卷烟机不同搓板与搓轮间隙对搓板阻塞频次的影响
2015-05-30刘会杰吴伟阳
刘会杰 吴伟阳
摘 要:卷烟搓接是卷烟卷制过程中的重要流程,除对卷烟质量的影响较为重要外,搓板阻塞还是影响卷烟机停机的关键原因,而搓轮与搓板间隙不合适则直接导致搓板阻塞。文章通过卷烟搓接过程搓轮与搓板间隙不同梯度水平试验,研究在卷烟质量满足标准要求条件下,找到搓板阻塞停机频次最小的间隙水平。试验发现,在生产卷烟A牌号(卷烟圆周24.3 mm)时,搓轮与搓板间隙为7.4 mm为最优的间隙水平。
关键词:卷烟;搓板;搓轮;停机频次
中图分类号:TS43 文献标识码:A 文章编号:1006-8937(2015)24-0003-02
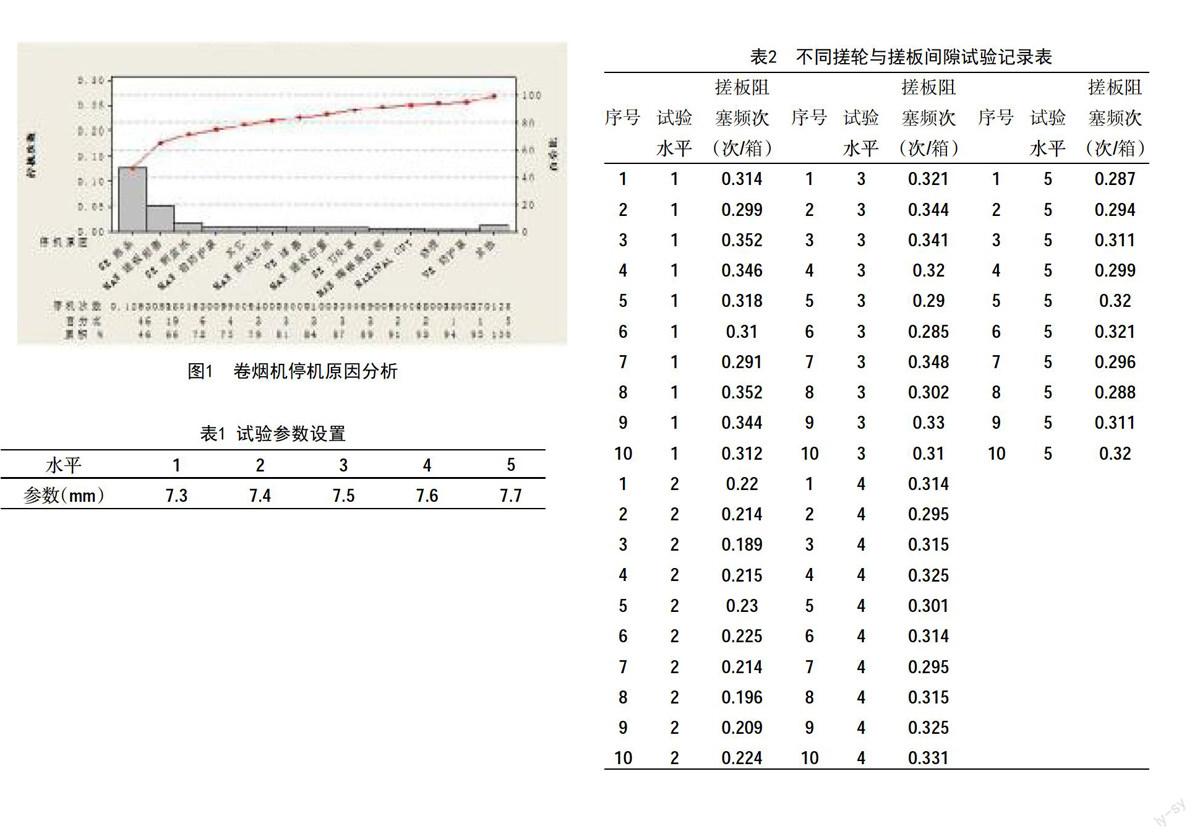
卷烟机搓板和搓轮的主要工艺任务是将滤嘴和烟支接嘴端用接装纸包裹,并进行搓接。要求接装纸粘贴牢固,烟支圆度合格,无漏气。因烟支是在搓板和搓轮之间进行搓接,搓板和搓轮之间的间隙必须最合理才能达到搓接的要求,否则搓接质量达不到要求,同时,因设备高速运转,烟支会在搓轮和搓板间隙处阻塞,导致停机,致使设备效率受到影响。根据统计,搓接阻塞问题是导致正常生产过程停机的主要原因之一,如图1所示。因此,在生产过程中需要对搓轮和搓板间隙进行研究,以找到最佳间隙,降低停机频次,提高设备效率。
1 材料与方法
1.1 材料与仪器
圆周为24.3 mm的A牌号卷烟相关原材料、N号protos70卷烟机、量棒、计数器(卷烟设备自带)、Minitab数据分析软件。
1.2 方 法
1.2.1 试验与要求
运用单因子试验设计进行试验。根据安装说明中规定,搓轮与搓板间隙为7.3 ~7.7 mm,试验参数设置,见表1。
在N号卷烟机上进行试验,设备开始正常运行后,以日为单位,对产量(单位:箱)和停机次数(单位:次)进行统计,并计算当日停机频次(次/箱),每个参数水平收集数据10个(即10天的数据)。
1.2.2 统计分析方法
运用单因子试验设计分析,使用Minitab软件对数据正态性进行判断,进行单因子方差分析,找到最佳的间隙水平。
2 结果与讨论
2.1 样品测试结果
根据数据采集和计算方法,对试验数据进行整理,结果见表2。
2.2 数据正态性性检验
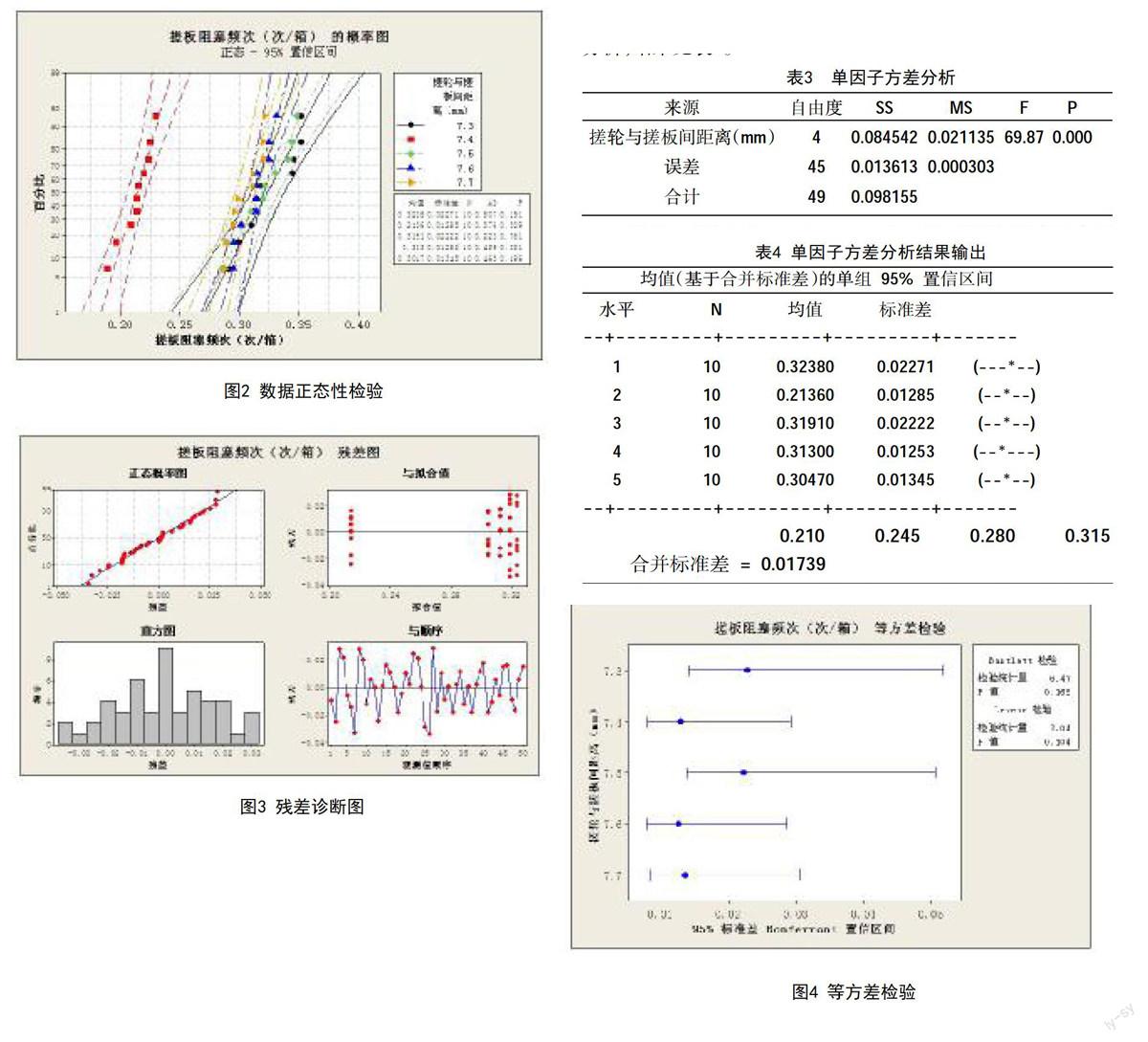
用Minitab软件对数据进行正态性检验,如图2所示,并输出四合一残差图,如图3所示,观察是否是否正常。
从图2中可以看出,各数据点在趋势线附近无序排布,p>0.05,数据正态。
从图3可以看出,四合一残差图中散点分布在水平轴上下无规则波动,无不正常升降取势,其他图形均正常。
2.3 单因子方差分析
首先对数据进行等方差检验,如图4所示。
从表4单因子方差分析结果中可以看出,在当搓轮与搓板间隙在水平2情况下,停机频次均值均低于其它四个水平,且标准差较小。
3 结 语
从以上分析可以看出,当搓轮与搓板间隙为7.4 mm,生产卷烟A牌号时,搓板阻塞频次最低,单箱停机频次为0.21次/箱。因此,在生产卷烟A牌号时,将搓板与搓轮间隙调整为7.4 mm时最优。
参考文献:
[1] 于建军.卷烟工艺学[M].北京:中国农业出版社,2009.
[2] 马林,何桢.六西格玛管理[M].北京:中国人民大学出版社,2007.
