基于PLC的双工位切缝机控制系统设计
2015-05-11魏成龙
王 显, 龚 力, 胡 翔, 何 涛, 魏成龙
(1 湖北工业大学机械工程学院, 湖北 武汉 430068;2 湖北工业大学电气与电子工程学院,湖北 武汉 430068;3 江苏丹阳万乐复合材料有限公司,江苏 丹阳 212342)
基于PLC的双工位切缝机控制系统设计
王 显1, 龚 力2, 胡 翔1, 何 涛1, 魏成龙3
(1 湖北工业大学机械工程学院, 湖北 武汉 430068;2 湖北工业大学电气与电子工程学院,湖北 武汉 430068;3 江苏丹阳万乐复合材料有限公司,江苏 丹阳 212342)
包装袋一直采用传统的单条生产线生产,现在市面上的切缝机也是如此。为了能更省时、高效、更精确地完成包装袋的切缝工艺,而将节省的时间用于其他的工艺,设计了双工位的切缝机系统,此系统采用可靠性高和抗干扰能力强的可编程逻辑控制器(PLC)作为核心控制器,结合与触摸屏之间的通讯而形成的人机交互界面,解决了传统包装袋切缝机制袋速度慢且扁丝强度损失较大的问题,达到了50个/min合格包装袋的制袋率,超过传统切缝机的20%。
双工位; 核心控制器; 可编程逻辑控制器; 扁丝强度
传统的编织袋切缝机大都采用缝纫工艺封底,灌装物料以后,也采用缝纫工艺封口。由于缝纫工艺针刺的原因,扁丝强度的损失会在25%~40%之间,而且,可能无法满足纸塑复合袋一次性密闭的要求。单台缝纫机的工作方式需要耗费大量人工,虽然被自动切缝机取代,但制袋效率还是较低[1]。缝纫机缝纫每一针的距离对包装袋的强度有很大影响:若针距大于10 mm,包装袋达不到缝纫的强度要求;若小于6 mm,则会加大扁丝强度损失,且增加了用线量,从而增加成本[2]。所以,必须得控制缝纫频率和输送带的输送速度。而缝纫机频率过快又会导致断线或异常,从而又要限定输送带的输送速度。综上所述,输送速度的限制是制袋效率低的主要因素。鉴于此原因,本文提出了双工位输送的设计方案,这样虽然限定了输送带速度,但由于是两边输送带同时输送, 大大提高了制袋效率。
1 双工位切缝机结构设计
双工位切缝机系统,就是在传统的单条制袋线的基础上再加一条制袋线,同时加快送袋速度以保证两条制袋线同时制袋,达到双向制袋的目的。双工位切缝机系统主要分为五部分:卷筒送袋部分、纠偏部分、切袋部分、运送部分和缝纫部分。系统动力组成包括:三台伺服电机、两台普通电机、两台三相电动机。其中,一台伺服电机驱动传送带将袋送出,一台伺服电机驱动切刀切断包装袋,另外一台伺服电机则将切好的包装袋移送至输送带,由普通电机带动输送带经过缝纫机,而缝纫机则由普通电机驱动缝纫包装袋(图1)。
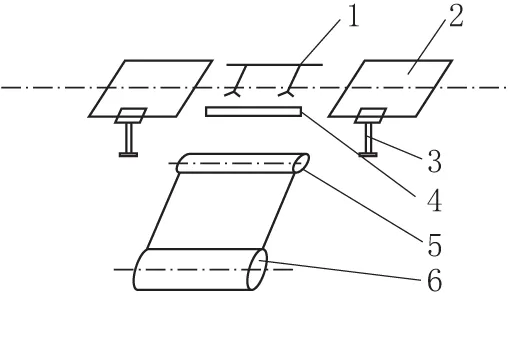
1—运袋伺服2—输送带;3—缝纫机;
传统的切缝机只是一条线生产,切刀用普通电机带动,精度和效率不高。本结构采用双工位设计,利用PLC输出脉冲和方向来驱动的伺服电机以及偏置曲柄滑块机构的组合构成切刀部位,避免了机械结构的死点出现,同时效率也大大提高。如图2所示,伺服驱动轴A带动曲柄BC运动。曲柄主动,无死点,且有急回特性,切刀切完立即进行下一次循环的设计,速度平滑,从而提高了切缝精度[3]。
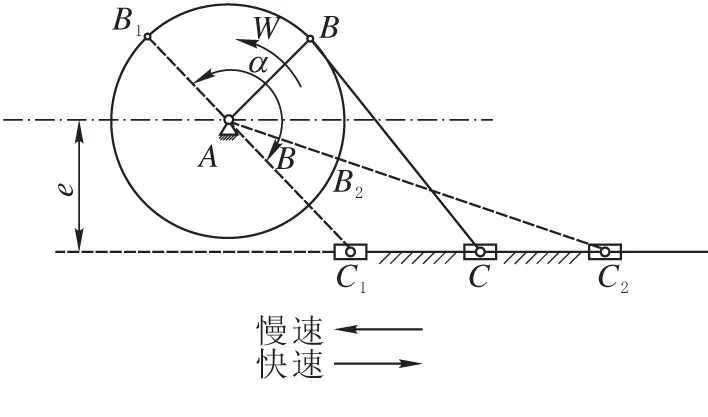
A—伺服驱动轴;BC—曲柄;C—切刀;
考虑到各动作之间的连贯以及流畅运行,需要算好信号触发到执行的控制时间。其次,控制和协调各伺服电机或普通电机的绝对或相对转速,因为此因素对于缝纫的一次性密封要求以及降低扁丝强度的损失尤为重要。这就需要在触摸屏上来进行多次实践,对比分析最优速度。双工位切缝机的框架控制如图3所示。
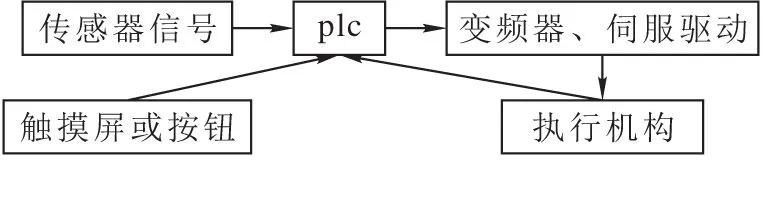
图3 双工位切缝机的框架控制图
2 双工位切缝机控制系统硬件设计
PLC主要有整体式和模块式两种结构模式[4]。根据此切缝机的特点,采用整体式PLC控制。系统根据IO点数、输入输出点数的需求综合分析选择24点输入、24点输出的DVP-48EH型的PLC,其输入输出部分接线如图4所示。

图4 PLC输入输出分配
3 双工位切缝机系统软件设计
鉴于双工位切缝机连续、稳定、快速的生产要求,如若遇到故障,则先判断此故障是否可继续,如果能继续,则让系统处于暂停或者等待状态,待清理后,继续让其运行,直至结束。如果此故障导致系统不能继续,则需面板操作,控制各伺服或气缸到安全位置,或者调到参数页面修改参数,然后让系统初始化后继续运行,直至需要运行结束。
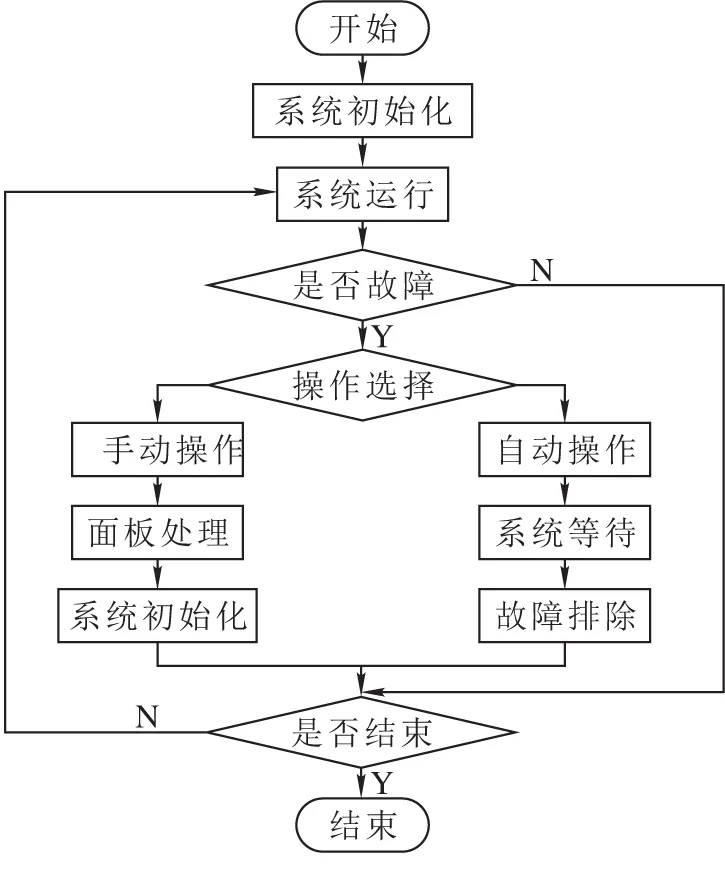
图5 plc 软件流程图
4 双工位切缝机人机界面设计
本系统采用维纶TK6070i型触摸屏与PLC相结合的设计,触摸屏和PLC通过PPI协议进行通讯,实现数据交换,采用EB8000软件对触摸屏进行人机界面的编制,让操作更灵活轻巧,简便清晰[5]。
此人机界面包括开机界面、输入端口显示界面、输出端口显示界面、参数设置界面、手动控制界面和报警界面。图5为其中部分界面。
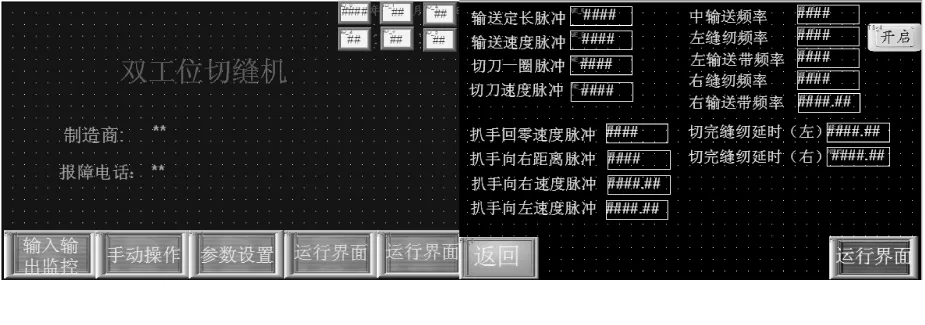
图6 双工位切缝机系统界面
5 双工位切缝机的工作情况
传统的包装袋切缝机制袋效率一般为10~40 个/min不等。而此方案的切缝机制袋速度要高于一般切缝机的制袋速度。以下是以江苏丹阳某厂的EPS双层灌装袋为例来测试双工位切缝机的制袋速度。
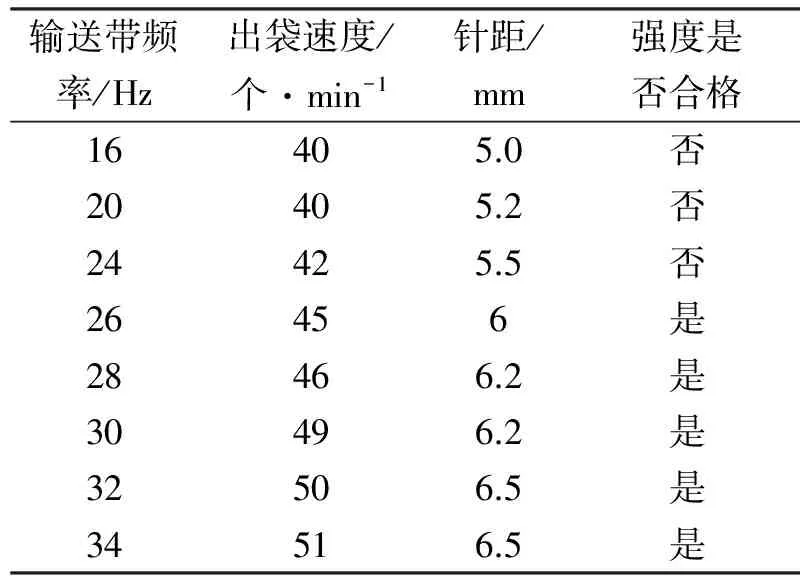
表1 双工位切缝机的运行状况
江苏丹阳某厂使用的EPS双层灌装袋为长605(±1)mm,宽300(±1)的编织袋。此系统采用型号为VFD015M43B(0~60 Hz)的变频器进行调频。试验得知,缝纫机电机在频率为40 Hz时效率最快且最少发生断线等故障,输送带频率超过34 Hz时,袋子会出现缝偏现象。由表1可知,在输送带频率为28~30 Hz时,针距变化度不大且制袋效率最高。出袋速率达到50个/min,超过传统切缝机20%的制袋速度。
[1] 蔡俊霞.切缝机的优化设计[J].新技术新工艺,2013(07):61-63.
[2] 马健翔,刘凤霞.塑料编织袋缝纫强度浅谈[J].中国包装工业,2001(84):16-17.
[3] 颜顺佳.欧格OG800-RCS734E型全自动编织袋切缝一体机[J].塑料包装,2012(04):54-55.
[4] 高明健.塑料编织袋封口机的研发[D].山东:山东理工大学,2012.
[5] 台湾威伦科技公司.easybuilder8000组态软件使用手册[M].深圳:威伦通科技出版社,2009.
[6] Howald R.Gaining Control[J].Communication Systems Design, 1999(10):15-18.
[7] 李德强,孟淑琴.编织袋拉伸负荷影响因素分析[J],中国信息化,2013(04):215-216.
[责任编校: 张 众]
Design of Double-location Cutting and Sewing Machine Contrd System based on PLC
WANG Xian1, GONG Li2, HU Xiang1, HE Tao1,WEI Chenglong3
(1SchoolofMechanicalEngin.,HubeiUniv.ofTech.,Wuhan430068,China;2SchoolofElectrical&ElectronicEngin. ,HubeiUniv.ofTech.,Wuhan430068,China;3JiangsuWanleCompositeMaterialsCo.,Ltd.,Danyang212342,China)
The traditional single production line is a common practice in producing packing bags, as well as the slitting machines. In order to make the slitting process of packing bags more efficient, more accurate and time- saving for other processes, the paper designed the double-location slitting machine system. This system adopts the PLC which has high reliability and anti-jamming ability as the core controller, combined with human-computer interaction interface formed by communication between touch screen and PLC, with the perfect combination of mechanical structure and electrical control.
slitting machine; double location; the core controller; PLC
2014-09-09
王 显(1989-), 男, 湖北荆州人,湖北工业大学硕士研究生,研究方向为检测技术及自动化控制
1003-4684(2015)01-0077-03
TP273
A