AH130数显镗床加工悬臂轴的工艺分析
2015-05-30张鑫
张鑫

摘要 镗床主要用镗刀对工件已有的预制孔进行镗削的机床。通常,镗刀旋转为主运动,主要用于加工高精度孔或一次定位完成多个孔的精加工,以及孔精加工有关的其他加工面的加工。在生产实际中我们采用了多种工艺尝试,在实践中摸索,逐渐探索数显镗床新的加工模式,突破传统思维,在加工轴伸类零件的方面积累了宝贵经验。
AH130为普通数显落地式镗床,为我公司加工大型箱体类零件的主要设备,通常用于加工吊臂铰接孔以及进行端面铣削加工,通过一定的工具工装准备以及工艺流程安排,实现了悬臂轴类零件外圆的加工,完美的保证零件尺寸公差。
1.工件结构分析
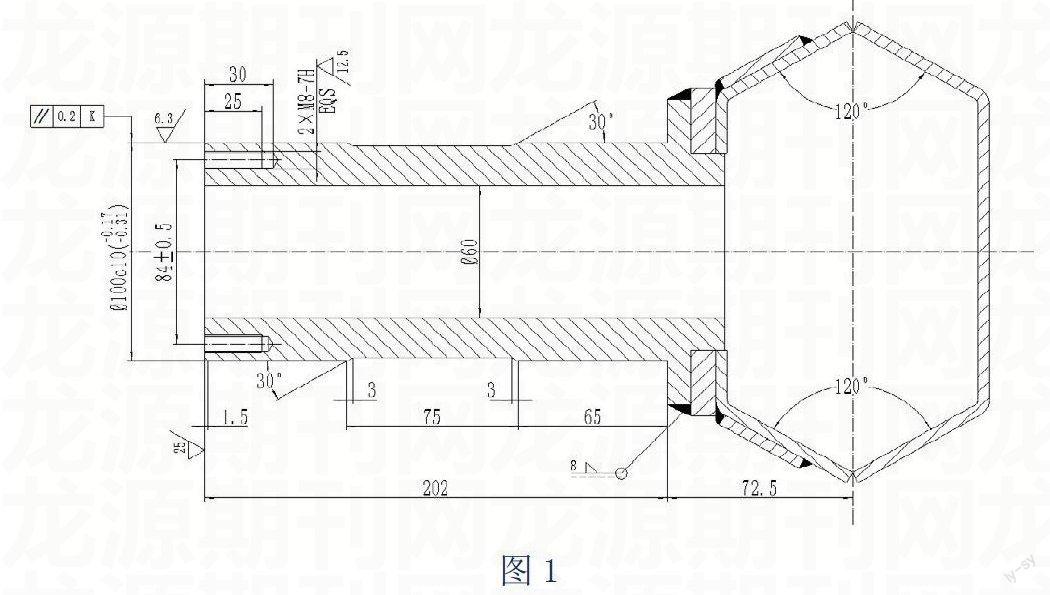
在我公司生产的QYS-2ZⅠA随车起重机中,采用的折叠臂式结构,其中固定臂采用的外伸悬臂轴式结构而非传统的箱体是结构,在固定臂端有一悬臂轴,见图1。悬臂轴的加工质量会直接影响折叠臂收缩的流畅,会直接关系到吊机的使用寿命,同时会影响到固定臂收回后是否与立柱之间产生干涉。因此在设计过程中对悬臂轴轴线与臂体中心线之间的垂直度误差要求控制在0.2mm以内,同时尺寸公差要求也极为严格,这样对于悬臂轴的加工就显得至关重要了。根据图1可知由于悬臂轴轴伸较长,焊接定位止口短,同时臂体焊接板材为5mm的TQ460MCD薄板。
2.工艺分析
在初期的工艺分析中,我们采取的工艺方法是:悬臂轴精加工完成后,再通过臂体上的基准孔与臂体的组对焊接。
工艺流程为:下料→悬臂轴粗加工→悬臂轴精加工→组对焊接→去应力处理。
由于TQ460板材为高强度板,对于焊接过程的要求及参数的控制要求极高,同时我们所采用的为5mm的薄板,焊接后板材焊接变形及内部残余焊接应力不易控制,导致在焊接完成后悬臂轴与臂体基准面垂直度超差在1.5-2mm左右,显然不能达到使用要求。
经过工艺分析,我们调整工艺路线为:①悬臂轴单件粗加工(外径留余量4mm,端面留余量1.5mm);②悬臂轴与臂体组对焊接;③悬臂轴精镗加工。加工设备采用AH130数显落地镗床。
工艺流程为:下料→悬臂轴粗加工(外圆留余量)→组对焊接→去应力处理→悬臂轴精加工。
3.加工方案选择:
3.1根据工艺分析,我们选定了两种加工方案:
方案一:通过镗床自带平旋盘及其配备的平旋盘刀座进行加工。但因悬臂轴较长,平旋盘刀座安装刀杆后伸出较长,导致工具系统刚性较差,在加工过程中镗刀杆的颤动会导致加工尺寸超差、圆周表面粗糙度不达标等现象;同时在加工过程中会出现“让刀”现象,导致轴伸出现锥面现象,工件加工完成后质量不能完全满足要求。
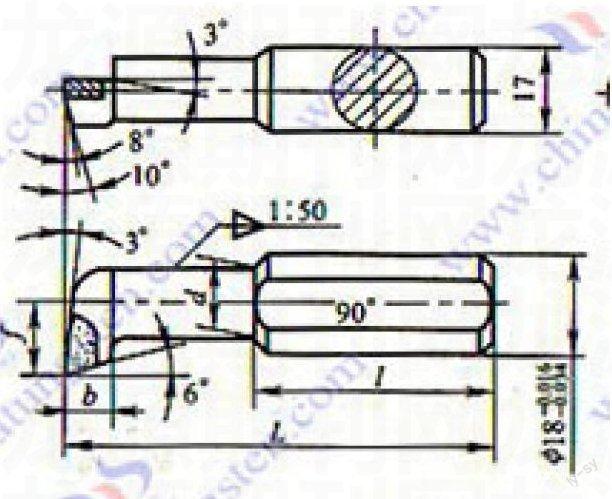
方案二:通过设计专用外圆镗刀杆,进行悬臂轴的精加工。专用外圆镗刀杆结构如图2所示,主要由两部分组成,右端为标准莫氏6号锥柄,采用40Cr材质 经调质处理后加工成型,然后进行表面热处理;右端设计为φ160×15套筒,材质为35#钢材经调质热处理后加工成型,然后进行表面热处理;能够极好的保证刀杆的刚性,同时材料简单,加工低廉。
3.2刀具选择:
刀具选择弯头镗刀,焊接刀具,如右图所示;加工时,为保证刀具刚度,前角不宜过大,一般控制在5°~15°以内,后角一般控制在6°~12°以内,精车时后角可适当选择大一些,在前刀面应磨削出卷屑槽,便于排屑和散热。刀片材质选用YT类,粗加工选用YT5,精加工选用YT10或YT15。
3.2切削速度及进给量选择:
粗车时,切削速度v=40-60m/min,进给量f=0.5-1mm;精车时,切削速度v=60-80m/min,進给量f=0.2-0.4mm。这样既能避免转速过高引起镗刀杆失稳,又能保证工件能够获得较好的表面质量。
4.结语
镗床已经不仅仅局限于孔的加工,随着技术的不断进步,新工具工装的开发,数显镗床所能实现的加工方式会不断增加,悬臂轴加工只是其中的一角,我们会在实践中不断探索进步。
参考文献:
[1]孟少农. 机械加工工艺手册 [M]. 北京:机械工业出版社,1996:8-129.
[2]王先逵. 机械制造工艺学 [M]. 北京:机械工业出版社,2006.
[3]杨叔子. 机械加工工艺师手册 [M]. 北京:机械工业出版社,2001.
[4]付荣柏. 起重机钢结构焊接技术[M]. 机械工业出版社,2008.
