外加剂;b.保证搅拌时间;c.掌握振捣密实三原则:混凝土顶面不再出现气泡、混凝土不再下沉、混凝土表面泛浆。
4.4缺棱掉角
原因分析:a.拆模方法不当;b.混凝土强度未达到即拆模;c.硬物碰撞。
预防措施:a.拆模不能过早;b.采用正确的模板支撑及拆除方法;c.加强成品梁保护,严防碰撞;d.采用优质脱模剂,使脱模方便,不死拉硬撬。
4.5砂线及漏浆
原因分析:a.砂率过大;b.原材料级配不良;c.模板接缝不严密。
预防措施:a.调整砂率;b.采购合适级配的原材料;c.模板接缝垫密封胶条并保证密贴。
4.6水纹
原因分析:a.混凝土坍落度过大;b.水灰比过大;c.过振;d.模板不牢固。
预防措施:a.调整水胶比;控制坍落度;b.避免过振;c.紧固模板。
4.7颜色不一
原因分析:a.原材料不為同一批;b.外加剂质量不稳定;c.搅拌不稳定;d.脱模剂涂刷不均匀。预防措施:a.同一片梁应使用同一批原材料;b.选择质量稳定的优质外加剂;c.混凝土原材料计量准确;d.拌合稳定;e.脱模剂涂刷均匀;f.模板平整度控制在3mm/m。
4.8表面裂纹
原因分析:a.钢筋保护层小;b.配合比不当,水泥用量过大;c.拆模时野蛮操作;d.混凝土入模温度过高或过低;e.蒸养时升、降温速度过快。
预防措施:a.钢筋骨架位置准确,保证钢筋保护层;b.每立方米混凝土中胶凝材料用量不超过500kg;c.混凝土入模温度宜在5℃~30℃;d.拆模规范操作;e.蒸养时升、降温速度每小时不得大于10℃,拆除养护罩时梁体表面温度与环境气温之差小于15℃,并随时测定梁体混凝土温度,控制水化热造成的内外温差过大;f.自然养护要及时覆盖洒水,保持混凝土表面湿润。
5、结束语
T梁施工质量控制,不仅仅局限于本文从技术方面介绍的关键控制点,更重要的是在T梁工场化集中生产过程中,如何将这些标准始终如一的在现场进行实施。为确保T梁预制质量,应从建场开始就对人员、机械、工装进行合理化配置,实时编制相关的管理、标准、技术文件,试验、物资追溯及时跟进,施工过程中的记录、检查证、T梁制梁分析形成制度日常进行,真正实现T梁生产的流水化作业、工场化生产,同时也符合现阶段精细化管理的要求。
参考文献:
1、预应力混凝铁路简支梁产品许可证实施细则 TB/T 3043-2011
2、客运专线预应力混凝土预制梁暂行技术条件 铁科技【2004】120号
