西门子840D sl在XKF2312/2.5数控龙门铣床改造中的应用(下)
2015-05-14中航飞机西安飞机分公司陕西710089刘红安
■ 中航飞机西安飞机分公司(陕西 710089)刘红安
3.系统调试
(1)系统的连接。
(2)PLC调试:首先在NCU单元上将NCK和PLC总清,总清完成后,NCU 正常启动,此时NCU 状态显示屏上输出数字“6”和右下角一个闪烁的点。LED RUN 灯持续亮起呈绿色,重新进行一次启动,PLC 和 NCK处于循环运行模式下,启动结束。
利用PC机上安装的SIMATIC管理器(STEP-7 V 5.5版本)对PLC 进行开机调试。打开840D sl系统随机附带的Too lbox光盘,双击TOOLBOX根目录下的Setup.exe启动安装。选择第一项(PLC基本程序)和第二项(STEP7添加SINUM ERIK部件及硬件信息更新)进行自动安装,安装完成后,在SIM ATIC 管理器中,HW-Config页面的Catalog树形结构下看到SINUM ERIK/840D sl/NCU 710.3PN V 3.2,即本次改造选用的NCU型号与版本;同时,在Profinet DP→Additional Field Devices→D rives→IO目录下可找到PP72/48输入/输出模板。创建新的项目XKF2312_PLC,在硬件配置中添加PP72/48模块,点击OK即可启动硬件配置的下载,下载时,会先停止PLC运行,下载后,会提示是否重新启动PLC。此时数控系统已经建立了硬件的拓扑结构,如图4所示。

图 4
(3)创建PLC程序:按以下步骤建立PLC程序。①打开STEP7软件,创建新的项目。在SIM ATIC管理器中,点击File菜单下的N ew, 输入项目名称XKF2312_PLC,点击OK。②点击Insert菜单中Station下SIMATIC 300 Station项,插入 S7-300站点。③将840D s l的Too lbox的PLC基本程序库整体复制到自建的项目中。点击PLC菜单中的“DOWNLOAD”,下载程序到PLC CPU中,此时,机床控制面板指示灯已经点亮,表明PLC循环运行开始。④按照系统实际配置建立各功能函数FC。首先使急停功能生效, PLC中的紧急停止以及A LM模块的工作原理如图5所示。

图 5
按照电路原理图5,在S7程序中建立功能函数FC,即紧急停止控制程序,必须保证,先接通供电模块(in feed)使能OFF1,再接通驱动模块(se rvo)使能OFF3;系统断电时,先断驱动使能OFF3,延时断供电模块使能OFF1。
正确使用急停输入D B 10.D B X 5 6.1,急停应答D B 10.DBX 56.1,急停有效信号DB10.DBX 106.1,可保证机床、刀具和人员的安全,急停信号可使机床进入紧急停止状态。当急停输入DB10.DBX 56.1信号闭合时,CNC控制器进入紧急停止释放状态,进给伺服和主轴伺服放大器处于可控制及运行状态。当信号断开时,CNC控制器复位并进入紧急停止状态,进给伺服和主轴伺服放大器、电动机立刻减速直至停止。在紧急停止控制程序中,I1.5、I1.4和I3.3 就是机床的急停按键开关输入信号,表示3个急停按键开关,1个安装在机床电器柜上,1个在手持操作单元上,1个在操作面板上。3个信号接通后,Q1.2激活,供电模块(in feed)使能EP有效激活。延时1s后,OFF1信号使能有效,再接着导通驱动模块使能信号OFF3,程序如下:

继续创建机床的功能函数FC,实现HHU控制、坐标回零、一级限位、机床照明灯、冷却液开关、工作、报警状态指示灯、装卸刀及主轴换挡等功能,并检查机床各个功能执行是否准确可靠。若有问题,则应修改相应的控制程序。注意,在编制PLC程序时,一定要充分考虑各个相互关联动作的可靠性与安全性,如机床主轴旋转时就不能进行手动换刀;主轴冷却装置故障,主轴停止;润滑压力低或液位过低系统报警,坐标轴无法启动等,以免造成设备损坏与操作人员人身受到伤害。
(4)驱动器的设定:SINUMERIK 840D sl通过DRIVE CLiQ 总线与 SINAM ICS S120 电源模块及各坐标进给模块进行通信,并通过DRIVE CL iQ总线对电源模块及各坐标进给模块包括电动机进行固件升级以及参数自动配置。S120 电源模块是新型的馈电单元,系统响应速度快,运行噪声低,控制电路与大功率电子开关器件高度集成,实现输入隔离、能耗制动、过温、过流、过压保护以及故障诊断等功能,并能将电动机制动时产生的电势反馈回电网,显著降低用电功耗。
SINAM IC S120 控制电路如图6所示。其中,K A 18、23就是紧急停止开关继电器。当紧急停止电路正常时,供电模块(in feed)使能EP有效激活。此时,必须进行自动升级驱动系统固件,拓扑识别供电模块,按键选择(调试)→(驱动系统)→(供电),KM 1闭合,SINAM ICS驱动器的电力供应顺利完成,如图7所示。
继续对SINAM ICS驱动器及坐标、主轴电动机进行固件升级以及参数的自动配置(见表2),在此不再赘述。注意,X、Y、Z和SP的如表2所示信号必须通过PLC程序加以激活。

图 6

图 7
(5)轴参数设定:当驱动器模块上READY 绿灯点亮,表明SINUM ER IK 840D s l对SINAM ICS驱动器固件升级及电动机、编码器自动配置完成,驱动器、电动机已准备就绪,此时应着手进行NC参数设定(见表3),主要包括机械传动参数、速度参数等(以X坐标为例)。
(6)驱动逻辑号分配:驱动配置完毕后,NC系统各坐标轴、主轴需要与NCK内部虚拟PROFIBUS 的驱动建立对应关系,配置各自驱动对象的 I/O 地址逻辑号。此时,各坐标轴、主轴电动机可以转动,机床的当量位移也正确。
(7)螺距误差补偿:机床在试切件加工前,需进行各坐标轴的螺距误差补偿(LEC)。目的在于检查各坐标的定位精度以及重复定位精度,并保证在出厂精度范围内。
最后应进行整机的动态测试,这一工作是通过NAS试件的试切进行的,主要是检测整机在各个坐标轴平面(如XY、XZ和YZ)的联动性。这项工作非常重要,一般要进行至少两次试切,根据精度检测值要对某些不合格项进行整改,以确保机床在正常的生产中发挥效用。

表2
结语
设备改造后,性能显著提高,其加工范围拓宽,设备有效率明显提升,而耗电量也由于采用SINAM ICS驱动器而降低。
又因该设备采用840D s l数控系统内部模块化设计,电磁干扰小,设备经过改造后,其跑、冒、滴、漏现象已基本杜绝,环保性显著提高。
电气结构紧凑合理,显示器、各种开关和指示灯布局更适合操作人员的使用。而通过对西门子SINUMERIK 840D sl 数控系统以及SINAM ICS S120驱动系统的研究应用,也可以提高数控机床故障的分析与维修水平,对生产制造技术进一步与国际接轨,具有特殊而重要的现实意义。
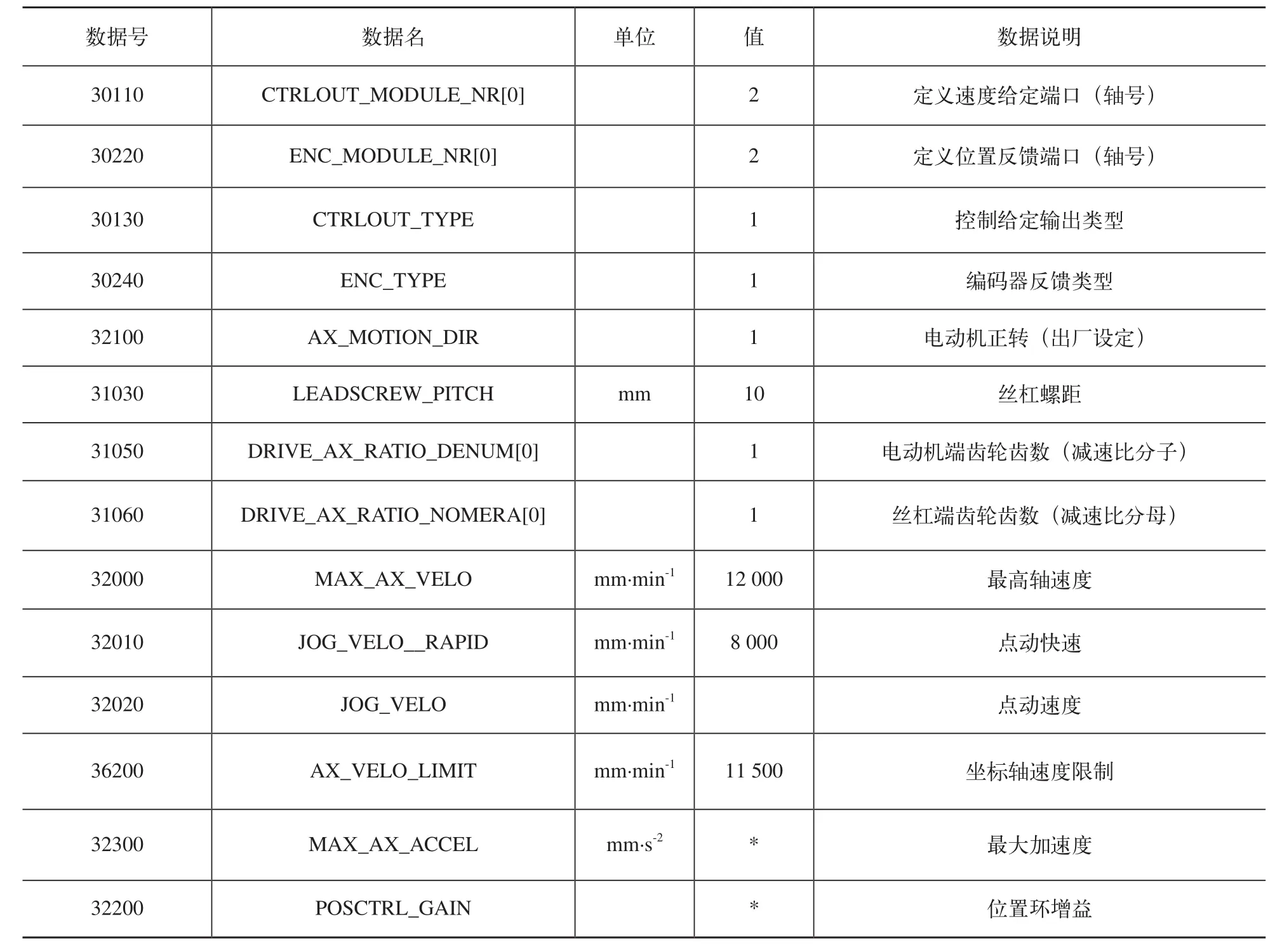
表3
[1] 西门子股份公司.SINUMERIK 840D solution line 简明调试指南[M/CD].德国:西门子股份公司,2012.8.
[2] 西门子股份公司.SINAM ICS S120 COM ISS IO N IN G MANUAL[E].德国:西门子股份公司,2011.8
