垂直孔孔距的简易检验装置
2015-05-09浙江三花股份有限公司新昌312500何焕洪何钟伟
浙江三花股份有限公司 (新昌 312500) 何焕洪 何钟伟
1. 孔距检验的原理
如图1所示零件材料6061铝材。零件两端φ35mm孔及φ15mm孔经过数控车床加工,φ20mm孔是以φ35mm孔及端面A为定位基准,在数控铣床上加工。φ20mm孔与φ35mm孔垂直,孔距(40±0.1)mm,与端面A距离(52±0.1)mm,两项孔距均为重要安装尺寸,须同时确保。
检测孔距,原本需要高度尺、百分表、V形铁、专用工装、夹具和量棒,并在平板上进行,通过测量多个尺寸和计算φ35mm孔及φ20mm孔的实际尺寸及一些间接尺寸,才能得出孔距,颇费周折,并存在一定的累计测量误差。
2. 简易装置的设计
笔者设计一种能同时检验两项孔距的简易装置,判定零件孔距是否合格只需几秒钟,麻烦的问题迎刃而解,取得良好效果。
如图2所示,孔距尺寸(4 0±0.0 0 5)m m与(52±0.005)mm为关键尺寸,两孔中心、两孔所在平面互相垂直。测量棒(h6)需在φ19.82H7孔中能平稳移动,并且没有明显间隙。由于零件的孔距公差都为±0.1mm,公差带为0.2m m,零件的被测孔直φ20~φ20.02mm之间,按最大值φ20.02 mm考虑,测量棒的外径基本尺寸定为φ19.82mm(20.02-0.2=19.82)。

图2 孔距简易检验装置
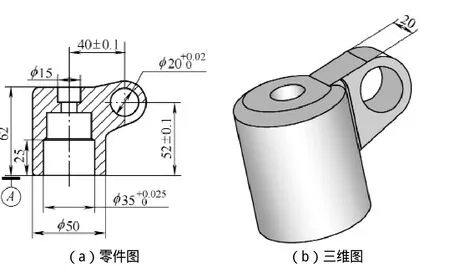
图 1
检验时,将被测零件放入标准公差等级为h5的定位元件,左手按压零件使之贴实底面,且使φ20mm孔朝向和位置基本准确。右手将测量棒徐徐旋转前进,缓缓进入φ20mm孔内,左手一边按压一边微动调整,直至测量棒露出另一端。如图3所示。
图 3
测量棒如果能在零件φ20mm孔内往复自由抽动为最佳,抽动时无明显卡、阻、滞为合格。如果测量棒不能进入零件φ20mm孔中,或者只能进入孔内一半,不能露出头部,或者明显卡、阻、滞,即为不合格品或者待处理品,允许复检。这说明,孔距(40±0.1)mm或者距离(52±0.1)mm,只要任何一个公差超差,都会被此检验装置捕获。此装置特别适宜于现场生产线检验,如每天、每批次的首件检验,根据检验结果(如果存在卡、阻和滞),可以直接指引设备加工程序的尺寸修改方向;同时对生产过程进行实时检验、监督和控制,也可用于最终检验的抽样检验。
3. 结语
理论上分析,本简易检验装置存在微量的制造尺寸偏差,但是数年来,生产此种零件数以几十万计,按此检验法,用户从未反映与此孔距有关的质量问题。
[1] 陈宏钧. 实用机械加工工艺手册[M]. 北京:机械工业出版社,2004.
[2] 机械设计手册编委会. 机械设计手册[M]. 北京:机械工业出版社,2005.
