不锈钢保温杯自动化机械抛光技术的研究
2015-05-15莫庆龙
罗 俏,莫庆龙
(广东省自动化研究所广东省现代控制技术重点实验室//广东省现代控制与光机电技术公共实验室,广东广州 510070)
不锈钢具有耐蚀性、耐热性、良好的加工性等特点,因而被广泛应用于航空、医疗、建筑、家电以及食品等行业[1]。不锈钢保温杯因其造型精美、结实耐用、保温性能好,成为了人们的日常生活用品。我国是一个不锈钢保温杯的生产大国,主要有浙江永康、武义和广东潮安、新会、揭阳等产业基地[2]。不锈钢保温杯在加工的过程中,因冲压和焊接,其表面会形成一层灰色的氧化皮,严重影响产品的外观质量和使用性能,因此去除氧化皮的抛光工艺就成了不锈钢保温杯加工过程中极其重要的一个环节[3]。
现阶段我国不锈钢制品的抛光模式主要是人工抛光模式,人工抛光不但效率低下、成本高昂,而且作业条件恶劣,人体长期吸入不锈钢粉尘,易患尘肺病[4]。用自动化机械抛光代替人工抛光,可以提高效率、降低成本,更重要的是可以改善工人的工作环境,防止职业病的发生,对于我国不锈钢产业的发展具有重要意义。
1 设计原理
抛光是一个复杂的过程,目前还没有统一的理论对抛光的本质进行描述。为了便于分析和控制抛光过程,通过简化模型,普林斯顿提出了著名的材料去除率模型,用于表示抛光效率和工艺参数之间的关系[5]。
从式(1)可知,影响抛光速率的主要因素有两个,一个是抛光点接触压强,另一个是抛光轮和工件之间的相对速度。要想获得良好的抛光质量,整个抛光过程的材料去除率越均匀越好。抛光轮与工件之间的相对速度V比较好控制,当工艺参数一定时,V就一定;抛光点接触压强P则会随着工件与抛光轮的接触位置不同而改变。若抛光的整个过程,工件的外廓曲线都能在抛光轮的中点与之相切,则抛光点接触压强P最稳定,获得的抛光质量最佳。由于不锈钢保温杯外廓曲线的复杂性以及抛光轮厚度的限制,普通的数控装置很难做到这点。而在人工抛光过程中,人们在抛光过程中会根据不锈钢保温杯的外廓曲线的变化而将不锈钢保温杯旋转一定的角度,以保证在抛光的整个过程,不锈钢保温杯的外廓曲线都在抛光轮的中点与之相切。图3是通过模拟人工抛光过程设计的不锈钢保温杯自动抛光试验机。用丝杠完成抛光的横向进给,同时用两个气缸模拟人的两个手,对不锈钢保温杯施加一定的力矩,使之旋转。两个气缸的气压分别通过电气比例阀控制,控制系统根据不锈钢保温杯的外廓曲线和横向进给速度,不断调整两个气缸的气压,输出合适的控制力矩。
假设不锈钢保温杯外廓曲线上的一段如图1所示。X为横坐标,也是丝杠的进给方向,f(X)为表示曲线的函数。在任意一点x上作曲线的切线,f′(X)为该切线的斜率,切线与X轴的夹角θ就是在这点上不锈钢保温杯旋转角度的参考量,即当抛光轮的中点和X重合时,不锈钢保温杯旋转一个角度θ,其外廓曲线就能与抛光轮相切,切点就是x点。θ与f′(X)的关系如式(2)所示。

x与横向进给速度的关系如式(3)所示,xϵ[0,不锈钢保温杯的长度]:

其中:v——横向进给速度;
t——抛光时间。
若在任意一点上,曲线切线与X轴的夹角θ的变化率都能与不锈钢保温杯旋转的角速度相同,即可保证整个抛光过程中,不锈钢保温杯的外廓曲线都在抛光轮的中点与之相切,即:

其中:
M(t)——施加给机台的控制合力矩;
I——机台的转动惯量;
ω0——0点处的初始角速度。
将式(2)(3)代入式(4)得:

两边再对时间t求导,并整理得

式(6)就是不锈钢保温杯抛光试验机机台控制合力矩的变化函数,从式(6)中可以看出,当不锈钢保温杯外廓曲线一定时,控制合力矩与机台的转动惯量、横向进给速度的平方成正比关系。
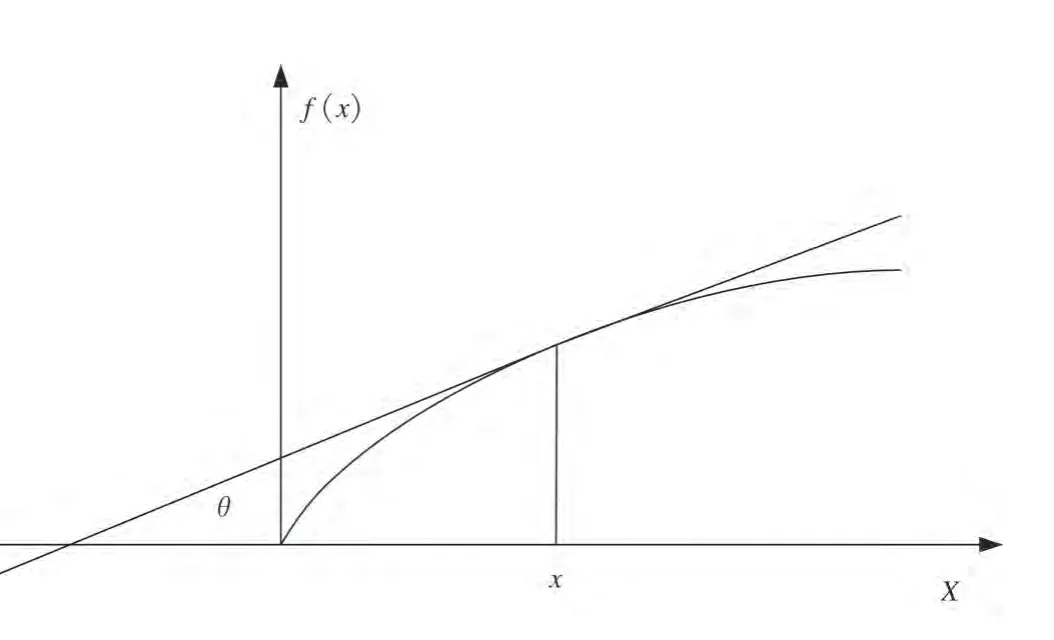
图1 不锈钢保温杯外廓的一段曲线
不锈钢保温杯的外廓曲线往往是不规则的,所以f(x)是很难求出精确的解析式的。解决的办法将外廓曲线分段,然后用多项式拟合[6]。从式(6)中看到,f(x)要求三阶导数,所以多项式要求至少三阶以上。阶数越高,结果越精确,但计算量也相应增加了。需要注意的是,当外廓曲线是凹形而且曲率较大时,由于抛光轮的厚度很大,使用这种控制方法有可能会使凹处无法抛光,若出现这种情况,则要把这段曲线单独处理。不锈钢保温杯的外廓曲线的曲率一般不大,所以通常不需要考虑这个问题。
当不锈钢保温杯的外廓曲线用多项式拟合出来后,通过式(6)和式(3)就可以计算出合力矩M(t)在整个抛光过程的变化规律。合力矩M(t)由两部分合成,如式(7)所示。

其中:
M气(t)——气缸的输出力矩;
M磨——机台的摩擦力矩。
由(7)可得气缸输出控制力矩

在实际应用中,要逐段分析摩擦力矩M磨的方向。此外,还要考虑气动系统的滞后性,给电气比例阀下达的控制指令要有一定的超前时间,保证气缸的动作能与抛光动作同步。超前时间要通过实验测定。
2 不锈钢保温杯抛光试验机的设计
2.1 结构设计
不锈钢保温杯抛光试验机除了上下料需要手工外,整个抛光过程都能实现自动化,而且通过修改PLC程序,各工艺参数也能很方便地修改。如图2所示,不锈钢保温杯抛光试验机各部功能简介:
(1)布轮:抛光轮;
(2)气缸(40 mm):夹紧不锈钢保温杯;
(3)气缸(25 mm):工作台纵向进给以及提供不锈钢保温杯与布轮之间的作用力;
(4)滑台:工作台的横向进给(伺服控制);
(5)瓶动力装置:提供保温瓶抛光时自转的动力(伺服控制);
(6)气缸(16 mm,两个):抛光过程中,能根据不锈钢保温杯与布轮的接触面形状自动调整工作台的倾角,保证保温杯的整个外表面抛光均匀(电气比例阀控制),实际加工的试验机如图3所示。
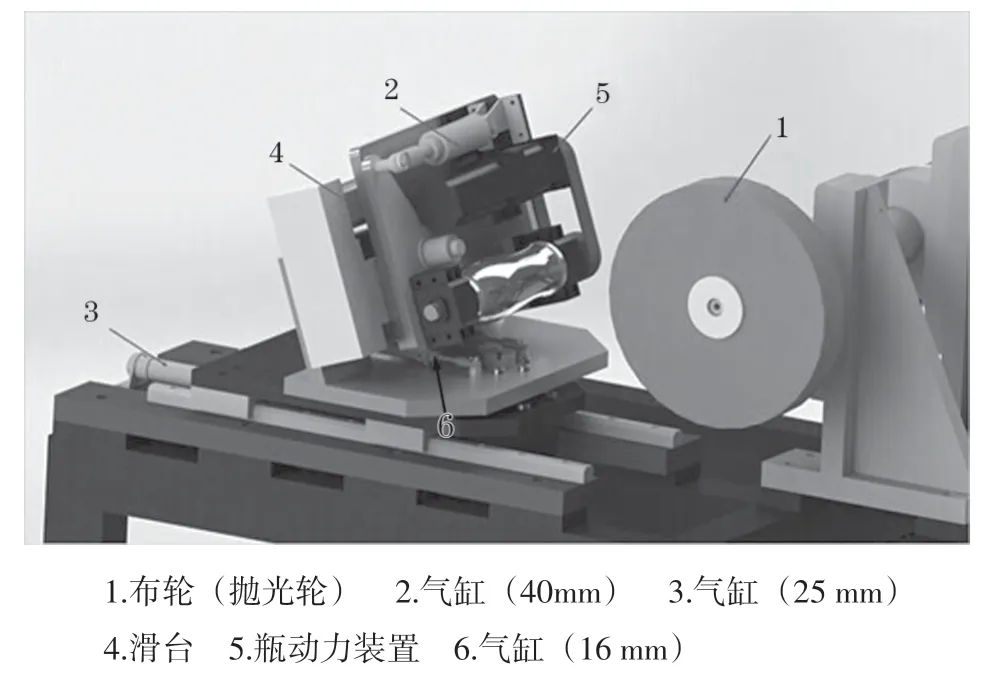
图2 不锈钢保温杯自动抛光试验机3D设计图

图3 不锈钢保温杯自动抛光试验机
2.2 控制系统设计
不锈钢保温杯自动抛光试验机采用PLC(可编程逻辑控制器)控制。其控制系统的硬件主要有汇川H-3232MTQ型PLC 1台和汇川高频模拟量输出模块1块。控制流程是:夹紧→靠近准备抛光→开始抛光→抛光完成→结束。该控制系统最大的特点是能在抛光过程中根据时间的变化自动调节控制力矩,具体的实施过程如图4所示。
3 实验
3.1 实验仪器
(1)不锈钢保温杯抛光试验机(自制);
(2)不锈钢保温杯毛坯;
(3)WGG20——S(C)系列轻便数字光泽度计。
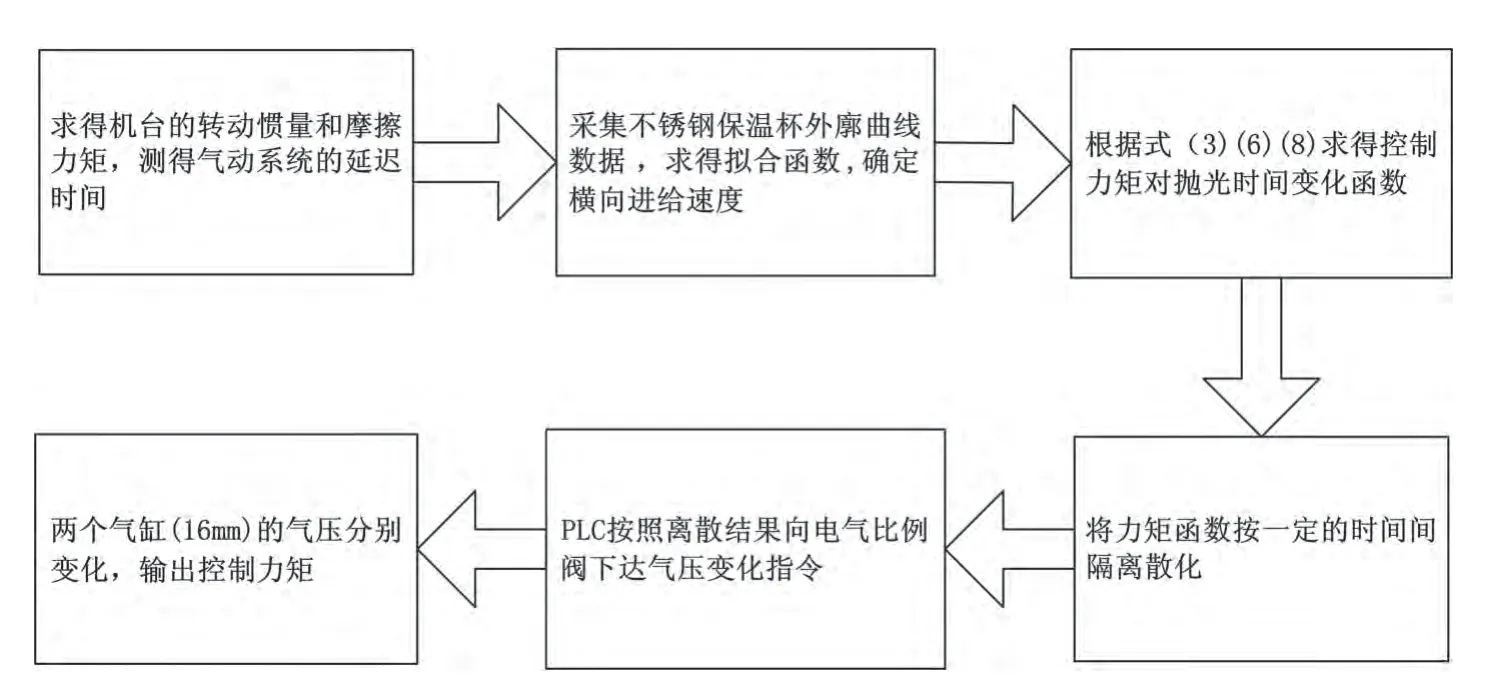
图4 控制力矩自动调节实施过程图
3.2 实验方案
为了测试不锈钢保温杯抛光试验机的抛光效果并获得比较合理的工艺参数,采用正交实验设计方法设计了实验。根据分析,确定瓶轮接触压力、抛光轮线速度和横向进给速度为实验的三个试验因素,分别记作A、B和C。每个因素均取3个水平,因素水平表见表1所示。
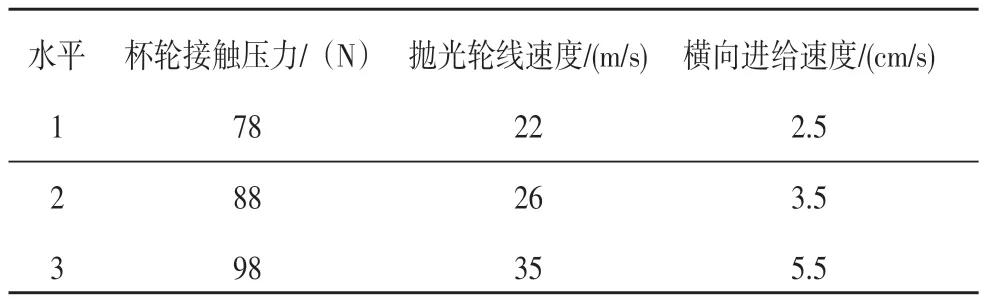
表1 抛光正交实验因素水平表
因有3个三水平的因素,且不考虑因素之间的交互作用,所以采用L9(34)正交表,形成的实验方案如表2所示。
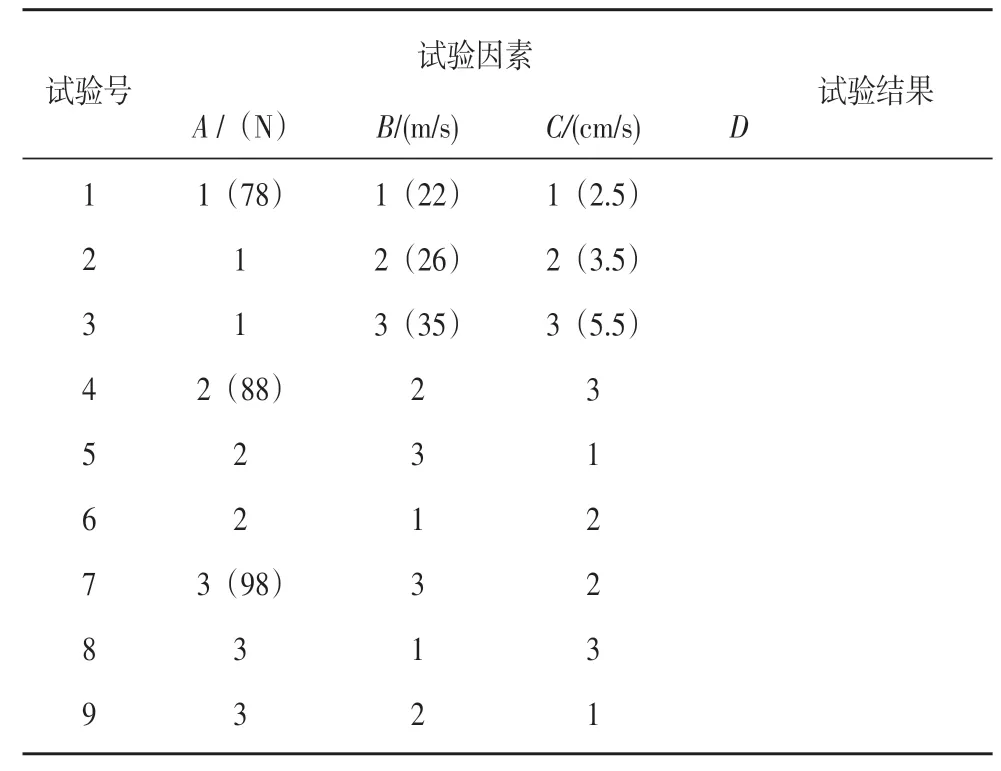
表2 抛光正交实验设计表
3.3 实验结果
按照表2设定好实验参数,将不锈钢保温杯毛坯手工装上抛光试验机,然后启动自动抛光程序,将不锈钢保温杯毛坯抛光。抛光完成后,将制品卸下,首先目测制品的抛光质量,如图5所示。然后用数字光泽度计测量制品的表面光洁度,获得实验结果,并将数据处理,结果如表3所示。
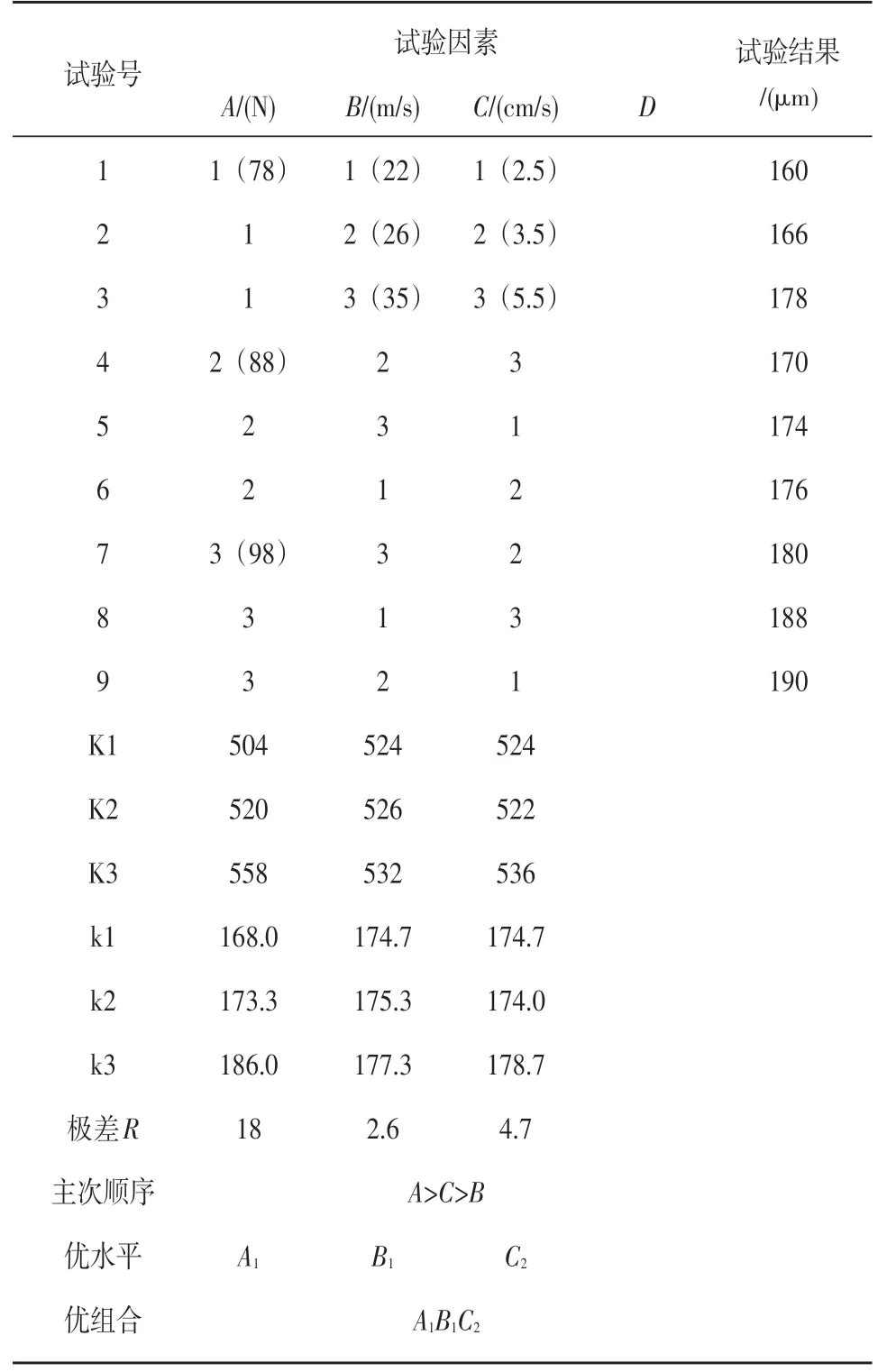
表3 实验结果表
从抛光的结果来看,抛光试验机能比较好的模拟人工抛光过程,为获得成本低廉、性能稳定的全自动的不锈钢保温杯抛光机奠定了基础。从抛光工艺参数的正交实验结果看出,不锈钢保温杯与抛光轮之间的压力是影响抛光质量的最大因素,其次是横向进给速度,影响最小的是抛光轮的线速度,这对制定合适的抛光工艺参数具有一定的指导意义。
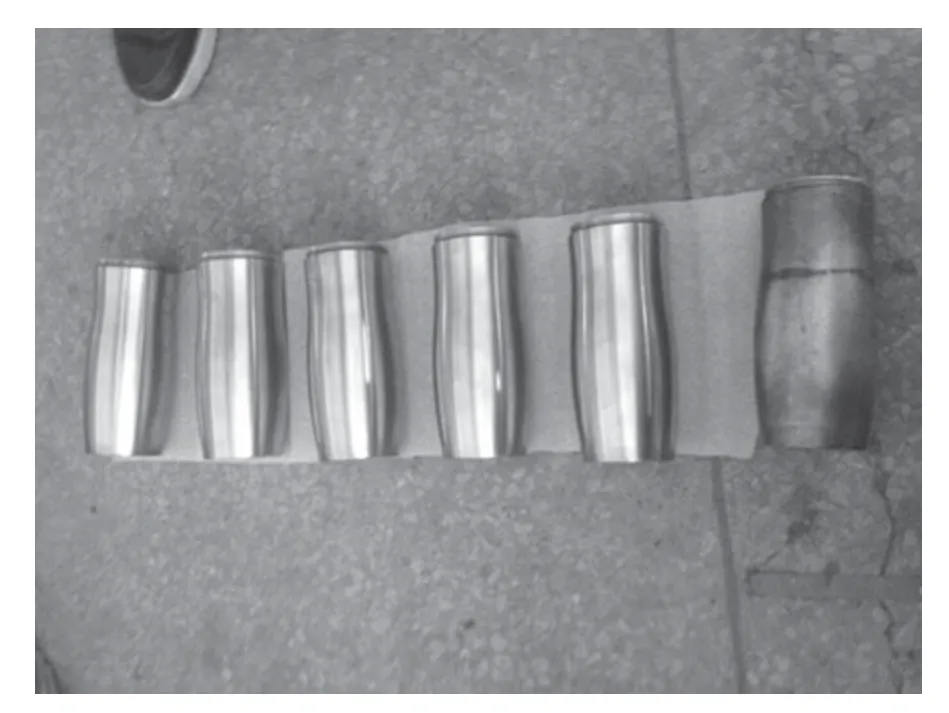
图5 不锈钢保温杯抛光效果图
4 结束语
我国不锈钢保温杯的抛光工艺普遍采用人工抛光的模式,严重制约了不锈钢制品产业的发展。人工抛光模式具有效率低下、抛光质量不稳定的缺点,并严重威胁抛光从业人员的身体健康。通过对人工抛光过程的研究,设计了能模拟人工抛光的不锈钢保温杯抛光试验机,并推导了不锈钢保温杯抛光试验机机台控制合力矩与不锈钢保温杯外廓曲线、横向进给速度的关系表达式。实验显示,不锈钢保温杯抛光试验机除了不能自动上下料,其他的抛光动作都能自动完成,且取得了良好的抛光效果,这说明开发出全自动的不锈钢保温杯抛光设备是具备可行性的。此外,还通过正交实验方法研究了各个工艺参数对抛光质量的影响。
[1]李伟华,阎秋生,高伟强.不绣钢表面加工的现状与发展趋势[J].机械制造,2009,47(537):45-47.
[2]毛佩佩.中国不锈钢保温杯调查报告[D].沈阳:辽宁大学,2012.
[3]朱则刚.浅谈不锈钢的应用及其表面处理和加工技术[J].特钢技术,2014,20(78):8-13.
[4]张伟.九成职业病为尘肺病[N].保健时报,2014-7-17(003).
[5]徐造坤.不锈钢薄壁材料工件自动化机械抛光技术研究及工艺优化[D].武汉:华中科技大学,2013.
[6]王兆清,李淑萍,唐炳涛.任意连续函数的多项式插值逼近[J].山东建筑大学学报,2007,22(2):158-162.
