基于烟支克重SD指标升级的工艺风力系统改造
2015-05-13周学斌李真
周学斌 李真


摘 要:卷烟厂在烟支克重SD指标要求提升后,指标合格率降低,拉低了整体经济效益。为解决这个问题:首先对生产现场采集的数据进行分析,探究卷接机组的工艺风力系统的风速稳定与烟支克重SD指标之间的关系;然后从提升卷接机组工艺风力质量着手,提出以加装自动风压平衡器为主要手段的工艺风力系统升级改造方案,并完成系统改造。实测数据表明,在配置了自动风压平衡器之后,系统内单台机组的风压波动得到了明显的抑制效果。提高了供给风压的稳定性,提升了烟支克重SD指标的合格率。
关键词:卷烟工艺风力 自动风压平衡器 烟支克重SD指标 风压波动
中图分类号:TS4 文献标识码:A 文章編号:1674-098X(2015)01(c)-0086-02
Abstract:The Cigarette-weight SD indicator in the Factory has increased.This caused the qualified rate of Cigarette-making decreased,and the economic benefit of the entire factory has been reduced.To solve the problem:first,we analysis the data collected form the production field to inquired the relation between the Wind_pressure volatility and the Cigarette-weight SD indicator. Than in order to improve the Cigarette-weight SD indicator,we start from this convenient,put forward the upgrade scheme by using the Automatic wind pressure balancer,and complete this upgrade.The test data show that this instrument can restrain Wind_pressure volatility both in the system and a single unit.Increased the stability of the wind and improved the qualified rate of the Cigarette-weight SD indicator.
Key Words:Cigarette-making process wind power;Automatic wind pressure balancer;Cigarette-weight SD indicator;Wind_ pressure volatility
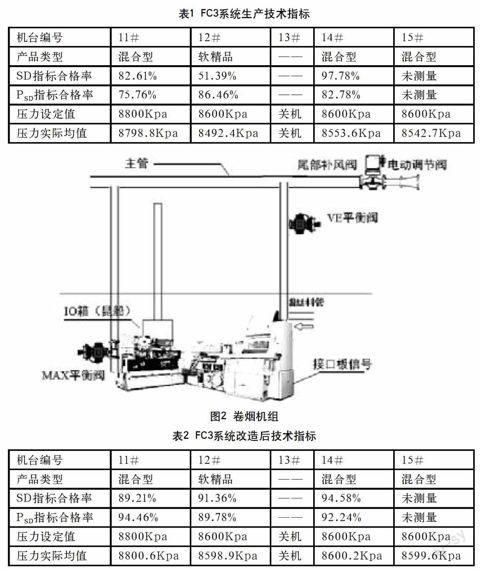
卷接机组是卷烟生产的重要设备。为了保证香烟的卷接质量以及生产效率,卷接机组工作时必须有稳定的负压供应。在工艺风力系统中,工艺负压由高压离心风机通过管道统一供应。如图1所示:
首先,系统管道阻力、卷烟机风道中的原料烟丝、碎烟丝、烟梗及各种尘埃均会引起管道中的压力波动,对烟支生产带来影响。其次,在生产过程中工况的切换导致阀门的开闭也会对管道内压力产生影响。在卷接机台内部,对于外部压力的波动具有一定的抑制功能,但对于压力较大幅度的波动,是无能为力的。
针对卷烟厂在实际生产过程中所遇到的问题,提出对工艺风力FC3系统进行升级改造。以改善烟支生产质量指标。
1 生产指标问题
在近三年的生产管理中,随着对烟支克重(SD)控制的技术指标调整(由原0.025变为0.023),提高了烟支卷制的标准。在卷烟生产质量管理上,部分产品合格率指标下降,并且影响卷烟成品的优质等级。
在烟厂的FC3系统中,11#和14#生产混合型香烟,12#生产软精品烤烟。在生产过程中发现:11#与14#的合格率较高,而12#的合格率较低。现怀疑是FC3系统的工艺风力供给出现了问题。
针对这一怀疑,进一步的对FC3系统进行了观察并测量。部分测量数据如表1所示:
于此同时,对单个机台的压力和主管道内的压力进行了监测。为了描述压力波动变化的大小,引入了单位时间内压力波动方差PSD这一概念。方差越大,表示在单位时间内,压力的波动越大。方差越小,表示在单位时间内,压力的波动越小。使用压力波动方差的概念,我们将PSD值大于150的单位时间视为压力供应不合格,得到的压力供应合格率。
从以上表格中可以发现以下几点:
(1)烟支克重SD指标与卷烟类型即烟丝结构存在一定程度上的关联。
(2)压力波动值有较大改善空间。
(3)管路中的实际压力,未达到设定压力。
因此,针对于以上提出的卷烟工艺风力系统的不足,提出了一套能够改善压力波动、精密追踪设定值的升级方案。
2 解决方案提出
在FC3系统中,为提升烟支克重SD指标的合格率。从以下两个方面考虑,对系统进行升级改造:工艺风力的改进、烟丝结构的改善。具体改造方案为:
2.1 工艺风力的改进
每台卷接机组经由VE支管与MAX支管与主管路相连,获得卷烟生产所需要的工艺风力。如下图所示:
其中,VE管与卷烟机相连,为卷烟机提供卷烟负压。MAX管与接嘴机相连,为接嘴机鼓轮提供接嘴负压。这两根管路上的压力需求是不一样的:VE管压力一般需稳定在8600~8800Kpa的负压,而MAX管一般需要9000~10000Kpa的负压。通常情况下,通过阀门开度的调节,可以使两根支管分别达到相应的压力范围。然而在压力的稳定性上,VE管的需求非常高,需要达到偏差在±2%,而MAX管的要求较低,波动范围在±5%即可。
原有系统中,VE平衡阀采用气动蝶阀。气动蝶阀对于信号响应较快,压力反应较为灵敏。但同时,由于阀门结构的原因,在阀门动作的同时会对管路前后端产生并传播压力波动。在以往的生产中,由于烟支克重SD指标要求较低(0.025),卷烟过程中对于VE管的压力波动容忍度较高。此次提高烟支克重SD指标(0.023),使得VE管压力的稳定性在一定程度上不能满足生产需要。
为改善VE部分的风压平衡,在FC3系统中的每台卷烟机的卷烟支管(VE)上安装自动风压平衡器。如图3所示:
同时,在VE除尘支管上安装自动风压平衡器,系统通过压力传感器实时检测支管压力的变化、并根据设定压力值通过自动风压平衡器调节支管压力,实现自动调节、稳定VE部分的压力和风量。并可根据卷接机气室的开闭状态,控制平衡器的开度,降低通风量,减少因更换吸丝带或检修时,该点风压风量的变化对整个风力系统的影响。
由于自动风压平衡器的中空腔体设计,使得其在开度调整过程中的动态性能较之气动蝶阀而言有较大的改善。使得压力的波动情况得到改善。
2.2 烟丝结构的改善
除烟丝品牌所使用的烟丝无法改造外,在风力送丝系统中:提出采用烟丝送丝单元控制器,来改善烟丝送丝过程中的缠绕结团和造碎现象,用以改善被送烟丝的质量,使得在烟支成型时密度均匀。其最终目标就是实现卷烟机输送烟丝的安全可靠和风速稳定,以达到烟丝的平稳输送。使烟丝在合理的速度下输送,尽量降低烟丝在输送的过程引起的烟丝造碎。
2.3 增配人机界面检测控制参数
在每组卷烟机上配置一块人机界面(工业控制显示屏),方便机组作业人员了解阀门工作情况、控制各风力工艺参数。卷烟机组工艺风力风压平衡系统的自动控制,需要准确的机台工作信号;而卷烟机组操作人员对该机组的工艺风力参数也需要方便直观的设置与了解。
每台卷接机组的VE与MAX除尘支管上安装了压力传感器,监测两除尘支管上的压力值。VE除尘支管上安装有自动风压平衡器,通过检测到的支管压力的变化自动调节稳定压力和风量。
在机组检修时,可根据气室的开闭状态,控制平衡器的开度,降低通风量,减少因更换吸丝带或检修时,该点风压风量的变化对整个风力系统的影响。MAX除尘支管上装有气动调节阀,通过检测卷烟机的原风机信号和烙铁信号,来控制该气动调节阀开度,实现单台卷接机组的工艺风力平衡供给。当单台卷接机组工艺风力平衡供给之后,则整个系统的风力供给也趋于稳定。
3 结果分析
在今年6月份,對本厂的FC3系统进行了系统性的升级改造。主要改造内容为:在VE支管加装自动风压平衡器、在风力送丝系统加装送丝单元控制器、每个卷烟机组配备人机界面、更换负压风机。
在稳定生产后的近两个月时间里,持续对FC3系统中的机台中的技术指标进行测试、统计,见表2。
总体来说:该项目的建设时间短,应用效果较明显。能有效地改善了卷烟机的压力稳定性与烟丝输送稳定性,对FC3系统中的12#机台,显著地提高了烟支克重SD指标的合格率。能够提高卷烟生产的效率,提升经济效益。
参考文献
[1] 刘杰,张晋,高云,王彬.卷烟机VE供丝部的有关工艺参数对卷烟质量稳定度的影响[J].中国烟草科学,2009(4).
[2] 黄深海,周奇峰,马臣,张振峰,袁国安.卷接机组集中工艺风力系统的改造与应用[J].湖南文理学院学报(自然科学版),2013(3).
[3] 孟庆涛,邵国洋,张振华,孟振伟.基于过程控制的卷接机组高压风机变频改造[J].工业控制计算机,2013(5).
[4] 赵曰利.卷烟烟支重量与其它重要物理化学指标的关系[J].轻工科技,2014(4).
