某外涵静子叶片钻上缘板端面两个径向孔夹具设计
2015-05-30孙玉静刘建伟
孙玉静 刘建伟

摘 要:某外涵静子叶片钻上缘板端面两个径向孔夹具,采用分度式结构设计,因叶片较长、叶片外缘板回转半径较大、为传统分度结构造成夹具体积大、制造周期长、成本高的问题,在设计分度上采用分度中心与叶片回转中心不重合设计,将分度中心上移到叶身中心处,减少了夹具回转半径,在分度转盘上设计叶片定位、压紧和钻模板机构,钻模板随叶片转动,并在设计叶片上缘板外圆定位块时,使其既起定位作用,又当钻模板,保证孔位置与叶片一致,在叶片径向压紧上采用铰链设计,压紧螺钉在分度中心附近,使夹具尽可能减小体积,便于工人装夹零件和保证零件的加工质量。
关键词:定位块铰链;分度夹具;转盘钻模板
引言
作为航空航天发动机上的关键零部件,外涵静子叶片具有很多的特点,例如不规则的叶片形状;比较长的叶身叶片;多角度的空间形状;大半径的外缘板;较小的基准面;加工过程中的不稳定的叶片定位;加工用的钻头容易出现打滑现象;不能很好的保障钻孔精度。同时还存在的另一问题就是采用传统分度结构,分度半径大,造成设计夹具大,工人操作费劲。在分度结构的加工过程中,工序问题一直是施工工艺设计者的设计难点,采用多道工序施工还是一道工序施工,一直难以决定,解决这一问题的关键问题就在于加工的工装用的夹具的相关设计。因此我设计了钻上缘板端面两个径向孔夹具,就解决了上述技术难点。
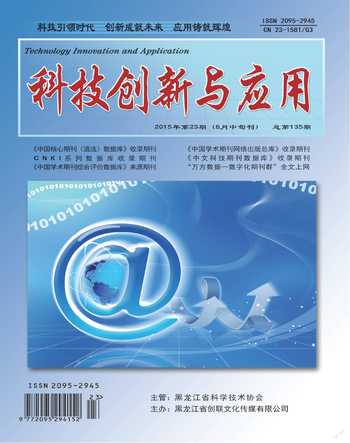
1 外涵静子叶片结构简介
外涵静子叶片的形状为不规则的复杂结构,叶片本身的特点是较长而且较薄,外涵静子叶片的上端安装板具有一定的空间角度,而且还拥有两个ф7毫米ф16.5毫米的阶向孔,这两个阶向孔的具体位置是在ф1728毫米的圆周上,两孔之间的夹角为3°。结构如图1所示。
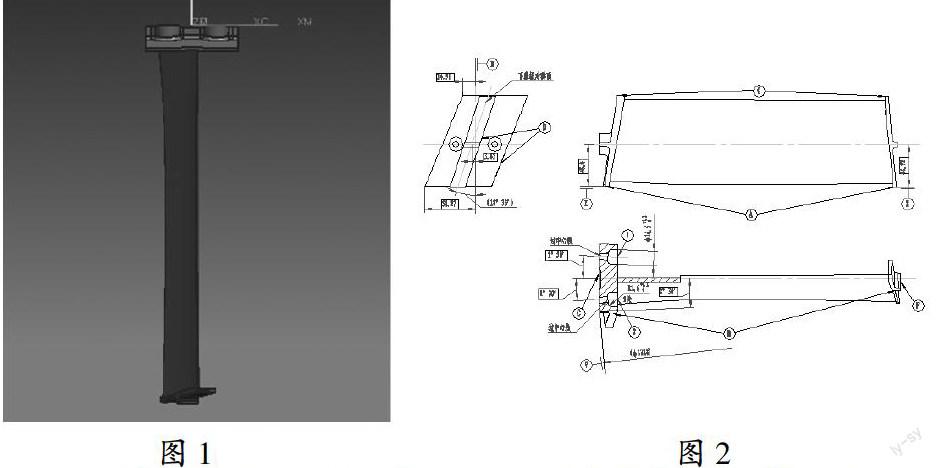
2 在进行上缘板的径向孔的加工工艺技术要求(如图2所示)
我们进行加工时,通常情况下以叶片进气端的下安装版面A面;叶片板向上位置的下安装版面B面积叶片的最大弧面C面共同作为工艺基准面。工艺基准面的方面即为施工压紧面,此面要使用摇臂钻床进行加工,其中的两个孔的加工工序为一步完成,相对的基准度在0.02毫米。
3 设计工装要求。
3.1 设计精度的相关要求
在工装设计时,定位基准及分度销的位置精度,要达到设计工装图要求,转轴的平行度和分度销的相对位置公差为0.01。
3.2 设计的相关技术要求
(1)要求叶片转盘灵活转动,有紧凑的结构和可靠的定位。(2)当分度销与两个孔配合时,要求配合的垂直公差为0.02。
3.3 关于工装操作可以实现的技术上,经济上及质量上的预期
(1)我们要使工装过后的叶片的两个孔的加工精度符合设计工艺要求。(2)在工装作业中,我们要保证夹具的灵活转动,安装便捷,达到生产的要求。
4 关于工装夹具的方案的最终确定
在叶片夹具的设计过程中,为了达到相关工艺的标准,我们不可以遵循着传统的方式进行叶片夹具设计,不要选择ф1728毫米直径的分度盘,这种分度盘的夹具重量太沉,生产成本较高,夹具的精度得不到保障,工人操作夹具也不方便。根据以往的实践经验,我们在设计的过程中,要将转盘的中心人为的放在叶片的中心处,这样就可以解决夹具过沉的问题,而且还能够达到两个孔一道工序施工完毕的目的。相比较上一个较沉的转盘,在设计的难度和制造时间,生产成本及加工精度上都有改进。经过缜密的研究讨论,我们在施工中还是采用了转盘的中心人为的放在叶片的中心的施工工艺。(见图3、图4)
4.1 设计分度盘结构时的要求
在进行分度盘设计的时候,我们要求结构于浩简单,操作要方便,精度要高,工艺性能好。要具备上述的优点,我们首先要对手动插销进行设计,将转盘的中心设置在叶片的下部,这种设计方案,即使夹具的结构紧凑,又会让专控操作时出现最小摆角。这样会便于操作和生产。在设计夹具的分度时,我们建议采用卧轴式,这种结构的集聚为T型结构,会增加夹具的稳定性能。在转盘的设计上,我们采用长方形的结构,这样可以减小摆角大小。分度盘和分度座体之间使用插销进行连接,相应的结构见图3。
4.2 简介夹具模板的设计结构(见图4)
叶片的钻孔质量是否达标是由夹具模板的结构所决定,这种结构不仅要和刀具进行配合,还要达到工艺的相关要求,满足两个孔一道工序施工的目的。在模板转动过程中,要保留一定的转动位置,这样做的目的是达到夹具结构的紧凑。
4.3 铰链压紧的结构设计
为了保障径向定位孔的轴向稳定性,我们在设计叶片的压紧结构的时候,要使压紧结构具有高强度,高刚性,同时要便于操作,在作业中,不要影响转盘的分度位置。这一结构有很多组成部分,例如:压紧支座,压紧压板,销轴,螺钉,弹簧等;这一结构的设计原理为压紧压板在螺钉的影响下,围着销轴进行旋转,从而将旋转力转移到压紧压板的前端,達到叶片轴向压紧的目的。
5 叶片设计的相关实验
我们将外涵静子叶片的相关零部件在夹具上固定,将夹具连通外涵静子叶片放入摇臂钻床上,在钻床上进行钻孔加工和镗孔加工。
6 关于实验结果的分析和研讨
新设计过后的也破案在夹具的工装后,在工艺性能上满足了我们的生产要求,但是在大量生产叶片时,我们还要改进模板的排削工艺。
参考文献
[1]《透平机械现代化制造技术丛书》编委会.叶片制造技术[M].北京:科学出版社,2002.
[2]《航空工艺装备设计手册》编写组.航空工艺装备设计手册夹具设计手册[M].国防工业品出版社,1979.
[3]陈泽民.公差配合与技术测量[M].机械工业出版社,1986.