基于PC的数控机床全闭环控制系统设计
2015-05-30张自谦
张自谦
摘要 随着科学技术水平的不断提高,现代制造业的发展越来越快速,数控机床得到了普遍运用,并且对数控机床的定位精度与重复定位精度提出了更高的要求。构建一个实时控制、在线检测的数控机床全闭环控制系统,可以有效反馈数控系统的检测信号,实现实时切削加工参数调整,进而提高加工零件精度。本文在分析数控机床全闭环控制系统提出的基础上,阐述全闭环控制系统硬件与软件的设计,进一步强化数控机床的控制系统。
关键词:PC;数控机床;全闭环控制系统;设计
现阶段,提高数控机床加工精度的有效手段就是采用全闭环控制系统。全闭环主要就是在机床运动部件上进行采样点数据的直接讀取,对采样运动部件的位置进行实时检测,进而减小或者消除传动与放大环节的间隙与误差,提高控制精度。为此,在设计数控机床控制系统的时候,一定要在PC基础上,运用全闭环概念,促进数控机床的广泛应用。
1.提出数控机床全闭环控制系统
1.1 传统控制系统的缺陷
数控机床传统控制系统就是半闭环控制系统,通过反馈采样运动部件的速度与位置完成伺服控制,在具体加工过程中,数控机床控制系统中出现的加工数值就是数控机床本身运动精度,无法对零件的适时精度进行反映。尽管加工过程实现了自动化操作,但是加工精度缺乏自适应控制,所以,需要对此进行改进。
1.2 全闭环控制系统
数控机床的自适应控制就是全闭环伺服控制,其事实上就是在实际加工变量实时控制与在线检测的基础上,对切削速度、进给量等加工参数进行有效调整。如此一来,不仅可以降低数控机床状态变化与外界因素对加工过程的影响,还可以对加工过程进行优化,实现了加工产品质量与生产效率的提高,值得在数控机床中推广应用。采用全闭环控制系统的数控机床加工流程为:安装工件-按下启动按钮-定位支架、刀具-开始加工-刀具磨损、振动、轴精度确定及在线检测-检测信号的采集与调整-检测信号的接收与传输-上位机分析与判定,如果上位机判定为合格,才可以继续加工,直到完成;如果上位机判定为不合格,需要返回到刀具磨损、振动、轴精度确定及在线检测环节,重新加工,直到合格为止。
2.数控机床全闭环控制系统设计
2.1 硬件设计
数控机床全闭环控制系统是一种开放式的结构,其主要就是用户在Windows平台上自行研发的,通过插入控制板进行软件程度编写,达成了用户定制的核心功能,能够对数控系统进行有效控制,并且可以实现CNC系统的可靠性与稳定性。数控机床全闭环控制系统硬件主要包括以下三点。
2.1.1 伺服机构
在全闭环控制系统中,数控随动支架的作用就是限位,防止细长轴发生弯曲变形,针对支架自身而言,其不会对细长轴施加额外的力,进而也就无法对刀具施加在细长轴的力进行抵消。为了确保切削加工中,在工件轴径超出误差范围之后,能够借助数控随动支架调整细长轴的横向位置,可以选择电致伸缩器。在数控系统中应用电致伸缩器,可以确保数控随动支架和工件之间存在微小偏差,为工件加工的顺利完成提供了可靠保障。
2.1.2 数据采集卡
数据采集卡的作用主要就是对模拟信号予以数字采样与组合,或对前端检测环节的数字量进行直接接收,同时将这些信息传输到计算机内存上,利用相应的程序对其展开后期的分析与处理。在此过程中主要包括信号采集与调理、A/D转换、PCI接口通信、触发控制。
2.1.3 运动控制器
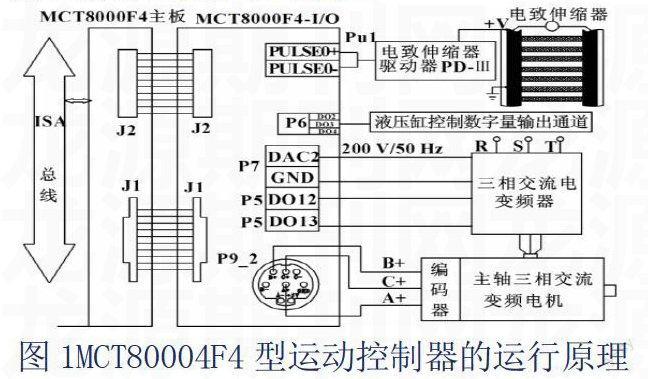
针对运动控制器而言,主要选用上位机与下位机联合控制的形式,因为此控制系统对加工精度检测与实时轨迹跟踪的要求非常高,为此,将PC机定为上位机,将MCT80004F4型运动控制器定为下位机,在PC机中嵌入运动控制器,并且对相关信息进行分析与处理。为了确保数据传输的快速、稳定、安全,可以借助ISA工业标准总线进行上位机与下位机的连接。MCT80004F4型运动控制器的运行原理如图1所示。
在此系统中,DAC2输出端子主要就是对控制主轴电机转速进行控制,而DO12、DO13主要就是对变频器的输出电压进行控制,也就是对主轴正反转向进行控制。如果DO12处在接通状态,就表示变频器输出的是正电压,为正转;如果DO13处在接通状态,就表示变频器输出的是负电压,为反转。
电致伸缩器主要就是在电场作用下,通过压电晶体产生的电致伸缩效应,也就是说,在外界电场的作用下,电介质利用感应极化作用产生的应变。此系统中,电致伸缩器与驱动器PD-Ⅲ主要就是WTDS-IC型电致伸缩器与PD-Ⅲ型驱动电源。PD-Ⅲ型驱动电源的技术指标主要包括:电压范围在0-300V之间,分辨率为12位D/A,响应频率大于500Hz,电压漂移小于1×10-4V/8h,控制方式为手动控制或者程序控制。
2.2 软件设计
在数控机床全闭环控制系统软件设计中,主要包括两个部分:上位机软件、下位机软件,在此过程中,需要用户对底层下位机程序进行编制。针对PC机而言,其主要就是对非实时控制信息进行分析与处理,而一些实时控制功能是由运动控制器予以实现的。实时控制软件的设计,主要就是采集数据、处理数据、图形模拟、输出指令、控制操作等,为整个系统的正常运行提供可靠保障。
3.结束语
总而言之,随着社会经济的不断发展,数控机床在各个领域中的应用越来越广泛,在科学技术快速进步的形势下,对数控机床的应用标准要求越来越高,为此,提出了实时控制与在线检测的全闭环控制系统,在很大程度上提高了切削精度与加工效率。同时,通过全闭环控制系统的设计,促进数控机床自动化、数字化的全面提升,实现加工精度的全闭环控制,促进数控机床的进一步完善。
参考文献:
[1]贾文.支持多任务的高精度数控机床控制系统设计[J].组合机床与自动化加工技术,2011(04)
[2]曲卿卉,张楷强,张斐,等.单片机与PLC技术在数控机床控制系统设计中的应用[J].网友世界·云教育,2014(11)
[3]刘海丰.基于西门子数控机床控制系统设计研究[J].数字技术与应用,2013(04)
[4]叶华聪.基于PC的数控机床全闭环控制系统设计[J].机床与液压,2013(19).
