带式焙烧机特点及台车跑偏故障的原因分析
2015-05-30贺南宁
贺南宁

摘 要:预防焙烧机跑偏是焙烧机日常维护的重点难题,该文通过对焙烧机结构特点、运行方式的研究,对焙烧机的跑偏现象进行了简单介绍,同时对台车跑偏进行深入分析及对跑偏现象形成的原因加以分析,进而对发生跑偏现象直接的做出分析,并给出严谨的推论并加以论证,发现和总结出焙烧机的安装精度、风箱设置位置、气流等相关因素与焙烧机台车跑偏所存在的内在联系与规律,为焙烧机跑偏调整提出切实可行的实施方案,是该文着重需要探讨的问题。
关键词:带式焙烧机 跑偏分析 移动架 风箱 温度
中图分类号:TF046.6 文献标识码:A 文章编号:1672-3791(2015)03(c)-0028-03
Abstract:Roasting machine running deviation prevention is the key of the roasting machine daily maintenance problems, this article through studies of roasting machine structure characteristics, operation mode, the roasting machine running deviation phenomenon has carried on the simple introduction, at the same time, in-depth analysis was carried out on the car running deviation and the reasons for the formation of running deviation phenomenon analysis, and then directly to make analysis of the running deviation occur, and give the rigorous reasoning and argumentation, found and summed up the roasting machine installation location precision, bellows, factors related to air flow and roasting machine car running deviation of the inner link with the existing rules, put forward feasible for roasting machine running deviation adjustment implementation plan, is the problem that this paper will explore.
Key Words:Belt roasting machine;Running deviation analysis; Mobile rack;bellows; Temperature
焙烧机台车跑偏一直是焙烧机维护无法绕过去的问题,跑偏原因错综复杂,该文对焙烧机的特点和跑偏现象做深入剖析,试图探明台车跑偏的形成过程,发生的跑偏的直接原因,阐述安装精度对焙烧机跑偏的重要影响,同时提出风箱设置导致台车两侧受热不均是造成焙烧机跑偏的又一重要原因,并加以论证。
1 带式焙烧机特点及跑偏情况描述
带式焙烧机从外形上看,和烧结机十分相似,但在设备结构上存在很大的区别。其生球干燥、预热、焙烧、均热及冷却都在同一台设备上完成,要求其上部炉罩进行密封,且既要有抽风也要有鼓风。因而台车在整个焙烧、冷却过程中的热胀冷缩现象比烧结机更为明显,对台车强度的要求就更高。此外,焙烧机的风箱设计成单侧进气的非对称形式,即单组工艺风机在焙烧机的一侧,风流层“L”型进出。这样,焙烧机两侧的风箱梁、轨道梁及台车两侧的受热、冷却存在差异,造成整个焙烧机纵向中心线两侧膨胀不均,这是造成焙烧机台车跑偏不同于烧结机的一个重要原因。
1.1 带式焙烧机特点
带式焙烧机共分为七个工艺段,鼓风干燥段、抽风干燥段、预热段、焙烧段、均热段、一冷却段、二冷却段。焙烧机上部用爐罩进行密封,每连续两段之间用隔墙隔开,台车下部风箱每连续两段之间用配重密封隔开,用于限制气体在相邻风箱间气流窜动。
(1)机头驱动装置。
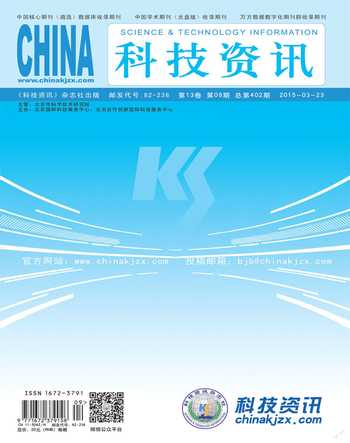
焙烧机的传动装置由调速马达、减速装置和大星轮组成,台车通过星轮带动被推到工作面上,沿着台车轨道运行,这同烧结机的驱动基本相同。焙烧机多采用柔性传动装置,其构造见图1所示。
(2)机尾移动装置。
由于焙烧机是在热状态下工作,而台车与台架的热膨胀程度往往是不同的,为了使焙烧机在工作状态能自由伸缩,机尾都采用移动架形式,吸收台车水平方向的线性扩张,移动架整体是悬空的,上部用4个顶升轮支撑,悬挂在机尾框架上,安装时要确保移动架的水平度。在移动架两侧设有链轮、链条和重锤组成的平衡机构,给移动架一个向前的力,与来自机头的推力是成为一组平衡力。因此,当焙烧机在热工作状态下,台车开始沿焙烧机纵向线膨胀,推动星轮,带动移动架后移。当停机冷却后,由重锤带动移动架滑向原来的位置。
1.2 跑偏介绍
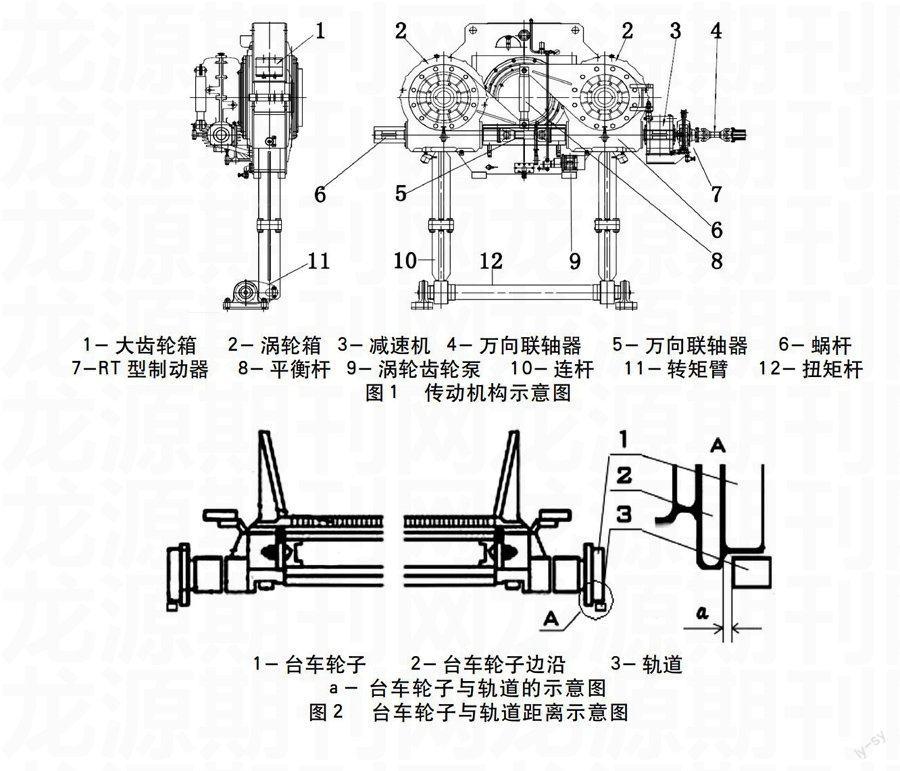
焙烧机跑偏一般在热生产状态下产生,并且有几种不同情况的跑偏。为了便于直观的描述台车跑偏的情况,我们通过测量台车轮子与轨道的距离,如图2。
(1)下层轨道台车经机尾星轮出来后,向东侧跑偏,如图3,进入机头星轮后,翻转到上层轨道后向西跑偏进入机尾星轮,这种情况下,从机尾星轮出来的台车,其轮子与轨道的距离,呈现的是东侧大西侧小的情况。
(2)上下层的台车的中心线均向东偏离轨道中心线,如图4,即台车东侧轮子与轨道的距离较小。这种情况下,下层轨道,从机尾出来的台车东侧轮子与轨道的距离小。
这两种跑偏的相同之处是在机头位置,台车轮子一直贴着机头东侧弯轨,造成一定的设备损坏。主要有:(1)由于机头东侧轮子贴着轨道,此时的台车东侧端梁已与星轮产生摩擦,台车端梁磨损严重,星轮齿边出现卷边。(2)东侧弯轨磨损严重。除了这两种情况,还有诸如,台车轮子轴承间隙变大等情况。
2 带式焙烧机跑偏原因分析
由于焙烧机结构的复杂性,安装精度、工艺要求高等原因,造成焙烧的跑偏的原因也比较多。主要可以从两方面入手。(1)焙烧机的安装精度没有达到要求或是生产过程中发生了变化。(2)焙烧机的热膨胀引发的跑偏。
2.1 安装精度的检查与调整
台车跑偏多数是由于局部沉降引起的轨道、星轮位置的变化,继而导致台车跑偏。如果因为这样的原因,解决的办法就比较简单,通过对焙烧机的轨道梁、机头机尾星轮等点位的观测,通过相应的调整便可以解决焙烧机的跑偏问题。
2.2 有关热膨胀的分析
由于焙烧机的风箱设计成单侧进气的非对称形式,这样的设计极易造成焙烧机包括台车、风箱、轨道等部件的受热不均导致跑偏。此外局部的风箱密封、炉罩密封,落棒密封等密封不严也是造成热膨胀不均的原因,这就可以解释,温度对台车跑偏的影响比较明显。尤其在冷试的时候,台车运转比较好,未出现跑偏情况。在运转一段时间后,可能在热膨胀情况下存在部分结构出现塑性变形,导致停机后,不能恢复,同时出现局部密封不严等情况。
(1)热膨胀现象。
当台车出现膨胀不均时,台车推动机尾星轮出现偏移,因为星轮与弯轨均固定在移动架上,因此会出现如图5一样的偏移,台车的运行轨迹被改变。因此无论上层台车如何运行,只要机尾移动架出现偏移,因此台车从机尾出来,就会出现跑偏,这是焙烧机台车跑偏的直接原因。
(2)风箱气流。
当焙烧机正常生产时,13#风箱压力为-2.5Mpa,温度为570°C,在这一工况下,空气密度ρ约为0.45kg/m3,运动粘滞系数υ约为8.2m2/s。
根据风速与动压力的公式,
式中:v——空气流动的速度(m/s);
——空气的重度(N/m3);
——当地重力加速度,通常取9.81(m/s2);
ρ--空气密度,次工况约为0.45(kg/m3)。
所以,
风速=105m/s
(3)判定风箱风流层流与紊流。
台车底部的风箱是一个矩形,3000mm ×4000mm
根据边长为a和b的矩形断面流体半径为
A-风流端面面积;
K-湿润周。
因此该风箱断面流体半径为3.4m。
利用临界雷诺数判别流态,通风工程其值约为2320。
假设当Re>Rek时,流动处于紊流状态,这样流态的判别条件如下。
层流:
紊流:
-雷诺数;
-流速;
-流体运动粘滞系数。
=42<2320
所以,该风箱为层流状态。
我们知道,流体在风道内流动时,不仅有沿程阻力,而且在通过风道的弯头、三通、收缩管等管件时,发生气流方向的改变或截面变化,从而形成涡流和气体扰乱,消耗部分能量,尤其在层流的状态下,流管内与流管外的气体运动参数不一致,极易造成台车的受热不均,这与风箱的几何结构息息相关。要使台车均匀受热,必须对风箱流进行严密的计算,可以通过增加导风板的方式,改变气流方向。
3 结语
带式焙烧机从外形上看,和烧结机十分相似,但在设备结构上存在很大的区别。其生球干燥、预热、焙烧、均热及冷却都在同一台设备上完成,要求其上部炉罩进行密封,且既要有抽风也要有鼓风。因而台车在整个焙烧、冷却过程中的热胀冷缩现象比烧结机更为明显。焙烧机风箱设计成单侧进气的非对称形式,这样的设计极易造成焙烧机包括台车、风箱、轨道等部件的受热不均导致跑偏。该文从焙烧机的特点着手,分析台车跑偏的形成过程,即台车推动机尾星轮带动移动架、弯轨出现偏移,而使从机尾移动架出来的台车出现跑偏,这是台车跑偏在机械上的直接原因,同时,该文强调安装精度对焙烧机跑偏重要影响,重点探讨了风箱设置如何影响台车跑偏,得出以上结论。
参考文献
[1] 中国冶金工业协会.最新球团、烧结节能设计与生產新工艺新技术及机械设备维护检修实用手册[M].北京:中国冶金出版社,2006.
[2] 五冶集团上海检修公司主编.球团设备状态维护与检修技术[M].上海:上海交通大学出版社,2013.
[3] 张卫华.带式焙烧机球团技术在首钢京唐钢铁厂中的创新应用[N].世界金属导报,2010.
[4] 冶金工业规划研究院.烧结装备大型化犌蛲抛氨付嘌痆N].中国冶金报,2011.
[5] 王夏.微波加热强化铁矿氧化球团煤基还原研究[D].长沙:中南大学,2010.