宏程序在渐变体零件铣削加工中的应用研究
2015-05-08杨彦伟赫焕丽
杨彦伟,赫焕丽,吴 凡
(咸宁职业技术学院,湖北 咸宁 437100)
在工程实际中,经常遇到一些由圆至方或有方至圆过渡的凸台,这类凸台属于是一种渐变体,即通俗讲的天圆地方或天方地圆体零件。此类零件普通机床上很难加工出来,使用数控机床进行加工相对简单一些,但是此类零件加工程序的编制相对于普通零件加工程序的编制就复杂了很多,应用一般的编程指令是很难实现。因此,针对于此类零件通常采用宏程序编程来实现。宏程序是数控机床的一项拓展功能,在数控机床的加工中巧用宏程序将起到事半功倍的效果。
1 几何分析
通过以下等高加工截交线法来研究,利用宏程序来加工渐变体凸台表面的方法。
1.1 天圆地方渐变体零件的几何分析
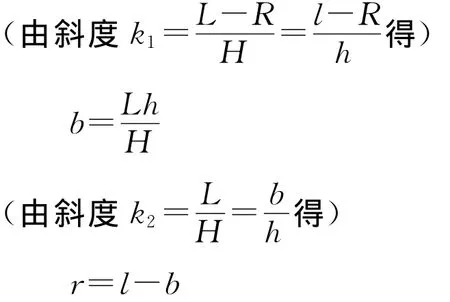
采用等高加工截交线法加工天圆地方渐变体零件的几何关系如图1所示,设上圆半径为R,下方半边长为L,高度为H,在距离上表面h(加工深度)的位置用一个截平面P将上圆地方渐变体截去上半部分后,其截交线(即在该平面内外表面加工的加工路线)由4段长为2b的直线和4段半径为r的圆弧组成(亦可看作边长为2l的正方形四个角均倒了圆角,圆角半径为r),图1中P1~P8分别为各直线与圆弧的交点,各参数数值计算式如下:

1.2 天方地圆渐变体零件的几何分析
采用等高加工截交线法加工天方地圆渐变体零件的几何关系如图2所示,设下圆半径为R,上方半边长为L,高度为H,在距离上表面h(加工深度)的位置用一个截平面P将天方地方渐变体截去上半部分后,其截交线(即在该平面内外表面加工的加工路线)由4段长为2b的直线和4段半径为r的圆弧组成(亦可看作边长为2l的正方形四个角均倒了圆角,圆角半径为),各参数数值计算式如下:
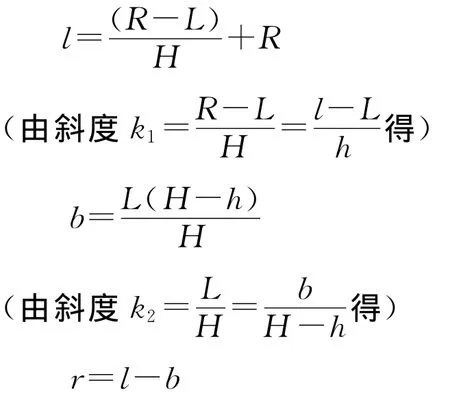

图1 等高加工天圆地方截交线法示意图
2 实例分析
2.1 编制天圆地方类零件的加工程序
如图3所示天圆地方渐变体,上圆直径φ30mm,下方边长50mm,高度30mm,试编制其外表面精加工宏程序来进行铣削加工。
将工件坐标系原点设在工件上表面中心,采用6mm的立铣刀从上往下等高逐层加工,每层沿顺时针方向加工,加工程序编制如表1所示。
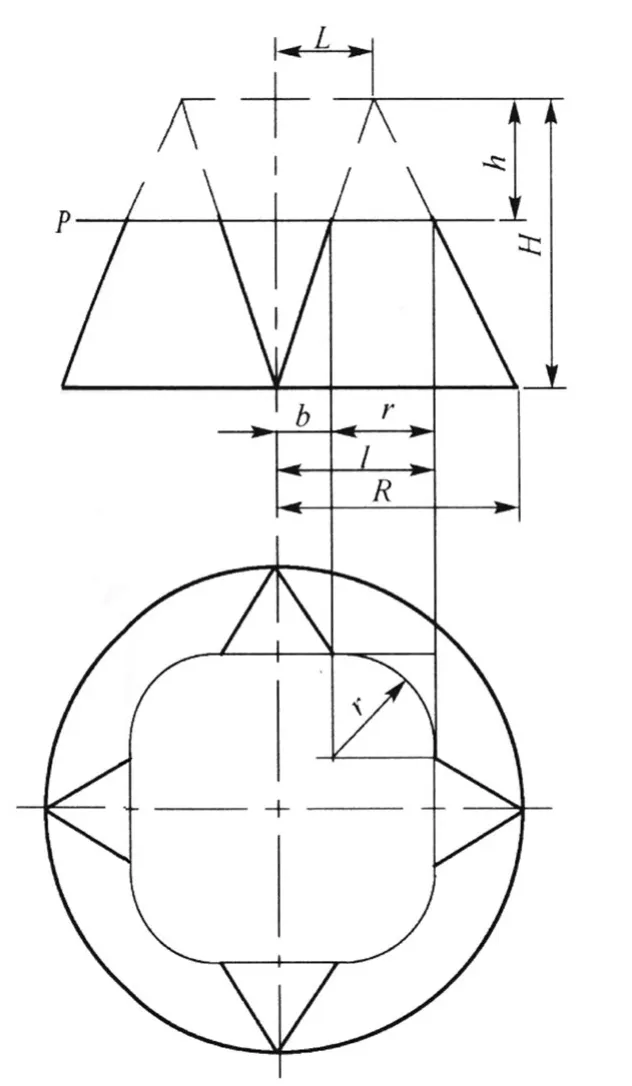
图2 等高加工天方地圆截交线法示意图
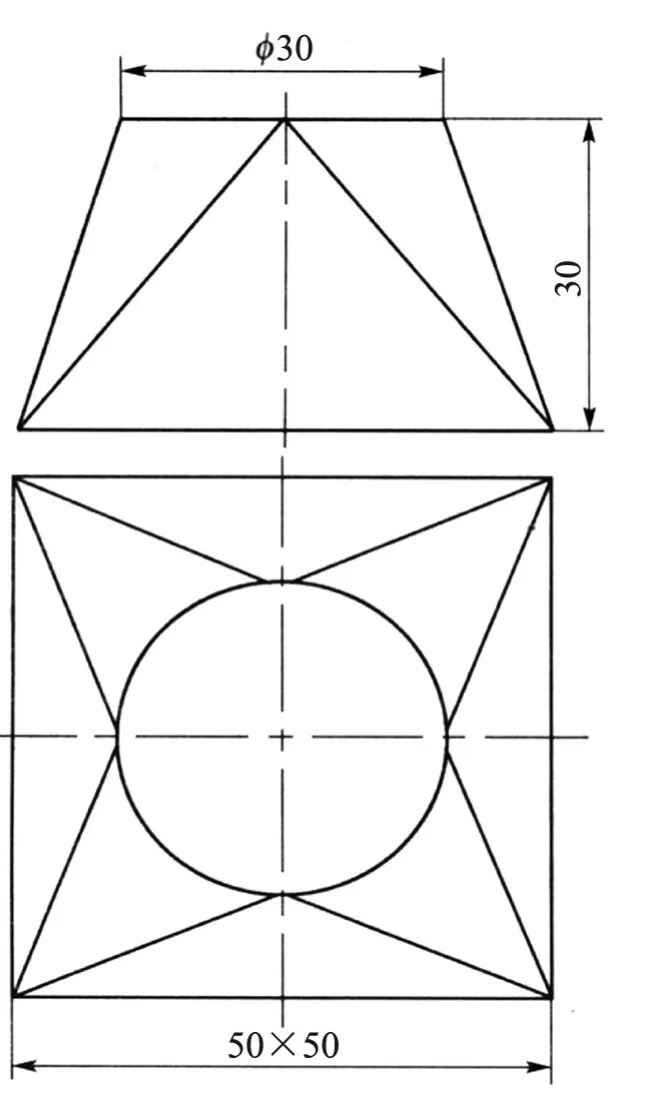
图3 天圆地方渐变体
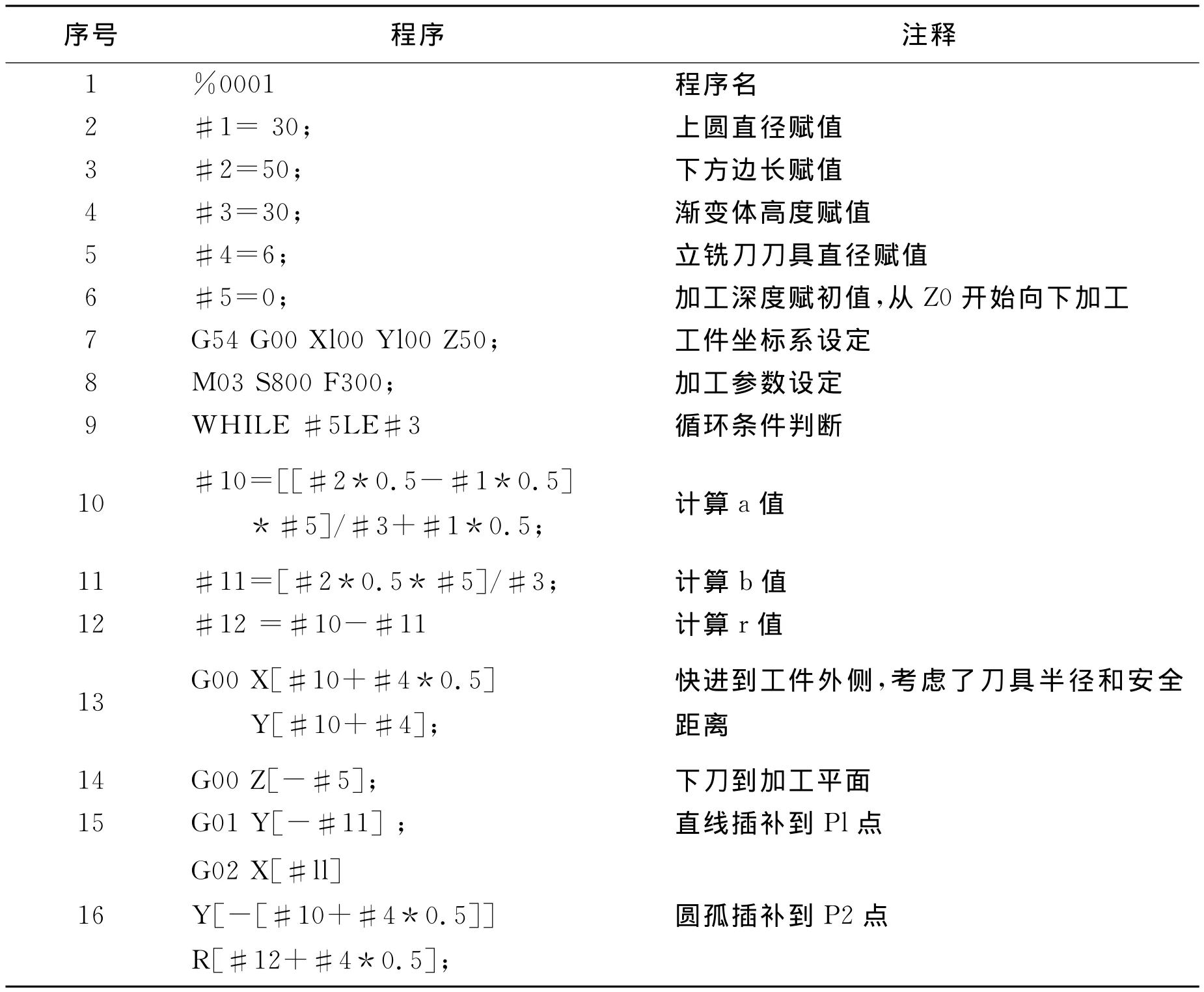
表1 天圆地方渐变体加工程序
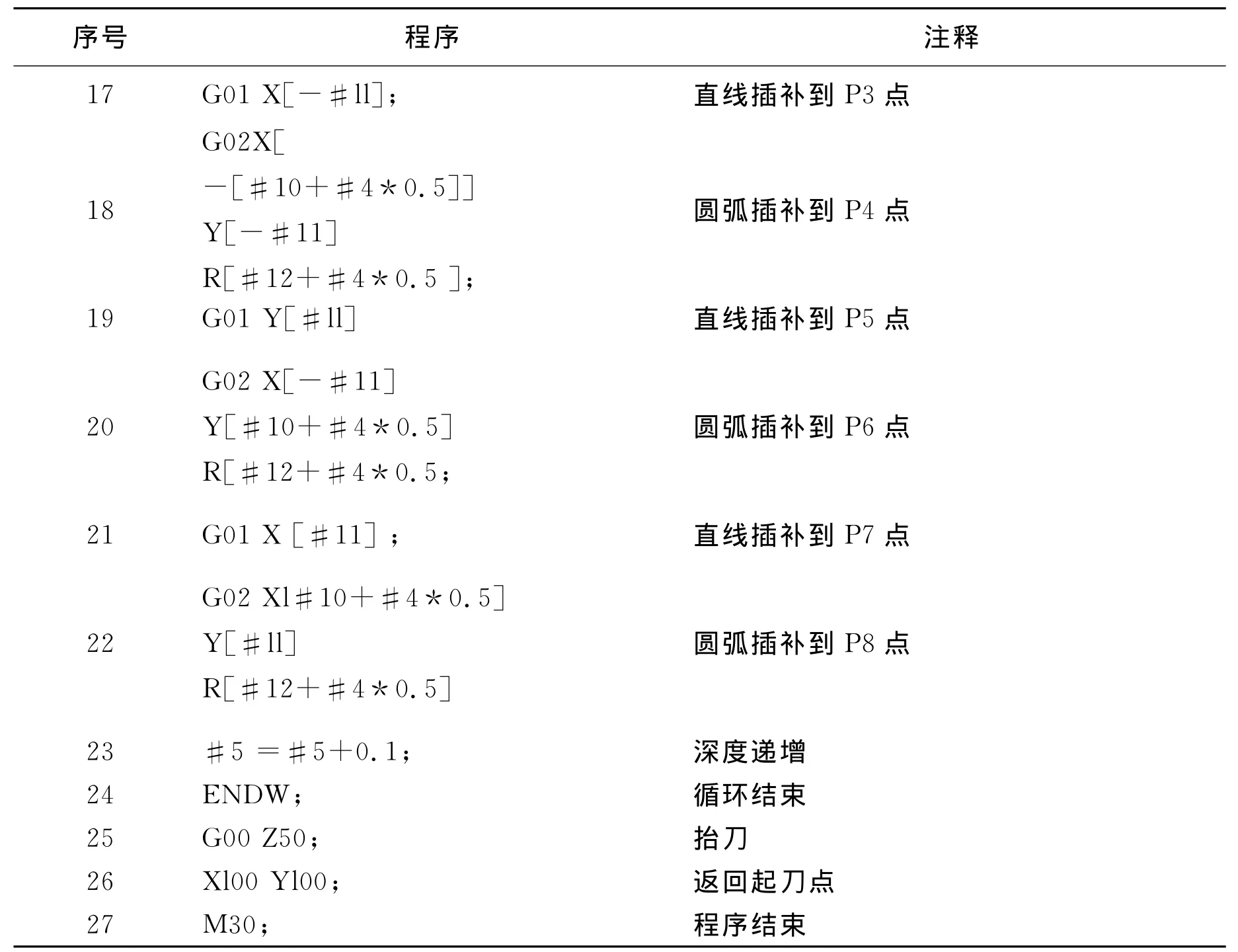
序号 程序 注释17 G01X[-#ll]; 直线插补到P3点18 G02X[-[#10+#4*0.5]]Y[-#11]R[#12+#4*0.5];圆弧插补到P4点19 G01Y[#ll] 直线插补到P5点20 G02X[-#11]Y[#10+#4*0.5]R[#12+#4*0.5;圆弧插补到P6点21 G01X[#11]; 直线插补到P7点22 G02Xl#10+#4*0.5]Y[#ll]R[#12+#4*0.5]圆弧插补到P8点23 #5=#5+0.1; 深度递增24 ENDW; 循环结束25 G00Z50; 抬刀26 Xl00Yl00; 返回起刀点27 M30; 程序结束
2.2 编制天方地圆类零件的加工程序
如图4所示天方地圆渐变体,上方边长20mm,下圆直径50mm,高度30mm,试编制其外表面精加工程序。
将工件坐标系原点设在工件上表面中心,采用6mm的立铣刀从上往下等高逐层加工,每层沿顺时针方向加工,加工程序编制如表2所示。
3 分析
综合等高加工截交线在两种不同的渐变体加工时的应用,我们可以知道采用一组平行于XY平面的截平面去截渐变体方和圆渐变的地方,其截交线由4段直线和4段圆弧组成,也可看作是一个四角均倒了圆角的正方形,该截交线就是刀具等高加工上圆上方地方渐变体的切触点。具体加工时刀具先定位到某一Z值高度的XY平面,在XY平面内加工一圈截交线,然后将刀具在Z轴方向下降或者提升一个高度,刀具在这个Z轴高度上再加工一个用XY平面截渐变体得到的新截面,如此不断重复,直到加工完整个渐变体零件。
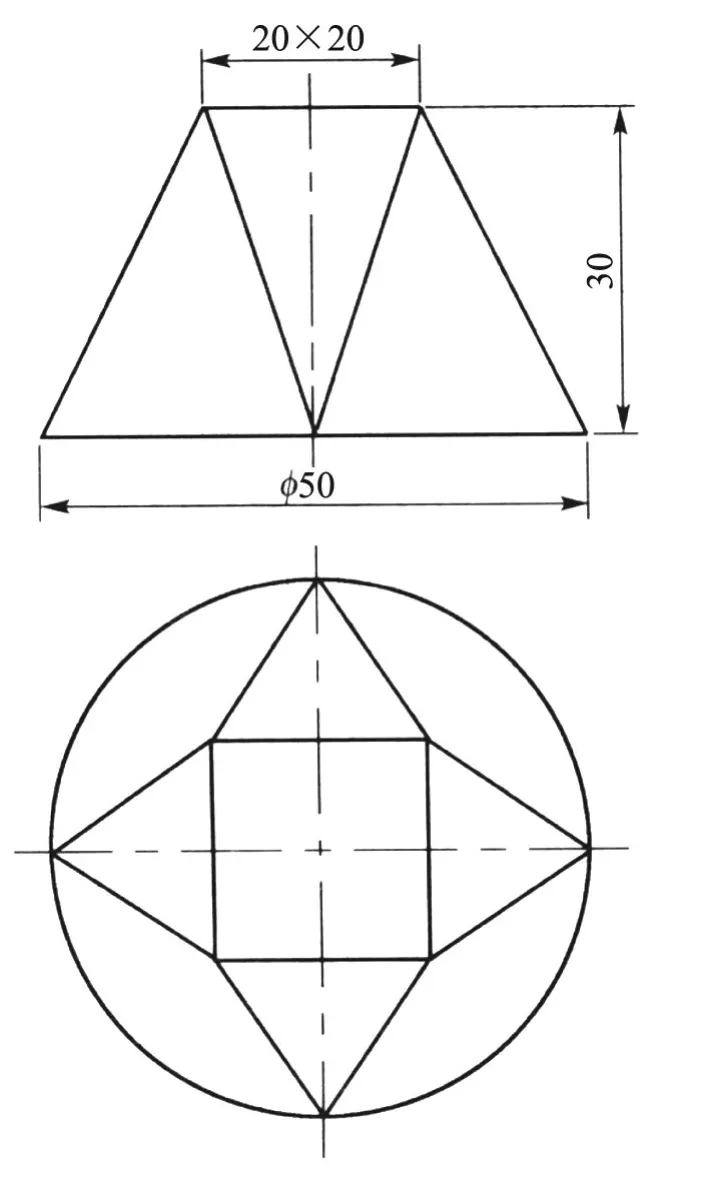
图4 天方地圆渐变体
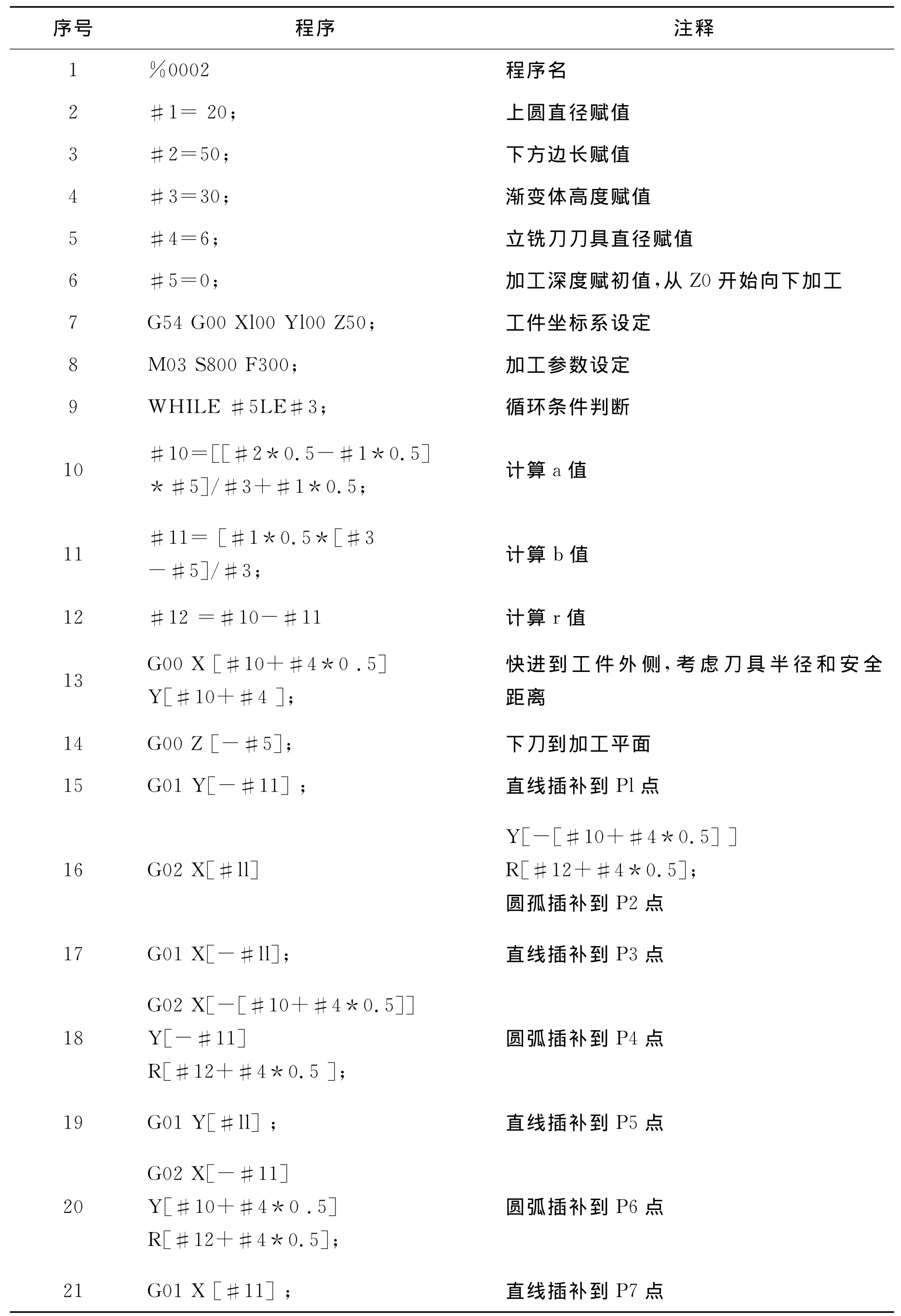
表2 天方地圆渐变体加工程序

序号 程序 注释22 G02X[#10+#4*0.5]Y[#ll]R[#12+#4*0.5]; 圆弧插补到P8点23 #5=#5+0.1; 深度递增24 ENDW; 循环结束25 G00Z50; 抬刀26 Xl00Yl00; 返回起刀点27 M30; 程序结束
4 结语
综上所述,宏程序在渐变体零件中,只要找出对应的规律,就可以使复杂问题简单化。程序编辑过程中要注意设置刀具移动的步距,步距越小,表面质量越高,这样才能加工出表面质量较高的产品。在生产中,巧用宏程序,可加工出普通机床、普通指令难以加工出的零件。使用宏程序编写的加工程序更直观、高效,增加了程序编制的灵活性,提高手工编程的效率;拓展数控车床手工编程应用范围,提高机床的使用性能。
[1] 王丽敏,计小辈.基于宏程序的天圆地方数控加工[J].煤矿机械,2012,33(01):123-125.
[2] 韩全立,王宏颖.宏程序在数控编程中的应用技巧及编程实例[J].机床与液压,2010,38(12):35-38.
[3] 赫焕丽.圆弧逼近法在车削加工非圆曲线中的应用研究[J].煤矿机械,2013,33(01):151-153.
[4] 杜军.华中宏程序-编程技巧与实例精解.北京:化学工业出版社2012.
[5] 米双山,张锡恩.天圆地方的三维建模[J].机械设计与制造,2005(1):15-16.
[6] 马晓明.基于宏程序的圆弧圆柱蜗杆数控加工通用程序设计[J].煤矿机械,2013,31(10):108-111.