烟草原料混合及分开制浆对造纸法烟草薄片品质的影响
2015-05-23李文昱肖选虎
李文昱 肖选虎 卫 青
(云南瑞升烟草技术 (集团)有限公司,云南 昆明,650106)
造纸法烟草薄片,是以烟梗、烟末和碎烟片等烟草原料为主体,借助造纸工艺和技术,先将烟草原料用温水浸泡萃取,将可溶物与纤维和其他不溶物分离,然后将纤维和不溶物离解、打浆,在造纸机上成形,同时将可溶物萃取浓缩后,喷回到成形的片基上,经干燥后制成烟草薄片[1]。造纸法烟草薄片亦称造纸法再造烟叶。在20世纪五六十年代我国就开始造纸法烟草薄片相关研究,但直到20世纪90年代才取得关键突破实现了工业化生产。由于造纸法烟草薄片工艺具有其他方法不可比拟的优势:一是可以改变薄片物理性能,使烟草薄片质地疏松,提高填充值和填充性,显著降低焦油量,从而起到降焦减害的作用;二是可以方便地调整薄片的化学成分 (如烟碱、总糖等),进而达到天然烟叶不能达到的灵活卷烟配方,改善香气和吸味,全面提高卷烟产品质量;三是可以通过造纸工艺配方选择性降低烟草薄片主流烟气中CO、HCN和巴豆醛等的释放量,更加突出卷烟的风格和特点[2]。正是因为造纸法烟草薄片具有这些优点,近年来国内造纸法烟草薄片产业发展迅速,生产企业达十几家,单机产能已接近2万t。国家烟草局已提出建设标志性生产线的明确要求。
生产造纸法烟草薄片的原料主要是复烤、卷烟等企业生产过程产生的烟梗、烟末、碎烟片以及低次烟叶等烟草废弃物。实际生产中,原料配方中的烟梗组分由长梗、短梗、碎梗及牙签梗等组成,而原料配方中的烟叶组分则由大小烟片、细碎烟末等组成。废烟料经抽提后,其外观形状基本上保持原状,为了便于造纸法抄造烟草薄片,需对其进行适度的离解处理,离解一般通过制浆来实现[3]。图1为造纸法烟草薄片生产常用的原料固形物提取及混合制浆流程,其中配用的非烟草纤维 (如木浆)等可在不同位置以多种方式加入,如使用针叶木浆通常先经过初步打浆处理。
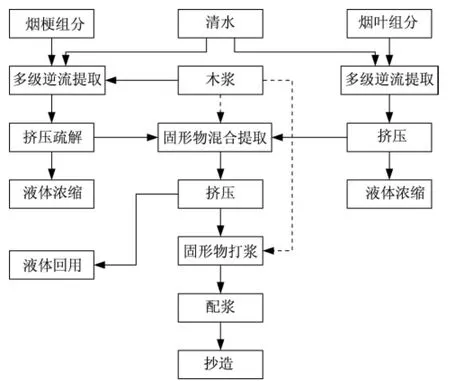
图1 混合制浆流程图
图1所示的流程中,烟梗及烟叶组分虽然是分开投料进行提取,但投料总量和各原料品种及数量都须严格按产品原料配方设计进行,才能确保混合提取符合产品配方及工艺等设计而顺利进行。在实际生产中,由于两组原料提取涉及设备较多,出料流程存在差异,输送距离较长,影响两组原料提取出料协调一致的因素较多,如果出料滞后时间太长,由于烟草原料含有机物较多容易变质,甚至会造成整批物料报废的后果。再者,混合提取后烟梗组分与烟叶组分两种生产主要组分已经混在一起,而烟梗组分由长梗、短梗、碎梗及牙签梗等组成,烟叶组分多含有大小不一的烟片及细碎烟末等,两种原料组分在外形长短、粗细及大小等方面均存在较大差异,难以混合均匀,直接影响到后面制浆的均匀性及稳定性等。生产过程制浆质量调整难以有效进行,注重烟梗组分的制浆效果会使烟叶组分打浆过度,而注重烟叶组分的制浆效果又会使烟梗组分打浆不够充分,对纸机抄造带来不利影响。
从烟梗及烟叶的化学组成来看,烟梗的主要化学成分含量与烟叶有较大差别,烟梗的无机元素、纤维素、半纤维素和木素明显高于烟叶的[4]。烟梗的木素含量3.21%、纤维素含量18.30%、综纤维素含量30.06%、灰分含量4.85%,碎烟叶的木素含量2.41%、纤维素含量9.85%、综纤维素含量26.49%、灰分含量3.33%[5]。据介绍,烟梗长梗纤维1.0 mm以上占30%, (0.5~1.0)mm占30%,0.5 mm 以下占 40%[6]。
从制浆特性来看,烟梗在制浆过程中,纤维吸水润胀产生细纤维化,并产生分裂帚化、表面分丝起毛,而且由于受到剪切力和纤维之间相互摩擦作用造成纤维横向断裂,从而使纤维被切断。烟叶基本为非纤维细胞组分,细小组分含量特别高,且烟叶组分浆难分丝帚化,只能使用低度打浆[7]。本实验选取某造纸法烟草薄片生产企业中的烟梗和烟叶,研究两组分混合制浆及分开制浆对造纸法烟草薄片品质的影响。
1 实验
1.1 实验原料
某造纸法烟草薄片生产企业某产品的烟梗及烟叶、经过打浆处理的针叶木浆,生产用涂布液、轻质碳酸钙及助留剂。
1.2 主要仪器与设备
ZQS2-23型Vally打浆机,陕西科技大学机械厂;J-LXJ200型离心甩干机,四川长江造纸仪器有限责任公司;ZBJ-1型标准纤维解离器,长春市纸张试验机有限责任公司;德国 FRANK产ERNST-HAAGE BBS-2型快速凯塞法抄片器;PN-SDJ100型打浆度测定仪,杭州纸邦自动化技术有限公司;PN-TT300型电脑抗张试验机,杭州品享科技有限公司;ZUS-4型电脑测控厚度测定仪,四川长江造纸仪器有限责任公司;QS-Ⅱ试验切丝机,郑州天宏自动化技术有限公司;鲍尔式ZQS15型纤维筛分仪,陕西科技大学机械厂;BINDER精密烘箱,德国BINDER公司。
1.3 实验方法
将烟梗组分及烟叶组分进行混合及分开制浆,再加填、抄片、涂布及干燥制成烟草薄片样品,测定样品主要物理指标,同时将所制烟草薄片制成卷烟等对卷烟做感官质量评价,分析评价混合及分开制浆对卷烟产品品质的影响。
1.3.1 浆料制备
采用相同的制浆工艺,混合制浆按图1流程进行,分开制浆按图2流程进行。打浆工艺参数见表1。

图2 分开制浆流程图

表1 打浆工艺技术参数
1.3.2 烟草薄片样品的制备
取混合制浆浆料和分开制浆浆料分别采用快速凯塞法抄片器抄取片基,木浆用量为15%(对总绝干浆),轻质碳酸钙用量为20%(对总绝干浆),助留剂用量为0.2%(对总绝干浆)。将生产用涂布液对片基进行涂布以制取烟草薄片,涂布量为 (34.0±2.0)g/m2。
1.3.3 烟草薄片样品物理性能检测
烟草薄片样品制备完成后,在温度为 (22±1)℃、相对湿度为 (60±2)%的条件下恒温恒湿处理24 h,然后按国家相应标准测定烟草薄片样品的定量[8]、厚度[9]、抗张强度及抗张指数[10]、灰分[11]和吸水速率[12]等物理性能。
1.3.4 样品浆料纤维组分筛分
对混合制浆浆料及分开制浆浆料进行筛分[13]分析。
1.3.5 卷烟样品感官质量评价
将所抄烟草薄片切丝,制成卷烟,经专业评吸人员作感官质量评价[14]。
2 结果与讨论
2.1 混合及分开制浆对成浆质量的影响
混合及分开制浆成浆技术参数见表2。

表2 混合及分开制浆成浆技术参数
从表2可以看出,在制浆工艺不变的条件下,分开制浆比混合制浆的打浆度增加了2.5oSR,纤维湿重提高8.74%。说明分开制浆使纤维的分丝帚化更好,纤维湿重的提高亦说明分开制浆对纤维的切断要少于混合制浆。针对烟叶较易打浆的特点,对其制浆工艺还可进一步优化。
2.2 混合制浆及分开制浆对样品物理性能的影响
表3为两种制浆方式所抄烟草薄片样品物理性能的比较。

表3 样品物理性能比较
从表3可以看出,分开制浆较混合制浆样品的抗张指数提高5.66%,灰分提高11.89%。分开制浆较混合制浆样品的厚度略有降低,但此项可以通过对烟叶组分制浆工艺调整和抄造压榨等来解决。
2.3 混合及分开制浆对浆料纤维组分分布的影响
表4为混合及分开制浆浆料纤维组分分布比较。
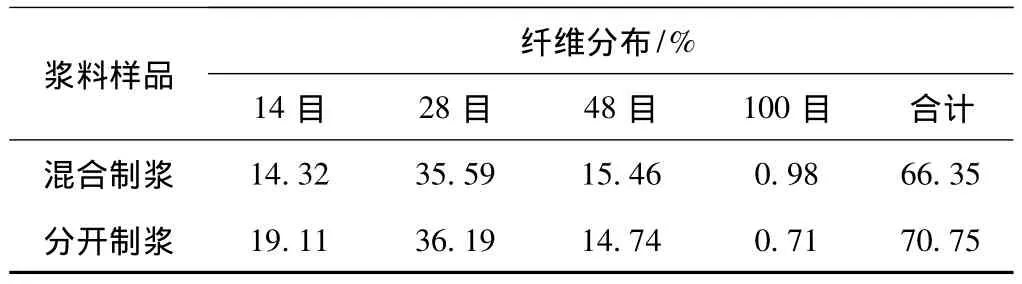
表4 浆料筛分纤维组分分布比较
从表4可以看出,混合制浆的纤维分布是28目>48目>14目>100目,分开制浆的纤维分布为28目>14目>48目>100目。笔者曾用同样的筛分方法分析过在国内不同高端品牌卷烟中的进口高档烟草薄片的纤维分布规律,是28目>14目>48目>100目。本实验结果表明,分开制浆的浆料纤维分布与进口高档烟草薄片的纤维分布规律更趋一致。说明在高档烟草薄片的生产中,制浆工艺的调整也是一种有效手段。从表4还可以看出,分开制浆纤维总量增加6.63%,表明混合制浆与分开制浆相比,浆料得率提高,有利于提高产品得率。
2.4 混合及分开制浆对卷烟样品感官质量的影响
将所抄烟草薄片制成卷烟,对其进行卷烟感官质量评价,结果见表5。

表5 样品感官质量评价
从表5可以看出,分开制浆的卷烟感官质量综合评价结果要优于混合制浆的样品。
3 结论
本实验选取烟草原料 (烟梗、烟末和碎烟片),研究两组分混合制浆及分开制浆对造纸法烟草薄片品质的影响。
3.1 在相同的制浆条件下,与混合制浆相比,分开制浆打浆度增加了2.5oSR,纤维湿重提高8.74%。说明分开制浆的纤维分丝帚化要好于混合制浆,纤维湿重的提高亦说明分开制浆对纤维的切断要少于混合制将对纤维的切断。
3.2 与混合制浆相比,分开制浆烟草薄片的抗张指数均有提高,将有利于实际生产上增加抄造过程中烟草薄片的强度,减少纸机各部断纸对生产带来不利影响。
3.3 与混合制浆样品相比,分开制浆样品的灰分明显提高。说明分开制浆更能促进纤维的分丝帚化,使填料留着率提高。灰分提高有利于改善烟草薄片生产中的吸收性能及产品的柔软性,也有利于降低生产成本。
3.4 分开制浆的浆料纤维分布与进口高档烟草薄片的纤维分布规律更趋一致。说明分开制浆有利于高档烟草薄片的生产。分开制浆的浆料得率提高,最终有利于提高产品得率。
3.5 在原料组分相同的情况下,采用分开制浆的工艺可以提高卷烟产品的感官质量。
[1]HAN Fu-geng,YAN Ke-yu,ZHAO Ming-qin,et al.Tobacco Chemistry[M].Beijing:China Agriculture Press,2010-12:258.韩富根,闫克玉,赵铭钦,等.烟草化学[M].北京:中国农业出版社,2010.
[2]MIAO Ying-ju,LIU Wei-juan,LIU Gang,et al.Present Status of Preparation Technology ofReconstituted Tobacco[J].China Pulp&Paper,2009,28(7):55.缪应菊,刘维涓,刘 刚,等.烟草薄片制备工艺的现状[J].中国造纸,2009,28(7):55.
[3]HAN Qing,ZHANG Mei-yun,WU Yang-yu,et al.Manufacturer Techniques of Papermaking Tobacco Leaf[J].Journal of Northwest Institute of Light Industry,2002,20(1):19.韩 卿,张美云,吴养育,等.造纸法烟草薄片制造工艺的研究[J].西北轻工业学院学报,2002,20(1):19.
[4]HUANG Jia-reng,ZHU Zun-quan,CHEN Lian-fang.Cigarette Technology(second edition)[M].Beijing:Beijing publication Group BeijingPress,2000.黄嘉礽,朱尊权,陈连芳.卷烟工艺[M].2版.北京:北京出版社集团北京出版社,2000.
[5]TANG Xing-ping,CHEN Xue-rong,DAIDa-song,et al.Preparation of tobacco slice from tobacco leaf offal by papermaking[J].Journal of Fujian Agriculture and Forestry University(Natural Science Edition),2007,36(2):205.唐兴平,陈学榕,戴达松.烟草废弃物造纸法制烟草薄片[J].福建农林大学学报(自然科学版),2007,36(2):205.
[6]WANG Feng-lan,WANG Lei,LIU Yang,et al.Pulping,Bleaching and Paper Making of Tobacco Stem[J].China Pulp & Paper,2012,31(6):28.王凤兰,王 磊,刘 洋,等.烟梗制浆漂白和配抄工艺的研究[J].中国造纸,2012,31(6):28.
[7]LIAO Xia-lin,HE Bei-hai,ZHAO Li-hong,et al.Morphological A-nalysis of Tobacco Fibers under Different Beating Conditions[J].China Pulp & Paper,2012,31(4):34.廖夏林,何北海,赵丽红,等.烟草浆不同打浆条件下的微观形态分析[J].中国造纸,2012,31(4):34.
[8]GB/T 451.2—2002.纸和纸板定量的测定[S].中国轻工业标准汇编,造纸卷(下).北京:中国轻工业出版社,2010:552.
[9]GB/T 451.3—2002.纸和纸板厚度的测定[S].
[10]GB/T12914—2008.纸和纸板抗张强度的测定[S].
[11]GB/T 742—2008.造纸原料、纸浆、纸和纸板灰分的测定[S].
[12]GB/T 461.2—2002.纸和纸板表面吸收速度的测定[S].
[13]GB/T 2678.1—1993.纸浆筛分测定方法[S].
[14]YC/T 138—1998.烟草及烟草制品感官评价方法[S].