基于正交试验的汽车油箱口盒冲压成形工艺参数优化
2015-05-30江龙廖荣华邱伟林
江龙 廖荣华 邱伟林

摘 要:采用正交试验设计方法综合评估了冲压过程中的压边力、模具间隙和板材尺寸对汽车油箱口盒冲压成形质量的影响,通过对试验数据的分析,找到最优的工艺参数组合,所得结论对汽车油箱口盒冲压工艺的设计具有指导意义。
关键词:汽车油箱口盒;冲压工艺参数;正交试验
引言
汽车覆盖件的可成形程度和成形质量主要取决于其模具系统(凸模、凹模、压边圈、拉深筋等)和冲压工艺参数(润滑油、压边力、冲头速度、凸凹模间隙等)[1-2]。实际生产中,当模具系统的参数已确定时,则仅能对冲压工艺参数进行调节。由于冲压工艺参数对汽车覆盖件成形质量具有较大影响,人们对此已展开了大量的研究[ 3-5]。
以有限元为理论基础的金属板材冲压成形CAE分析技术已经在汽车设计制造中得到广泛应用,通过数值模拟技术可对汽车覆盖件冲压工艺做出定性指导并得出一些有益结论。文献[6]运用Dynaform进行有限元模拟分析了压边力、凹模圆角半径、凸模圆角半径对汽车油箱成形极限的影响。文献[7]利用有限元模拟方法,研究了压边力、摩擦系数、冲压速度及板料尺寸对汽车后端板加强件成形质量的影响。文献[8]利用自主开发的商品化冲压成形CAE软件研究了汽车外覆盖件表面破裂缺陷产生的原因并进行精确预示。
目前,汽车覆盖件冲压工艺数值模拟技术尚存在缺乏定量精度等不足,为获得质量优异的汽车覆盖件,仍然需要进行反复的试验调整,而合理的试验设计方法在一定程度上可以减少反复试凑的盲目性,能以较少的试验次数得到试验范围内较优的工艺组合。
文章以一汽海马汽车有限公司某车型的油箱口盒为例,采用正交试验进行优化研究,以提高产品的质量及合格率,从而降低生产成本。
1 正交试验方案设计
正交试验设计利用数理统计学与正交性原理从大量的试验点中挑选适量的具有代表性、典型性的点,应用正交表合理安排试验。正交试验设计方法中所选择的试验对每个因素和因素的每个水平都为均匀分配,此外,还需保证每个因素的水平以相同的次数出现,且任何两个因素的搭配出现的次数相同。冲压成形过程中,板料取决于设计要求,一般不会改变。调整成形质量的工艺参数多考虑模具几何尺寸、板料尺寸、压边力、润滑和冲压速度等,文章主要研究压边力、凸凹模间隙及板料尺寸3个因素对成形质量的影响,根据生产实际情况,确定为3因素3水平,如表1 所示。
2 冲压工艺实验
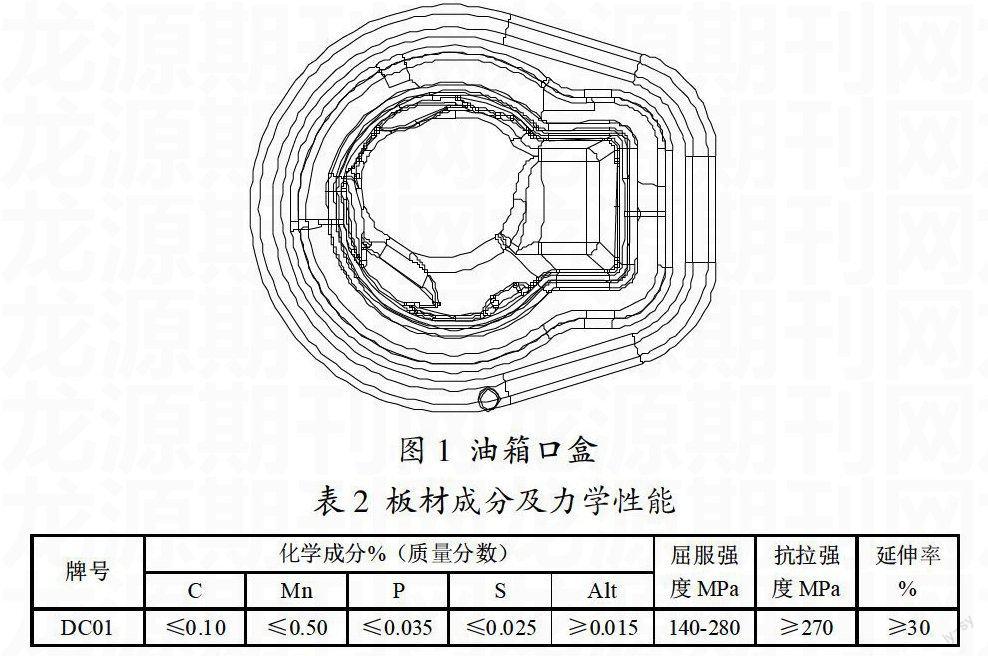
油箱口盒形状如图1所示。
板材选取宝山钢铁股份有限公司生产的冷连轧低碳钢板,其牌号、化学成分及力学性能如表2,在YQ32-100液压机上进行主要工序冲压的变形实验,采用PX-7DL超声波测厚仪对冲压件进行厚度测试。
3 实验结果与分析
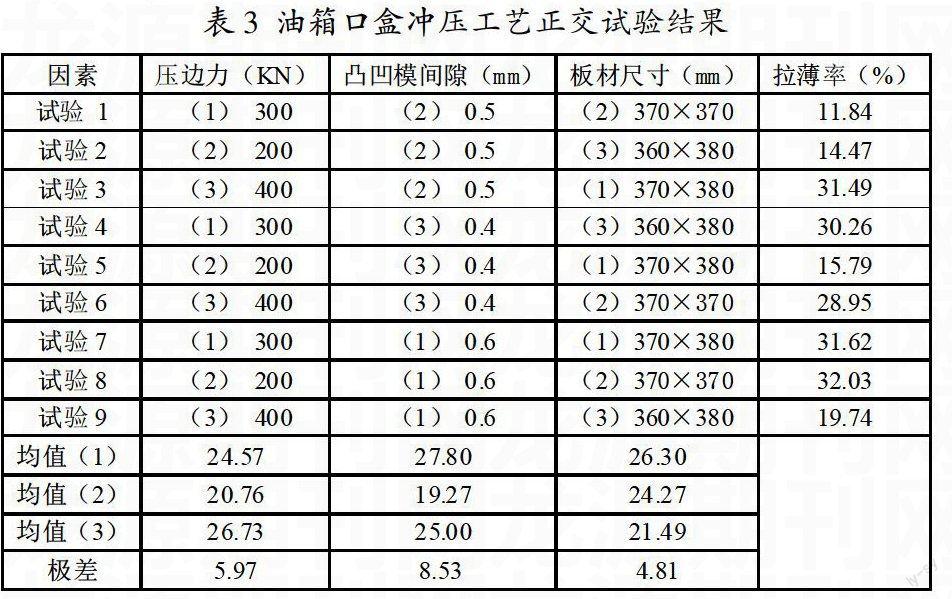
板料冲压成形性能包括抗破裂性、贴模性和定形性等,由于冲压件一旦开裂则成为废品,所以文章在满足板料不发生破裂的前提下,将板料冲压成形后的减薄率作为正交试验的评价指标,其值越小则冲压件成形质量越好。
正交试验结果如表3所示。由表3知,各因素对油箱口盒冲压件减薄率(反映开裂趋势)的影响,按从大到小的顺序排列为凸凹模间隙>压边力>板材尺寸。
板件拉伸时压应力过大而导致失稳将引起起皱现象的出现,当皱纹均匀分布在拉伸件的四周时,起皱原因主要是由于压边力过小而引起,故只需增加压边力或者通过在压边圈上增加拉延筋加以消除,而当压边力过大时,局部减薄率过大,容易在拉伸件的直壁上开裂,形成废品。
凸凹模间隙过大时,拉伸件容易局部失稳而产生起皱现象,此时应适当调整凸凹模间隙,以防止起皱产生,凸凹模间隙过小时,板料难以流入凹模,往往导致拉裂的出现。
板料尺寸增大将引起压料面与板料的接触面积增加,引起材料流动的变化,有利于减小拉伸件的减薄率,获得质量良好的制品,板料尺寸过小时,板料在冲压过程中迅速进入凹模,容易导致起皱出现,增加拉伸件厚度的波动,从实际应用的角度出发,在保障拉伸顺利进行的基础上,应尽可能减少板料尺寸以提高材料利用率。
基于正交试验结果并经上述分析,选择优化后的油箱口盒冲压件工艺参数为:压边力300KN,凸凹模间隙0.5mm,板材尺寸370mm×370mm。在该组工艺参数下油箱口盒冲压件成形质量较好,结果令人满意。
4 结束语
文章以板料成形压边力、凸凹模间隙和板材尺寸作为可调整工艺参数,通过正交试验对某汽车油箱口盒冲压件工艺参数进行优化,以减薄率(反映开裂趋势)为评价指标,得到各参数对成形质量的影响程度为:凸凹模间隙>压边力>板材尺寸,并分析了各个参数对成形质量的影响规律。在此基础上得到优化后的油箱口盒冲压件工艺参数,使板料减薄率有一定的减小,且成形质量较好,获得了令人满意的结果,这为提高零件的冲压成形质量,减少生产成本创造了有利条件。该方法为油箱口盒冲压件冲压工艺参数的调节提供了指导,具有一定的工程应用价值。
参考文献
[1]林忠钦,李淑慧.车身覆盖件冲压成形仿真[M].北京:机械工业出版社,2005.
[2]鄭燕平,闫盖,何镇罡.冲压工艺参数对成形质量的影响分析[J].热加工工艺,2012,42(23):146-149.
[3]LAN F,LIN J,CHEN J. An integrated numerical technique in determining blank shape for net shape sheet metal forming [J].Journal of Materials Processing Technology,2006,177(1/3):72-75.
[4]陈吉清,王玉超,兰凤崇.基于正交试验的汽车覆盖件冲压工艺参数优化[J].计算机集成制造系统,2007,13(12):2433-2440.
[5]魏阿梅,白振江,曹彪.浅谈汽车外覆盖件冲压成型关键缺陷以及解决方法[J].装备制造技术,2014(3):68-70,85.
[6]陆广华,秦丁益,张跃,等.汽车油箱冲压成形有限元分析与研究[J].热加工工艺,2012,40(23):94-96.
[7]闫盖,郑燕萍,张文彦,等.基于正交试验的板料冲压成形工艺参数优化[J].热加工工艺,2012,42(17):94-97.
[8]王金武,胡平,付争春,等.汽车覆盖件破裂试验及基于广义成形技术仿真[J].农业机械学报,2009,40(11):228-231.
作者简介:江龙(1979-),男,广东普宁人,助理工程师,本科学历,主要从事汽车覆盖件冲压工艺研究。
