基于JSTAMP/NV的厚板弯曲件回弹分析要点
2015-05-11陈明丹李智
陈明丹 李智


摘要:以铁路货车某类零件为例,结合铁路货车冲压件的特点,从建立回弹分析的数学模型入手,用JSTAMP/NV研究回弹的有限元求解过程,找出影响回弹的主要因素.结合实际模具设计,从坯料的网格划分、成型速度和自适应设置等方面论述提高回弹仿真分析精度的若干要点.
关键词:厚板弯曲件; 回弹分析; 应力分布; 坯料网格
中图分类号: TG386;TB115.1
文献标志码:B
Abstract:Taking a type of parts of railway freight car as the example, combining with the characteristics of railway freight car stamping parts, JSTAMP/NV is used to study the finite element solution process of springback by building a mathematical model for springback analysis, and the key factors those affect springback are found out. Combining with the actual mold design, several key points those improve the springback simulation analysis accuracy are discussed by analyzing the meshing of blank, forming speed, adaptive setting, and so on.
Key words:thick plate bending part; springback analysis; stress distribution; blank mesh
0引言
铁路货车冲压件的制造多采用3~7 mm的中厚板,与薄板成型相同,常见缺陷依然是拉裂、起皱和回弹.板材厚度的增加对拉裂和起皱有一定的抑制作用,但铁路货车的箱型结构决定其车体零件在空间某方向的尺寸远小于另外2个方向,为达到空间结构的稳定性,零件成型后必然会发生扭曲,见图1.
板材成型件平面度缺陷和扭曲问题都是由回弹引起的,在铁路货车冲压件制造过程中,回弹引起的质量问题也是最常见和最难解决的.
以铁路货车上的某成型件为例(见图2),该零件的成型特征包含多道弯曲,使用材料为Q345E,料厚为16 mm.基于JSTAMP/NV有限元分析软件,结合多年的现场仿真分析经验,从回弹分析数学模型的创建、坯料的网格划分、成型速度、自适应设置等方面分析,总结提高该类零件回弹仿真分析精度的要点.
1回弹分析数学模型的创建
工件从模具中取出后,在弹性变形和残余塑性变形的作用下,其角度和圆角半径发生变化,即所谓的角度回弹和圆弧回弹.在模具设计过程中,为控制工件的回弹,要同时考虑角度和圆角半径的补偿.为保证补偿前后模型的折弯线位置一致,笔者总结出“铰链式”建模方法:基于CAD软件(如ProE)将角度和圆弧分2步特征建模,在模具调整中分别调整相应的角度和圆弧,避免在一个草图界面调整尺寸过多带来的调整误差.
1.1绘制制品形状
按照1∶1绘制工件的上下表面、中间层线,尺寸标注与零件设计标注方式完全一致(见图3),并且注意尺寸界线,产品图的尺寸标注一般考虑装配面的位置关系.本例中由于弯曲圆角远大于5倍板厚,可以把制品的中间层线当作中性层线.
1.2角度回弹变量
角度回弹模型核心思想是构建回弹角变量.根据工件尺寸计算上表面、中性层和下表面的铰点间的长度尺寸,见图4~6.在回弹补偿过程中,回弹角度发生变化,铰点间的长度尺寸一直保持锁定不变,就像铰点连接一样,这样可保证补偿前后折弯点位置一致,见图7.实际模具设计中采用上表面、中性层或下表面都可以,在建立三维模型时,需要注意曲面加厚的方向.
1.3圆弧回弹变量
圆弧回弹变量的构建通过倒圆角特征实现,在后续回弹补偿中只需调整该变量即可,见图8.
1.4回弹分析数学模型
根据1.2中选取的面判断加厚方向,如采用上表面作为角度回弹变量和圆弧回弹变量,然后曲面加厚,完成回弹数学模型的创建,见图9和10.
2影响回弹精度的因素
采用显示求解器计算板料冲压成型的准静力过程,然后采用隐式求解器计算回弹分析.回弹分析是在成型分析后进行的,即成型分析的结果是回弹分析的输入.基于该前后继承的关系,成型分析应力计算的精度直接影响回弹分析的精度.采用隐式求解器分析回弹的过程,本质上是弹性应变和残余塑性应变释放的静态过程,在分析参数方面应更多地考虑如何提高收敛性,其对回弹精度的影响有限,即回弹分析计算准确的前提是成型分析阶段的应力分布准确计算.以JSTAMP/NV为载体,从坯料网格的划分、成型速度、自适应设置等方面阐述如何提高成型分析应力分布准确度的要点.
2.1坯料网格划分
在有限元分析过程中,坯料是唯一的变形体.[1]因此,与模具上曲率变化大的区域相接触部位的坯料,其相应位置要划分细密的网格,以保证应力值的准确.由于冲压分析过程是大位移、大转动、大变形过程,在坯料变形的初始阶段就预先确定坯料上网格的密度分布情况非常困难,可使用JSTAMP/NV软件提供的“粗算”模板参数先进行粗算,在后处理中查看板材最大主应变的分布,见图11.
由此可知,在圆角区域和边缘位置应变较大,应重点关注此处坯料网格的划分(见图10).借助HyperMesh等软件分区域划分出稀疏均匀的四边形网格,仿真计算的单元类型采用16号单元,厚度方向积分点选7层以提高该区域的应力值计算精度,为后续回弹分析做准备.
2.2成型速度
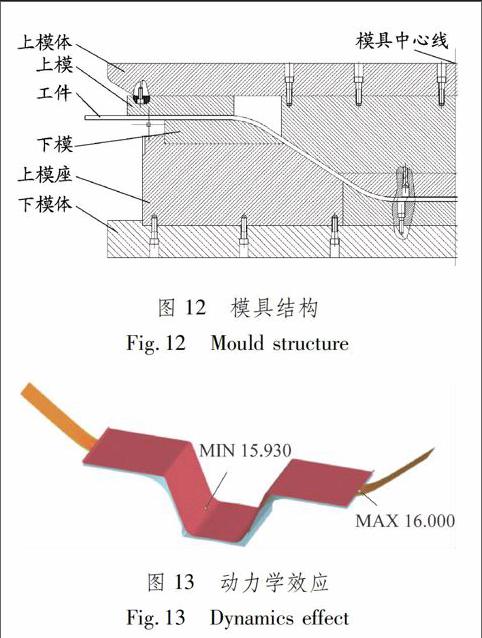
在模具设计过程中,为降低成本并考虑到液压机工作台的工作面积有限,工件往往不能完全被模具覆盖,坯料或工件的两侧常常悬出模具一部分,见图12.在仿真计算中,如果不控制成型速度,往往会发生显著的动力学效应(见图13),该现象会极大地影响回弹分析结果的精度.实际操作时一般采用降低仿真成型速度的方法避免该现象的产生,考虑回弹精度的要求,成型速度建议采用1 000 mm/s.
2.3自适应设置
网格自适应虽然优点很多,尤其是工件轮廓尺寸大而变形区域很小的零件,采用自适应网格会大大缩短计算的时间,但后续要进行回弹计算的成型分析步,所以在成型分析步中不能采用网格自适应,防止造成网格间应力传递产生误差(见图14),或者新加入的网格增加局部单元的刚度.
2.4求解速度
降低成型速度和不采用自适应网格进行计算,仿真的速度会明显降低.提升计算速度通常有2种方法:一是划分稀疏不均的网格,即不把整体坯料网格尺寸统一划分,而是仅在局部考虑坯料网格尺寸的细化要求;二是当模具不能完全包裹工件时,可人为地稍微加大模面,以提高仿真设定的成型速度,进而提升求解速度.
经过多次试验(见图15),虽然仿真分析有一定的误差,但该误差远小于人为经验的感觉和理论书籍的计算误差.
3结论
随着计算机运算能力的提高,板料成型仿真分析在工程上的应用越来越普遍.众所周知,冲压成型件是依靠板料的塑性变形获取想要的形状结构.成型过程是一个伴随着摩擦、大位移、大变形、材料非线性的过程,如果没有类似形状的零件经验进行对比,新结构零件的成型问题无法采用传统方法解决,采用多次调试的“试错法”很不经济、甚至无法成功,因此在生产实际中探索使用有限元分析方法,是解决板料成型难题的有效方法.
参考文献:
[1]雷正保. 汽车覆盖件冲压成型CAE技术[M]. 长沙: 国防科技大学出版社, 2003: 42-43.
(编辑武晓英)
