测量锥度和垂直度的两用量规设计
2015-05-09中航工业郑州飞机装备有限责任公司河南450005李万民郑仁杰
金属加工(冷加工) 2015年3期
中航工业郑州飞机装备有限责任公司 (河南 450005) 李万民 郑仁杰
我公司生产的一种锥形体零件,形状复杂、精度要求高。加工时一道工序利用高精度磨床磨削锥度,工序如图1所示。从图中可以看出,检测难点为6个mm沿圆锥均匀分布的安装钢珠孔对1∶3锥度的锥体垂直度要求0.03mm,按垂直度误差检测方案1~7方法检测时,需制作专门心轴模拟轴线,成本高,检测时间长。为此,专门设计了一种检测量规,检测锥度的同时转换基准来检测垂直度。
两用环规如图2所示,材料选用20钢,硬度58~65HRC,加工后进行渗碳处理,非工作面发蓝。校对塞规如图3所示,材料选用20钢,硬度58~65HRC,加工后进行渗碳处理,非工作面发蓝。手柄按HB793—1989制造。
环规按校对塞规制造,并用着色检验环规与校对塞规贴合的正确性,其着色面积应不少于98%,涂色层厚度0.006mm。
锥体两用环规的说明和使用,图1中L1=L-(111±B),L值为6个m孔距平均值;锥度量规涂色检验,着色面积须达到80%以上;达到80%以上时,按平行度误差检测方案1~5检测平行度。本方案利用图2环规制造时锥体轴线和端面垂直度的公差(0.008mm),将锥体轴线转换为面,通过测量图1中6个m孔轴线与图2环规端面的平行度,间接测量了图1中6个m孔对锥体的垂直度。
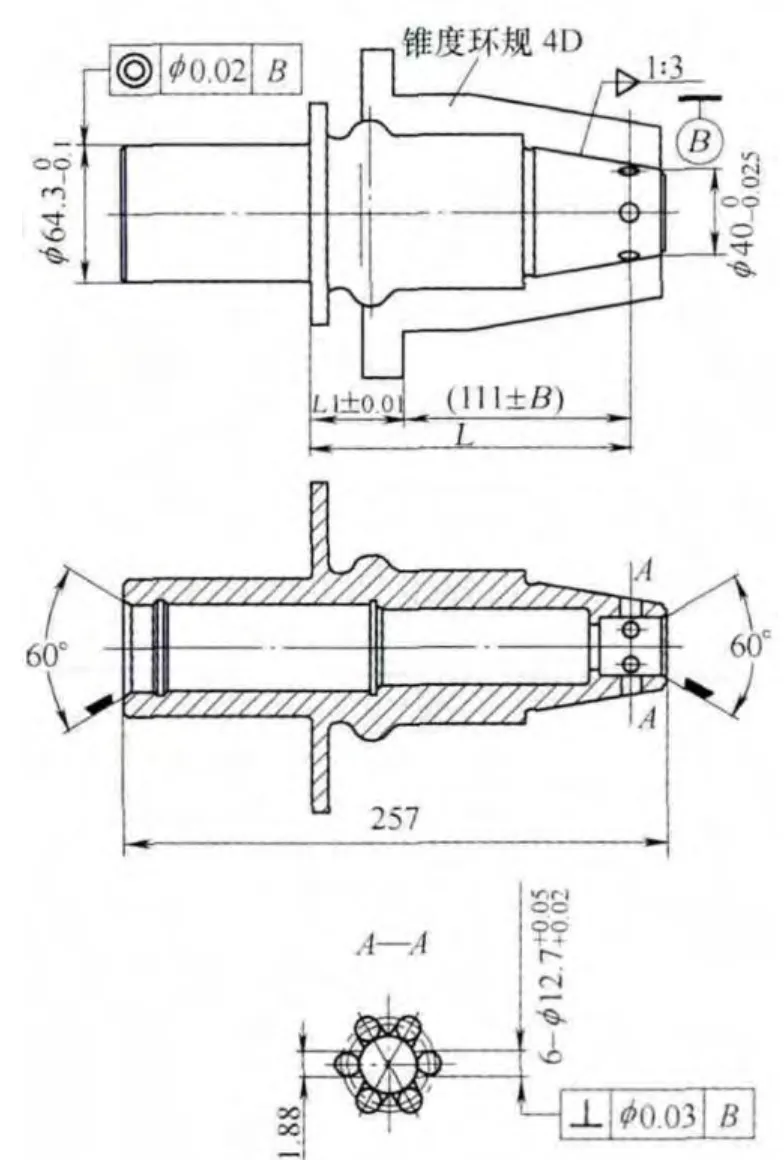
图1 磨锥度工序图
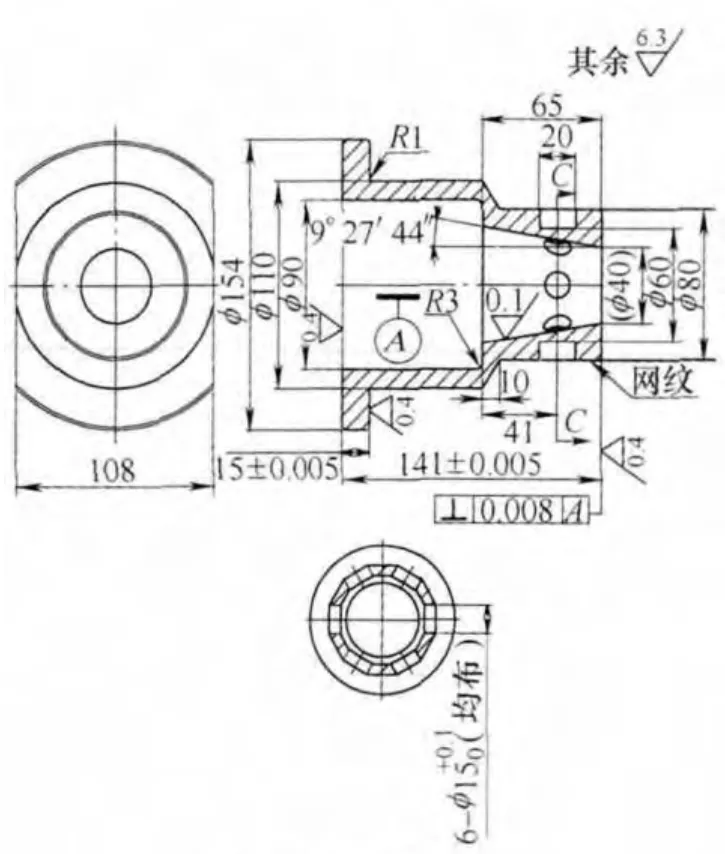
图2 环规
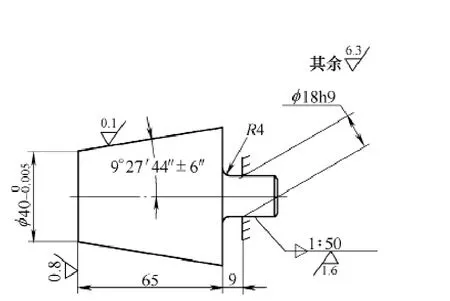
图3 校对塞规
[1] 国家质量监督检验检疫总局,中国国家标准化管理委员会. GB/T1958—2004 产品几何量技术规范(GPS)形状和位置公差检测规定[S]. 北京:中国标准出版社,2004.
