关于IE在重卡制造业中的应用
2015-05-09孔姗姗
孔姗姗
(安徽江淮汽车股份有限公司,安徽 合肥 230601)
关于IE在重卡制造业中的应用
孔姗姗
(安徽江淮汽车股份有限公司,安徽 合肥 230601)
介绍了某重卡调整线运用IE手法,引入工业工程中的作业分析、程序分析、作业分析、动作分析等方法和思想,对生产线进行改善。
工业工程(IE);平衡率;改善
CLC NO.:U469.7Document Code:AArticle ID:1671-7988(2015)07-12-02
引言
工业工程(Industrial Engineering,简称IE)在1955年被美国工业工程师协会(AIIE)正式提出、后修订的定义:“工业工程是对人员、物料、设备、能源和信息组成的集成系统进行设计、改善和实施的工程技术,它综合运用数学、物理学和社会科学的专门知识和技术,综合工程分析和设计的原理与方法,对该系统所取得的成果进行确定、预测和评价。”由此可见IE在生产管理中涉及到的范围是全方位的。
目前市场经济发展迅猛,竞争激励,国内重卡行业彼此拥有的产品相似,竞争中成本因素是决定成败的关键,而如何将IE技术与企业生产管理相融合,最少最优的投入获取最大的效益成为各制造业迫切需解决的问题。本文将简要介绍某调整线如何应用IE手法及应用后达到的效果。
1、生产线的现状
以某重卡焊装调整线为例,简单介绍IE方法在重卡驾驶室生产过程中的应用。按计划该调整线应每天完成生产任务150台驾驶室,不良率为0%,理想节拍(CT)=7.5小时*60分钟*60秒/[150台*(1+0%)]=180秒/台,而调整线实际产量不足180台/天,生产目标不能完成。首先现场对调整线进行岗位工位内容调查、工位工时测定。测定结果如调整线工时测定表1。
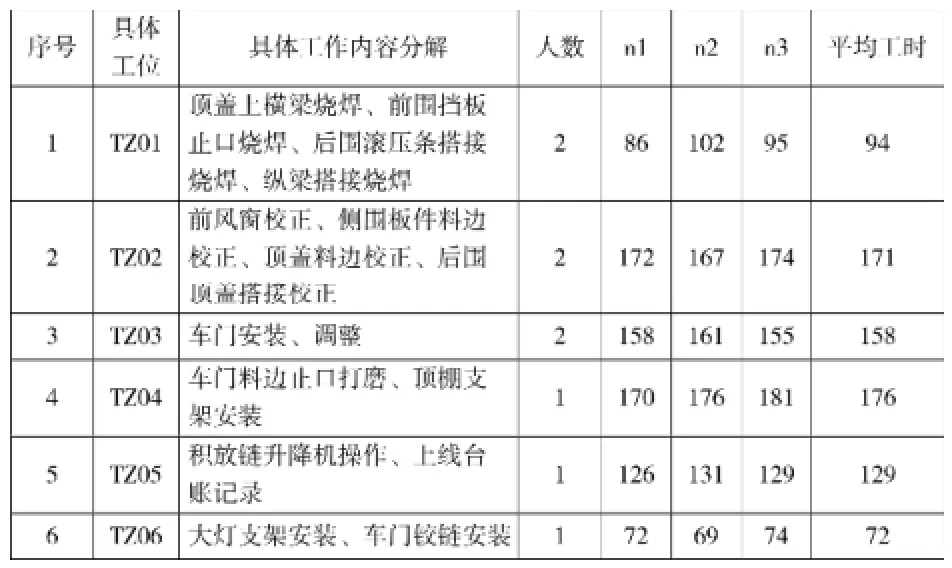
表1 调整线工时测定表
工时图1:
由上图可知,调整线TZ04位为最长工序PT,为瓶颈工位,同时测得调整线生产线平衡率为:
生产线平衡率=[各工序时间总和/(工位数*PT)]*100% =[(94*2+171*2+158*2+176+129+72)/(176*9)]*100%
=77.21%
平衡损失率=1-平衡率=22.79%
由此可见,该调整线生产平衡损失率大,生成过慢,生成线存在过多的空闲时间,生成目标不能完成。
2、应用IE手法改善现状
按照生成线工艺平衡的改善原则,对工位作业改善的方法可按照程序分析的改善方法、作业分析的改善方法、工装夹具自动化及动作分析等IE方法与手段对调整线进行优化。
2.1 程序分析
对调整线进行流程程序分析,运用流程程序图记录符号,记录调整线工艺流程,采用5W1H、“ECRS”四大原则,结合工时测定,对生产线进行改进。分解TZ02工位,将工位内前风窗校正、侧围板件料边校正、后围顶盖搭接校正工序分为左、右前风窗校正,左、右侧围板件料边校正,左、右后围顶盖搭接校正工序,将工序内容调整到TZ03工位,顶盖料边校正工作、打钢印码工序调整到TZ01工位。TZ04工位中顶棚支架安装工序调整到TZ06工位。
2.2 作业分析
根据工位具体工作内容及工时测定,以人为主体对调整线作业分析。TZ01工位、TZ02工位及TZ03工位的操作人员为两位,分别将工位内工序分为左、右两边工作内容。如二氧化碳焊机、车门夹具分布在调整线两侧。TZ01工位增加顶盖料边校正及钢印码打印,可将此工序内容分别放置在调整线两侧。
2.3 工装夹具自动化
梳理调整线可进行省人省力自动化项目,在打码作业工序内增加自动打码机,在调门工位增加车门夹具,取消人员搬运车门的动作,节省员工劳动强度。
2.4 动作分析
采用目视动作观察法,直接观察实际的作业实施过程,将各工位内、工位之间的如延迟、休息等待等无效动素合理地减少。如对调整线车门工位器具进行重新优化,在线体两边分别放置左、右车门工位,将钢印打码工作放置在烧焊工位右侧焊机前一工序,减少员工等待时间。
根据以上分析,调整生产线工位内容及工序作业顺序,取消TZ02工位,增加打码机、车门夹具,调整工位器具摆放位置,由于TZ03工位内容增加,且TZ04工位工时较高,结合车间内部多能工培养活动,在TZ03工位增加一名多能工,辅助工作,同时协助TZ04工位作业,并将改善内容编制为标准作业指导书。
3、改善后调整线具体情况
对运用IE手法改善后的调整线进行工时测定,测定结果如表2。

表2 改善后调整线工时测定
改善后工时图如图2:
生产线平衡率=[各工序时间总和/工位数*PT)]*100% =[(132*2+163*3+148+129+117)/(163*8)]*100% =87.96%
平衡损失率=1-平衡率=12.04%
通过改善,缩短调整线作业周期,均衡生产,提升生产效率。
4、结论
本文首先分析了生产线的现状,通过分析研究,对生产线问题进行相应的IE手法改善,改变生产线工位工序,提升调整线生产效率,减少生产平衡率损失。
随着IE手法的深入应运,后期将持续对调整线进行分析改善,进一步提升生产线平衡率。
[1] 韩鹰.现代汽车工业生产方式发展的趋势——精益生产[J].济南交通高等专科学校学报, 1997.01.
[2] 吴正彬.基于IE方法的客车生产现场改善研究 [D].上海交通大学, 2009年.
About IE application in heavy truck manufacturing industry
Kong Shanshan
(Anhui Jianghuai Automobile Co., Ltd., Anhui Hefei 230601)
This paper introduces a heavy truck line using IE technique analysis, the introduction of industrial engineering work process analysis, operation analysis, operation analysis and other methods and ideas to improve production line.
Industrial engineering (IE); The balancing rate; improvement
U469.7
A
1671-7988(2015)07-12-02
孔姗姗,就职于安徽江淮汽车重型商用车公司重卡厂。
