圆盘剪与碎边剪刃崩口原因分析与预防措施
2015-05-30任利华
任利华
【摘要】 本文结合生产实践,通过对园盘剪的圆盘剪剪刃和碎边剪剪刃经常出现的崩口现象进行分析,有针对的提出各项预防措施和解决方法,提高了园盘剪剪刃与碎边剪剪刃的使用寿命,很大程度减少了停车时间,提高了生产效率。
【关键词】 园盘剪 圆盘剪剪刃 碎边剪剪刃 剪刃崩口
一、前言
邯钢冷轧厂东区采用奥地利ANDRITZ公司的推拉式酸洗线。圆盘剪是该生产线一个非常重要的设备之一,其中圆盘剪剪刃与碎边剪剪刃的运作情况,直接影响到切边料的质量以及工作效率。在生产切边料时,圆盘剪与碎边剪剪刃一旦出现崩口现象,特别是更换圆盘剪剪刃后无法再做自动准备,通常是做废品卷或重洗卷处理,这样不仅造成剪刃使用量的增加和劳动强度的增大,主要是导致停车时间增加,从而严重影响产量质量降低和成本增加的问题。于是有效的减少剪刃崩口事故,降低剪刃使用量,提高圆盘剪剪刃与碎边剪剪刃剪刃使用寿命是降低生产成本,提高生产效率的根本。
二、造成剪刃崩口的几大原因分析
1、圆盘剪剪刃的搭接量(LAP)和间隙量(GAP)(图1)调整校正有误是造成剪刃崩口损坏的最重要原因之一。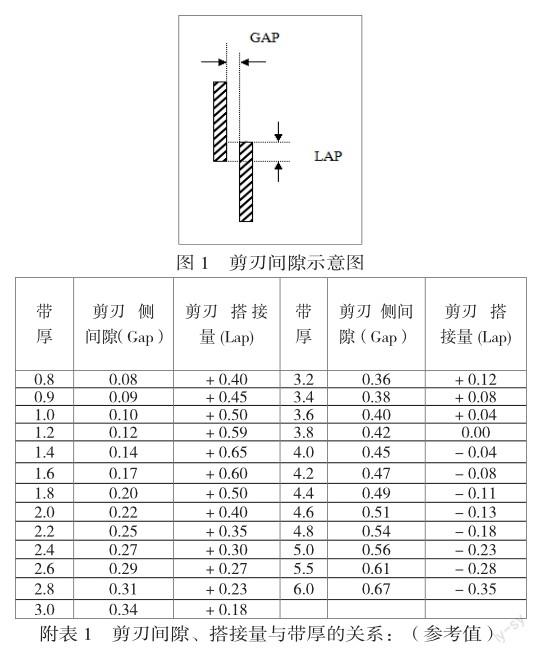
在圆盘剪的剪切过程中,剪刃间隙与搭接量的校准相当重要,只有在剪刃间隙与搭接量提前被正确校准,圆盘剪才能根据带钢厚度自动调整出该厚度下标准的间隙与搭接量见附表1。如果圆盘剪剪刃的搭接量和间隙量校正不准确,造成剪切时圆盘剪根据厚度自动调整出的剪切间隙搭接量与在这个厚度时实际的搭接量间隙存在误差,此时,圆盘剪切边后带钢不仅边部质量不好,而且由于在非正常参数下工作,剪刃非常容易崩裂。因此,剪刃的间隙与搭接量的校准对防止剪刃崩口相当关键。
2、圆盘剪外侧橡胶挡环变形或者损坏也是造成剪刃崩口的重要原因之一。
圆盘剪上剪刃外面安装有两个橡胶挡环,下剪刃安装有一个橡胶挡环2。此三个橡胶挡环对保护剪刃有相当重要的作用。在带钢高速运转时,上橡胶挡环B与下橡胶挡环C将带钢紧紧加在中间,具有稳定作用。上面的橡胶挡环A将带钢压在下剪刃上面,防止带钢震动,主要作用是减少带钢对剪刃的冲击。一旦橡胶挡环任何一个变形、损坏、开裂、打滑、磨损不与剪刃同步运行,都会导致剪刃带钢对剪刃形成冲击使用壽命缩短。在橡胶挡环变形时,当高速运转时,此时的挡环不仅不能起到防震、稳定作用,反而会造成带钢的震动,造成剪刃寿命缩短。,
3、圆盘剪剪刃与碎边剪剪刃安装不规范也是造成剪刃崩口的原因之一。
无论圆盘剪剪刃还是碎边剪剪刃在安装时,都要注意剪刃及刀座的清洁,不能沾有油污、粉尘、铁屑、布丝等物品,剪刃的工作面不能有任何损伤,应轻拿轻放。剪刃安装后,锁紧螺母的顶丝一定要对称旋紧,碎边剪剪刃应确保厚度25mm,必要时可加垫片或者铜皮调整,以上各方面安装不正确都是剪刃在非正常情况下工作,很容易出现损坏。
4、圆盘剪两侧切边宽度不均,即一边切下宽度较小一边较大也会导致造成剪刃崩口或者损坏。
如果圆盘剪切出的边丝一边宽一边窄,根据情况判断,如偶尔一卷出现,说明带钢本身板形差,有镰刀弯等情况。此时可能是带钢跑偏或带钢的原因造成的。如果发生的较普遍,说明圆盘剪的中心线与生产线的中心线有偏移,或者5#CPC中心线与圆盘剪中心线不重合。切的窄的一面,由于边丝窄不够硬,有时不容易顺着导向槽进入碎边剪,进行碎断处理,经常出现直接堆积在导向槽内部或者碎边剪夹缝中,由于带钢的高速运转,一旦堆积扩大,立刻就会与剪刃发生摩擦,造成剪刃很快的崩口或者直接损坏。
5、板形差也会造成剪刃崩口。
原料板形差,特别是严重的浪板在经过剪刃时由于波动对剪刃有一定的冲击,所以容易使剪刃崩口。
三、针对剪刃崩口产生的原因提出预防的措施。
1、严格标准化圆盘剪剪刃和碎边剪剪刃的更换和调整的操作,制定圆盘剪和碎边剪刃使用更换制度。正确调整圆盘剪刃间隙和搭接量,注意观察切边和碎边情况,当发现切边不正常时,及时更换剪刃和调整间隙,建立了《剪刃更换使用记录表》,并制定奖励考核办法。
2、圆盘剪剪刃外侧的挡环有稳定与防震作用,挡环磨损与否,对圆盘剪剪刃寿命影响极大。当发现挡环在开裂、打滑、变形、磨损不能与剪刃同步运行时,就要及时更换挡环,并且对橡胶挡环使用损坏情况进行记录,统计出橡胶挡环的损坏情况找出更换周期,制定出更换制度。
3、调整5#CPC带钢对中检测装置,使带钢中心线与圆盘剪剪刃中心线重合,减少了带钢的跑偏现象。保证5#纠偏辊检测正常,确保CPC正常对中,这些工作的开展非常有利于防止圆盘剪剪刃和碎边剪剪刃的损坏。
4、实施入口测量出口输入切边厚度。输入钢卷数据时正常输入带钢的公称宽度,当带钢头部运行到圆盘剪前时,由入口人员测量带钢的实际宽度,出口人员根据入口测得的实际宽度,在圆盘剪OP37操作面板上重新设定切边宽度,然后带钢正常运行。保证正常的切边量,减少边丝的产生,从而保证了圆盘剪和碎边剪的寿命,较少了停车时间。
5、提高原料板形质量,防止浪板发生。
四、结论
经过一段时间的改进大大提高了圆盘剪剪刃和碎边剪剪刃的使用寿命,根据统计,此措施实施以来剪刃使用量明显减少,与此同时剪刃崩口的减少也明显改善了由于剪刃崩口造成的酸洗段的停车形成停车斑或过酸洗等带钢质量缺陷,最关键的是很大程度减少了停车时间和提高了成材率,降低了成本。
参 考 文 献
[1]专著:冷轧薄钢板生产 傅作宝 北京 冶金工业出版社 1996 114-117页
