模糊PID控制器在刮板机链条的张力控制
2015-05-19薛丽萍
薛丽萍
(西山煤电集团公司技术中心,山西 太原 030053)
模糊PID控制器在刮板机链条的张力控制
薛丽萍
(西山煤电集团公司技术中心,山西 太原 030053)
摘 要本文建立了刮板机张力控制模型,并结合模糊控制和PID控制技术设计了模糊PID控制器,分析了模糊PID控制器对链条张力的控制原理,研究了参数非线性、时变性对刮板输送机链条张力控制系统的影响,制定了模糊控制规则以及模糊推理的方法。利用MATLAB软件对建立的模型进行的仿真,表明模糊PID控制有较好的执行性能,较好地满足刮板机链条的张力控制要求。
关键词模糊PID控制器;刮板输送机;张力控制;仿真
刮板输送机链条的预张力控制对其运行性能和阻力都有较大的影响,而且刮板机机头和机尾的摩擦阻力较大、链条刚度的非线性以及物料分布的不均匀特性,使得刮板机张力控制系统具有非线性和时变性。
PID控制本质上属于线性控制[1],其相对于非线性对象的控制效果却不是很明显[2]。由于模糊控制从根本上考虑其控制方式为非线性控制[3],PID控制器控制方式应用在特定规则下的模糊控制方式,则PID控制器就包含了模糊控制功能。目前,模糊PID控制的研究较为成熟,郭奇等[4]针对电加热锅炉夹套温度控制的大滞后、时变性等特点,设计了基于预测模型的模糊PID控制器;黄明辉等[5]结合PID和模糊控制的优点,基于S7-300PLC的模糊PID参数自整定控制算法,提高了模锻液压机活动横梁的位置精度和运行可靠性。
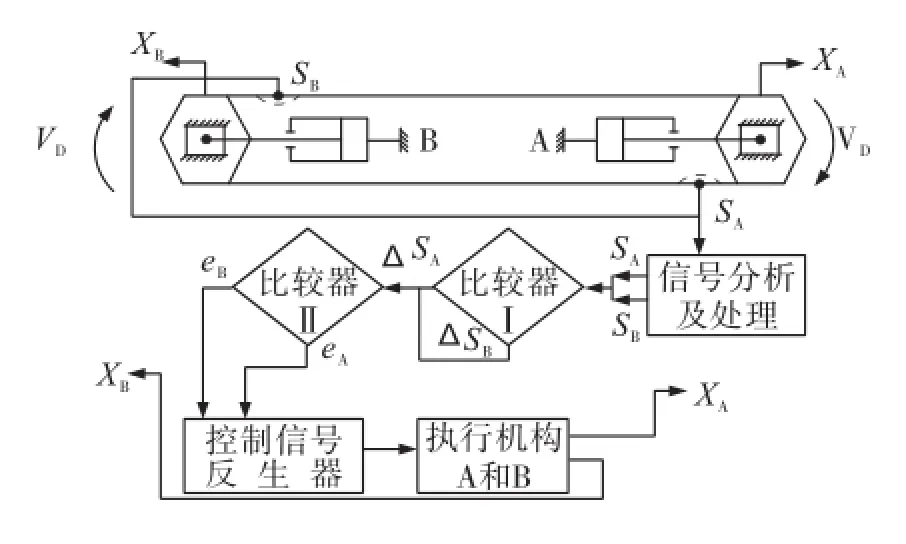
图1 刮板输送机张力控制原理图
1 刮板机张力控制原理及模型的建立
刮板输送机张力控制系统是通过调节两个链轮的间距来补偿由于链条弹性而产生的张力变化。刮板输送机张力调节的控制原理见图1.
通过传感器获取张力输出信号SA和SB,处理后便可得到SA和SB的实际值,经信号比较器比较,确定SA和SB与期望值的差值ΔSA和ΔSB后再经信号比较器比较。判定ΔSA、ΔSB是否超过许用误差值,从而确定输出eA、eB触发信号值,此时,eA、eB的值可表示为下式:

式中:[ΔS]为许用张力差值,eA、eB可表示为液压缸A和液压缸B的控制发生器。这里,以eA的动作情况解释其控制逻辑:当eA分别为-1、0、1时,液压缸A完成伸出、停滞、收缩的动作。
2 控制器设计
在以PID控制为基础的体系上,以误差E和误差变化率Ec为变量进行模糊输入控制,对PID控制器中分别控制比例、积分和微分作用程度的参数KP、KI、KD进行调节,使被控系统具有良好的动静态性能。
2.1模糊PID的控制体系组成结构
模糊PID控制体系组成结构,第一部分为参数可调的PID控制器,第二部分为模糊控制器,其结构示意图见图2.
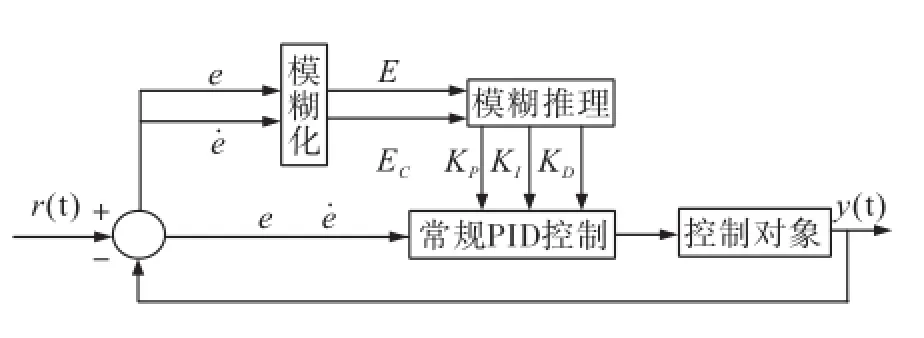
图2 模糊PID的控制系统结构示意图

2.2模糊变量确定
模糊化是将实际域[emin,emax]、[˙emin,˙emax]生成模糊域E=[E1,E2…En]、Ec=[Ec1,Ec2…Ecm]的过程。一般情况下,n=m.可以将E取为7个值,E=[负大,负中,负小,零,正小,正中,正大],记为{NB,NM,NS,ZO,PS,PM,PB}.以偏差e为例,{NB,NM,NS,ZO,PS,PM,PB}为模糊域。等分三角形隶属度函数图见图3,图3中的横轴表示为:1)实际精确的输入量e.2)模糊论域及其量化值。其中{e}不一定是整数,可整取,则就有:E={-3,-2,-1,0,1,2},同样,EC及Ec也可仿此处理。
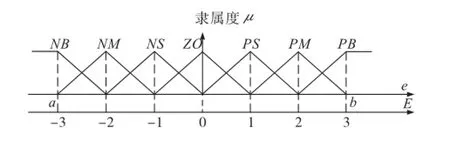
图3 等分三角形隶属度函数图

图4 刮板输送机链条张力控制系统图
在PID控制器中,输出控制量:

转化为模糊量化控制的输出控制量为:

式中:E(k)、Ec(k)为第k步控制时输出偏差量e及偏差变化量ec的模糊量化值,而Kp、K1、KD可按模糊控制规则确定。
2.3解模糊
模糊推理的结果不能直接用于控制被控对象,需要先转化成执行器可以执行的精确量。
在已知E、E0的量化量{e},{ec}之后,按规则可事先设计出KP、KI、KD的控制查询表,由查询表分别查出KP、KI、KD,同样以为KP为例,列出查询表,见表1,同理可知KI、KD的查询表。再由式(3)计算出输出量U,U的域为:[Umin,Umax],而控制伺服阀的电流设定区域为:[Imin,Imax],由于控制是对称的,则需要引入调整因子:

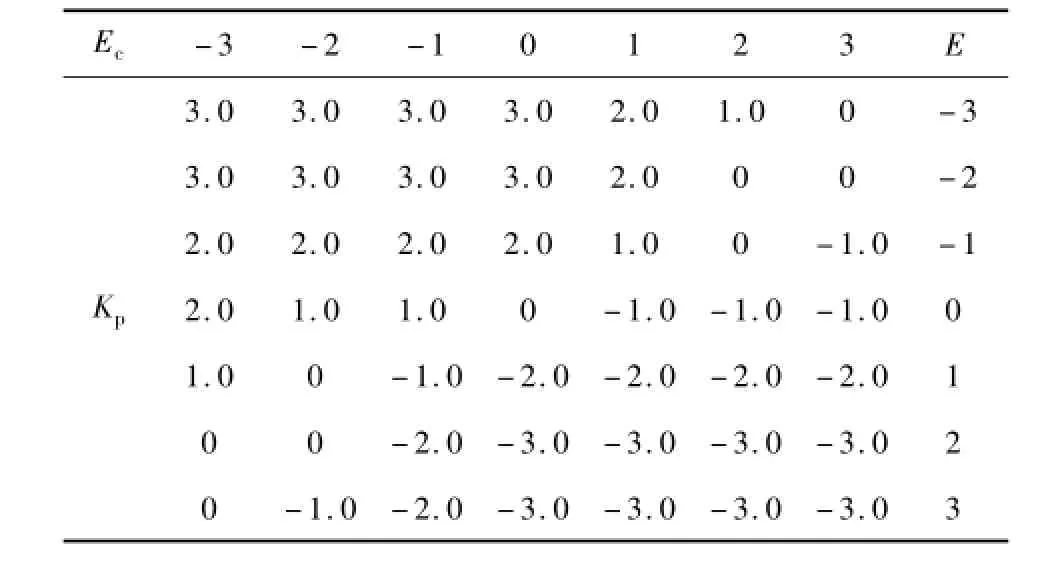
表1 KP查询表
则控制电流Id=λU(K).根据式(4)得出模糊PID控制的刮板输送机链条张力控制系统控制图见图4.
3 仿真实例分析
以某型号头、尾双驱动刮板机为例,选择Matlab仿真软件分析,得到模糊PID控制时尾部的张力控制节点的张力控制效果前后对比见图5.
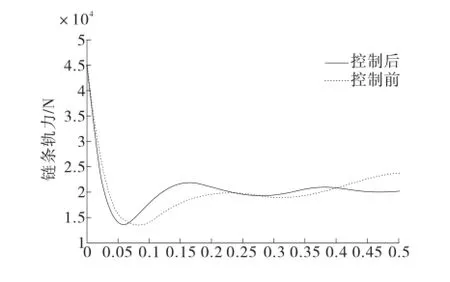
图5 模糊PID张力控制前后对比效果图
从图5可以看出,应用模糊PID在张力调节系统的控制过程实现了较理想的控制效果,系统过渡过程相较常规PID控制而言,实现了利用更短的时间、以更小的超调量达到稳定状态,在0.3 s后,刮板输送机预张力趋于稳定。
4 结束语
从Matlab仿真结果看,模糊PID控制具有较小的超调量和较短的调节时间,说明其具有较好的动态响应特性和较好的系统稳定性。将PID控制与模糊控制有效地结合起来构成模糊PID控制,并应用于刮板输送机张力调节控制系统,可较好地增强刮板输送机张力调节过程的稳定性。
参 考 文 献
[1] 毛 君,李贵轩.刮板输送机动力学行为分析与控制理论研究[M].沈阳:辽宁大学出版社,2006:17-18.
[2] 刘金坤.先进PID控制及MATLAB仿真[M].北京:电子工业出版社,2004:24-25.
[3] 姚春德,刘小平.基于模糊PID控制的可变配气相位控制系统仿真研究[J].兵工学报,2007,28(09):1027-1028.
[4] 郭 奇,杨秀利.基于预测模型的模糊-PID控制及仿真研究[J].控制工程,2011,18(03):361-363.
[5] 黄明辉,熊欢欢.模糊PID在液压机位置控制系统中的应用[J].控制工程,2011,18(01):15-17.
中图分类号:TD63+4.2
文献标识码:A
文章编号:1672-0652(2015)02-0050-03
收稿日期:2015-01-07
作者简介:薛丽萍(1974—),女,山西离石人,2014年毕业于东北大学,工程师,主要从事煤矿机电技术研究工作(E-mail)Xlp6215686@163.com
Tension Control of Fuzzy PID Controller in Scraper Conveyor Chain
XUE LiPing
AbstractEstablishes the tension control model of scraper conveyor,and combines with fuzzy control and PID control technology,designs fuzzy PID controller.The control theory of the fuzzy PID controller to chain tension is analyzed.The influence of parametrical nonlinearity and time-characteristic to scraper conveyer chain tension control system is studied.The fuzzy control rule and the method of fuzzy reasoning is developed.Utilizes MATLAB software simulating the established model,the simulation result shows that the fuzzy PID control has a good performance,it better satisfies the tension control requirement of scraper conveyor chain.
Key wordsFuzzy PID controller;Scraper conveyer;Tension control;Simulation