锡膏喷印机床三维空间误差建模与分析
2015-05-08刘佳书吕玉山
刘佳书,吕玉山
(沈阳理工大学 机械工程学院,辽宁 沈阳 110159)
喷印技术是近来兴起的一种非接触式的制作技术,其工作原理类似于喷墨打印机。它具有喷射速度快、分配精度高、喷印过程无接触、不产生压力、可控性强和焊膏材料利用率高等优点。焊膏喷印技术在微电子封装、微机电系统、微光学元器件制作、材料合成、无模具成形和生物制造工程等领域均展现出巨大的应用潜力。通过对国内外焊锡膏喷印机结构和机理的分析,国内的锡膏喷印机的喷印精度没有国外的高,锡膏从喷头吐出量的精度目前能达到5%左右。为提高喷印机的喷印精度,需对喷印机整体的运动结构进行分析,对每个运动部件产生的误差进行分析处理。
R.Ramesh 等[1]对机床存在的几何误差、夹具误差及温度误差等进行了研究,建立了误差模型,提高了机床的加工精度。张宏韬等[2]根据误差补偿技术的特点,建立了加工中心机床的误差模型,减小了机床在运动和加工过程中的误差。本文基于多体系统理论建立喷印机床的综合误差模型,分析喷印机某相邻体间变换特征矩阵的运算方法,给出喷印机综合空间误差模型实际应用的基本思路,根据误差模型研究喷印机相关结构的精度设计问题。
1 喷印机的运动结构与工作链
图1为三轴立式喷印机床结构示意图,喷印机主要由床身、立柱、直线电机、导轨(X轴、Y轴和Z轴)、光栅尺、CCD图像采集仪、喷射阀等主要部件组成。在直线电机驱动下,X轴导轨上的运动部件做往复运动,立柱和横梁上安装的光栅尺测量横梁的运动位移及反馈补偿运动误差;喷射阀在Z轴导轨做上下运动;Y轴导轨上的运动部件做左右运动。喷嘴所在的P点为实际喷射位置,CCD图像采集系统直接将光学图像转换为电荷信号,以实现图像的存储、处理、显示和定位。

图1 锡膏喷印机结构示意图
设计的喷印机床为1个工作链,即“喷印链:1-2-3-4”,在喷印过程中,Z轴运动部件使喷射阀与工件之间保持喷印间隙,形成一个工作链;工作链误差主要由喷印链和喷印工件之间各项误差组成,具体主要体现在喷印工作链各自的部件运动关系、热、力等误差。
对喷印机床的X轴和Y轴移动部件及喷射阀等运动部件的综合分析,可知喷印机床产生的误差由几何误差、热误差、热漂移误差和热倾斜误差组成[3]。其主要的几何误差见表 1[4]。

表1 喷印机床的几何误差参数表
2 多体系统理论的喷印机误差模型的建立
2.1 相邻运动体的误差模型
根据多体系统理论[5-7]及喷印机各相邻运动体的运动状态得出喷印机的相邻运动体之间的相对误差矩阵模型。

2.2 拓扑结构及低序体阵列
在建立拓补结构[8]时,立柱和床身看成一体结构。以立柱定义,在X轴方向上,立柱和直线电机视为一体结构;在Y轴方向上,横梁和直线电机视为一体结构。由图1可建立喷印机床多体系统拓扑图,如图2所示。
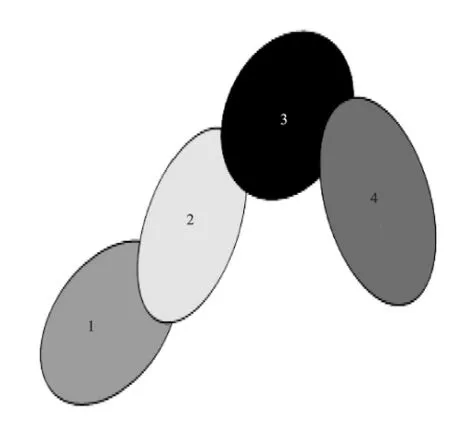
图2 喷印机床拓扑结构图
将喷印机床各结构体归为多体系统,应用低序体算法得出体与体关联的低序体阵列,一般定义多体系统中任意M体的低序体为[9]


式中:M为多体系统中任意典型体序号;Q为其相邻低序体;L为低序体算子;Ln(M)为典型体M的n阶低序体的序号。结合低序体阵列描述方法得出阵列,见表2。

表2 锡膏喷印机拓扑结构低序体阵列表
2.3 喷印机床误差模型的建立
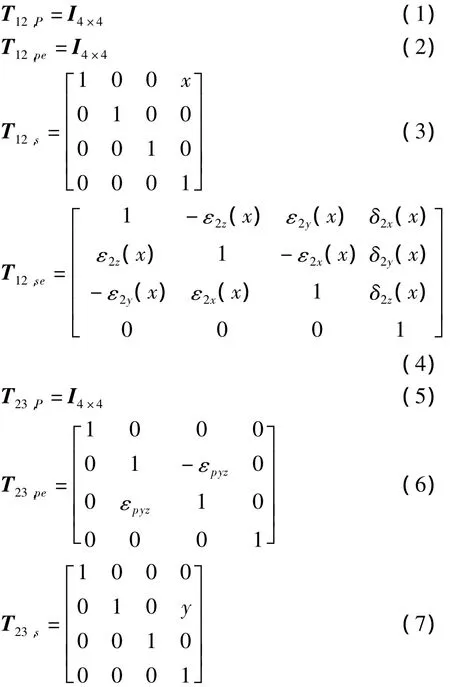
通常用4×4阶Denavit-Harten-berg矩阵方法来描述位置特征变换矩阵、运动特征变换矩阵、位置误差特征变换矩阵及运动误差特征变换矩阵。根据这四种特征矩阵,在不同坐标系间的相互变换条件下完成相邻部件体的空间点和空间矢量的变换。
由图1、图2及表2可知,因喷印机床上的立柱固定在床身上,所以立柱1的体坐标系和惯性坐标系重合。
在实际运动时,运动体的运动参考坐标系和体坐标系之间会产生六个自由度方向上的运动误差[10],分别是运动体沿三个坐标轴方向移动的线位移误差和绕三个坐标轴方向的角位移误差。在喷印机床的喷射传动链中,图1中部件2所在的理想运动参考坐标系相对部件1的体坐标系重合;部件3所在的理想运动参考坐标系相对于部件2的体坐标系重合,部件3所在的实际运动参考坐标系与部件2的体坐标系之间存在垂直度误差εpyz,因垂直度误差影响很小,可忽略不计;部件4的理想运动参考坐标系相对于部件3的体坐标系平移一个矢量 t4= { xt,yt,zt}T,因部件4在机床安装时能够调整,且自身装夹误差较小,所以喷射阀的位置误差不计,即部件4所在的理想运动参考坐标系与实际运动的参考坐标系重合。
综上所述,各相邻体的坐标变换矩阵通用模 型为

2.4 误差分配
应用尺寸链理论,在空间综合尺寸链中,封闭环即为整体精度,组成环即为喷射阀和工件。用逐层分配思想可逆推各个层次的精度误差,进而推出各个零部件的精度误差,合理地进行总体误差的分配,结果见表3。

表3 喷印机床误差分配 μm
令喷射阀在工作台体坐标系中的位置矢量为t4={xt,yt,zt}T,将各个误差带入喷射阀实际喷射的模型式(20)中,则喷射阀在工作台坐标系中实际喷射的位置矢量t1为

由式(20)可得横梁和喷射阀位于不同导轨位置时,喷射阀实际喷射位置允许的误差范围,见表4。

表4 喷射阀在不同位置实际喷射允许的误差范围 μm
喷印机的设计精度R∈(-20,+20)μm,表4的计算表明,喷射阀实际喷射的位置误差在(±3~±19)μm范围内,满足要求。
3 结论
(1)本文根据多体系统理论和特征矩阵变换原理,求出了喷印机各相邻运动体之间的相对误差。
(2)由误差结构之间的特征建立了喷印机的误差模型,反映了喷印机存在的各种误差。
(3)根据喷印机床误差模型对喷印机的相关部件进行了误差分配,为确保锡膏喷印机的高精度设计要求提供了相应的理论依据。
[1]Ramesh R,Mannan M A,Poo A N.Error Compensation in Machine Tool-a Review PartⅠ:Geometric,Cutting-force Induced and Fixture-dependent Errors[J].Interna-tional Journal of Machine Tools& Manufacture,2000,(40):1235 -1256.
[2]张宏韬,杨建国,姜辉,等.双转台五轴数控机床误差实时补偿[J].机械工程学报,2010,46(21):143 -148.
[3]任永强,杨建国,窦小龙.五轴数控机床综合.误差建模分析[J].上海交通大学学报,2003,37(1):70-75.
[4]曲月,舒启林.复合式镗铣加工中心铣削部分空间误差建模研究[J].机床与液压,2014,42(5):126-127.
[5]Gui quan Chen,Jingxia Yuan,Jun Ni.A displacement measurement approach for machine geometric error assessment[J].International Journal of Machine Tools& Manufacture,2001,41(1):149 -161.
[6]粟时平,李圣怡.五轴数控机床综合空间误差的多体系统运动学建模[J].组合机床与自动化加工技术,2003,(5):20 -23.
[7]Schultschik R.The Components of Volumetric Accuracy[J].Annals of the CIRP,1997,25(1):223 -228.
[8]刘又午,刘丽冰,赵小松,等.数控机床误差补偿技术研究[J].中国机械工程,1998,12(9):48 -52.
[9]辛立明,徐志刚,赵明扬,等.基于改进的多体系统误差建模理论的激光拼焊生产线运动误差模型[J].机械工程学报,2010,46(2):65 -67.
[10]刘焕牢,梁永回,罗家朗,等.基于步距规的数控机床误差测量和补偿技术[J].机械,2007,34(5):52 -56.
